Download as pdf or txt
You might also like
- Lec 10 Combinational Logic CircuitsDocument59 pagesLec 10 Combinational Logic CircuitsNaim UddinNo ratings yet
- FinfetDocument22 pagesFinfetmanojkumarNo ratings yet
- VLSI Micro-Project Report Group A PDFDocument14 pagesVLSI Micro-Project Report Group A PDFganesh SawantNo ratings yet
- CSE Syllebus of MBSTUDocument41 pagesCSE Syllebus of MBSTUCSE 19015100% (1)
- Unit 1 IC Fabrication: Advantages of Integrated CircuitsDocument13 pagesUnit 1 IC Fabrication: Advantages of Integrated CircuitsVerloves Love0% (1)
- Construction of A Monolithic Bipolar TransistorDocument6 pagesConstruction of A Monolithic Bipolar TransistorsampNo ratings yet
- Linear and Digital Integrated CircuitsDocument58 pagesLinear and Digital Integrated Circuitssuresh151971No ratings yet
- Lecture - 3 (ECE 4201)Document35 pagesLecture - 3 (ECE 4201)imposter 29No ratings yet
- MODULEDocument53 pagesMODULENithin GopalNo ratings yet
- PN Junction IsolationDocument8 pagesPN Junction Isolationrenjith r nairNo ratings yet
- BASIC VLSI DESIGN .PptsDocument32 pagesBASIC VLSI DESIGN .PptsNarayana Rao RevallaNo ratings yet
- Unit I Ic FabricationDocument23 pagesUnit I Ic FabricationBhuvana VaradharajNo ratings yet
- EE3402 Linear Integrated Circuits Reg 2021 Notes (Unit I)Document20 pagesEE3402 Linear Integrated Circuits Reg 2021 Notes (Unit I)Monika GNo ratings yet
- Integrated Circuit Fabrication ProcessDocument14 pagesIntegrated Circuit Fabrication ProcessSanthosh DheerajNo ratings yet
- Integrated Circuit Fabrication Process Study Notes For ECEDocument9 pagesIntegrated Circuit Fabrication Process Study Notes For ECEkrishnaav100% (1)
- Introduction To IC FabricationDocument7 pagesIntroduction To IC FabricationAbhishek DasNo ratings yet
- Assignment 197,163,164,198Document14 pagesAssignment 197,163,164,198Shubham GuptaNo ratings yet
- VLSI Module-2 PPT For FabricationDocument13 pagesVLSI Module-2 PPT For FabricationPhanindra ReddyNo ratings yet
- Integrated Circuit FabricationDocument3 pagesIntegrated Circuit FabricationCedric MontianoNo ratings yet
- Fabrication of PNP TransistorDocument32 pagesFabrication of PNP TransistorRahul RajNo ratings yet
- FulltextDocument4 pagesFulltextCarlosNo ratings yet
- Finfet My 3rd PPT in CLGDocument2 pagesFinfet My 3rd PPT in CLGSajan BeheraNo ratings yet
- ECE467: Introduction To VLSI: Physical Structure and Fabrication Process of Integrated CircuitsDocument38 pagesECE467: Introduction To VLSI: Physical Structure and Fabrication Process of Integrated Circuitssnagaraj.cool7813No ratings yet
- The Well: Circuit Design, Layout, and Simulation Third Edition R. Jacob BakerDocument43 pagesThe Well: Circuit Design, Layout, and Simulation Third Edition R. Jacob BakerMostafa MohamedNo ratings yet
- VLSI Unit 2 Technology - SDocument52 pagesVLSI Unit 2 Technology - SIndrajeet GautamNo ratings yet
- MMICDocument37 pagesMMICAjay YadavNo ratings yet
- Vlsi Design UNIT-1: Lecture-3Document11 pagesVlsi Design UNIT-1: Lecture-3Erica WhiteheadNo ratings yet
- Vlsi PDFDocument81 pagesVlsi PDFShruthiNo ratings yet
- STNM 5Document41 pagesSTNM 5BME62Thejeswar SeggamNo ratings yet
- VLSI DTS Intro SVRE LakshmiNarasaiahDocument32 pagesVLSI DTS Intro SVRE LakshmiNarasaiahRn HarishNo ratings yet
- SCOD Unit FirstDocument34 pagesSCOD Unit Firsttkartikeya44No ratings yet
- Mod 2a Fabrication & Design RulesDocument73 pagesMod 2a Fabrication & Design RulesVijayalaxmi N CNo ratings yet
- UNIT-1 Ic FabricationDocument39 pagesUNIT-1 Ic FabricationsaikumarvavillaNo ratings yet
- Epitaxy PDFDocument68 pagesEpitaxy PDFShubham MittalNo ratings yet
