Download as