- Write A Note On Classification of IC and IC Packages. (Dec 2017)Document60 pagesWrite A Note On Classification of IC and IC Packages. (Dec 2017)5060 Karthikeyan. MNo ratings yet
- EE6303-Linear Integrated Circuits and Applications Q&ADocument24 pagesEE6303-Linear Integrated Circuits and Applications Q&AY RohitNo ratings yet
- Lecture 1. Introduction PDFDocument112 pagesLecture 1. Introduction PDFAmandeep VaishNo ratings yet
- STNM 4Document33 pagesSTNM 4BME62Thejeswar SeggamNo ratings yet
- Printout VLSIDocument8 pagesPrintout VLSIjanardhanan1711No ratings yet
- CMOS Process: Material Mainly Taken From UMBC, Kang and CampbellDocument38 pagesCMOS Process: Material Mainly Taken From UMBC, Kang and CampbellSmitha KollerahithluNo ratings yet
- Fabrikasi ICDocument47 pagesFabrikasi ICNanamaliamNo ratings yet
- Production Process of Monolithic ICDocument5 pagesProduction Process of Monolithic ICAmanda Spence100% (2)
- Introduction To VLSI Fabrication Technologies: Emanuele BaravelliDocument38 pagesIntroduction To VLSI Fabrication Technologies: Emanuele BaravelliNelarapuMaheshNo ratings yet
- VLSI - 16marksDocument44 pagesVLSI - 16marksdheeraj.udaiNo ratings yet
- Lecture 4 Thin Film Solar Cell TechnologyDocument83 pagesLecture 4 Thin Film Solar Cell TechnologyHui QingNo ratings yet
- MV HV Cable ManufacturingDocument33 pagesMV HV Cable ManufacturingAris BudiantoNo ratings yet
- Assignment (1) :-Part (1) - : Epitaxial Deposition:-: Name: Ziad Hosni Mohammed Hassan Section: 5 Number: 157Document10 pagesAssignment (1) :-Part (1) - : Epitaxial Deposition:-: Name: Ziad Hosni Mohammed Hassan Section: 5 Number: 157Mohamed El BazNo ratings yet
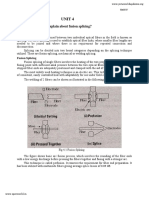
- Optical Communications U4Document16 pagesOptical Communications U4anmolNo ratings yet
- Bipolar IC ProcessDocument5 pagesBipolar IC Processlachuns123No ratings yet
- Light Wave CommunicationDocument105 pagesLight Wave CommunicationVargheseMartinNo ratings yet
- 2005-Transparent Highly Ordered TiO2 Nanotube Arrays Via Anodization of Titanium Thin FilmsDocument6 pages2005-Transparent Highly Ordered TiO2 Nanotube Arrays Via Anodization of Titanium Thin FilmsHeiddy Paola Quiroz GaitanNo ratings yet
- L-6 Nanorods SynthesisDocument27 pagesL-6 Nanorods SynthesisAshutosh BaghelNo ratings yet
- N WellDocument21 pagesN WellSanthanu SurendranNo ratings yet
- Vlsi 1 Chapter 111111111Document15 pagesVlsi 1 Chapter 111111111Dinesh PalavalasaNo ratings yet
- LS Cable - MV LV Cable - CatalogDocument33 pagesLS Cable - MV LV Cable - Catalogselaroth168No ratings yet
- Single-Chip Condenser Miniature Microphone With A High Sensitive Circular Corrugated DiaphragmDocument4 pagesSingle-Chip Condenser Miniature Microphone With A High Sensitive Circular Corrugated DiaphragmdenghueiNo ratings yet
- Vlsi NotesDocument11 pagesVlsi NotesShowcase MarathiNo ratings yet
- Unit-1 / Part-1Document54 pagesUnit-1 / Part-1Andrews austinNo ratings yet
- Sic Mos Trench Self Align Micromachines-14-02212Document12 pagesSic Mos Trench Self Align Micromachines-14-02212terry chenNo ratings yet
- Silicon-Nanowire Mosfets Cmos Compatible Gate-All-Around VerticalDocument4 pagesSilicon-Nanowire Mosfets Cmos Compatible Gate-All-Around VerticalMas MoNo ratings yet
- Wide Band Gap Semiconductor Nanowires 1: Low-Dimensionality Effects and GrowthFrom EverandWide Band Gap Semiconductor Nanowires 1: Low-Dimensionality Effects and GrowthVincent ConsonniNo ratings yet
- Automated Optical Inspection: Advancements in Computer Vision TechnologyFrom EverandAutomated Optical Inspection: Advancements in Computer Vision TechnologyNo ratings yet
- Sol 1Document1 pageSol 1sangeethasNo ratings yet
- Development of A Liquid Oxygen Facility For Rocket Engine InjectoDocument241 pagesDevelopment of A Liquid Oxygen Facility For Rocket Engine InjectosangeethasNo ratings yet
- T testsAsVarianceRatioTestsDocument6 pagesT testsAsVarianceRatioTestssangeethasNo ratings yet
- Analytic Solutions For SemiconductorDocument61 pagesAnalytic Solutions For SemiconductorsangeethasNo ratings yet
- Article LRDocument18 pagesArticle LRsangeethasNo ratings yet
- 80,000 Hours Find A Fulfilling Career That Does Good (Benjamin J Todd)Document339 pages80,000 Hours Find A Fulfilling Career That Does Good (Benjamin J Todd)sangeethasNo ratings yet
- ALTAIR05T-800: Off-Line All-Primary-Sensing Switching RegulatorDocument28 pagesALTAIR05T-800: Off-Line All-Primary-Sensing Switching RegulatorJosé M. Do PradoNo ratings yet
- Schematics Abbreviations Their Full Form and Meaning: WebsiteDocument9 pagesSchematics Abbreviations Their Full Form and Meaning: WebsiteNava Narasimha100% (1)
- LM 22677Document28 pagesLM 22677csclzNo ratings yet
- Evolution of Finfets From 22Nm To 7Nm: September 2019Document44 pagesEvolution of Finfets From 22Nm To 7Nm: September 2019Krisumraj PurkaitNo ratings yet
- A6862-Application NoteDocument14 pagesA6862-Application NoteNana Dwi WahanaNo ratings yet
- Max 17126Document34 pagesMax 17126918329078250% (2)
- M.E VlsiDocument25 pagesM.E VlsiDurai SelvanNo ratings yet
- VLSI Lab Manual - 2022-1Document54 pagesVLSI Lab Manual - 2022-1SuhailNo ratings yet
- Inter ConclusionDocument3 pagesInter ConclusionBryant BaldivicioNo ratings yet
- Chandra KasanDocument9 pagesChandra KasanKumudu GamageNo ratings yet
- Vlsi DesignDocument67 pagesVlsi DesignramakrishnaNo ratings yet
- Electronis 2 PDFDocument14 pagesElectronis 2 PDFMarco ReusNo ratings yet
- Digital Integrated Circuits: A Design PerspectiveDocument78 pagesDigital Integrated Circuits: A Design PerspectiveGayathriRajiNo ratings yet
- Dančak2018 Chapter TheFinFETATutorialDocument33 pagesDančak2018 Chapter TheFinFETATutorialAhmed KamalNo ratings yet
- Slyt 765Document6 pagesSlyt 765赵越No ratings yet
- Measuring Nano AmperesDocument12 pagesMeasuring Nano Amperesvenustas08No ratings yet
- MOSFET Biasing Using A Current MirrorDocument5 pagesMOSFET Biasing Using A Current MirrorSandeep Pandey100% (1)
- Electric Power and Power ElectronicsDocument144 pagesElectric Power and Power ElectronicsmnamkyNo ratings yet
- A Novel Low-Power Active Bypass Approach For Photovoltaic PanelsDocument5 pagesA Novel Low-Power Active Bypass Approach For Photovoltaic PanelsPauloRicardoNo ratings yet
- Field Effect Transistor (FET)Document4 pagesField Effect Transistor (FET)Chalez Zengeretsi100% (1)
- Ob2262 Usado em Fonte Proview MLT 198aDocument13 pagesOb2262 Usado em Fonte Proview MLT 198aHeron Cesar VieiraNo ratings yet
- Sistemas HOD EricssonDocument78 pagesSistemas HOD EricssonsamuelosorioNo ratings yet
- 200 Watt Amplifier DataDocument6 pages200 Watt Amplifier DataAv PlugaruNo ratings yet
- Pass TransistorDocument13 pagesPass TransistorIamINNo ratings yet
- Quantum Hall EffectsDocument131 pagesQuantum Hall EffectsArmando IdarragaNo ratings yet
- Chapter 1 Part 1Document80 pagesChapter 1 Part 1anil kumarNo ratings yet
- Lyt7503-7504 Lytswitch-7 FamilyDocument12 pagesLyt7503-7504 Lytswitch-7 Familyzuffflor_925748656No ratings yet
- The Field-Effect Transistor - August 1972 Popular ElectronicsDocument5 pagesThe Field-Effect Transistor - August 1972 Popular Electronicsmac9papNo ratings yet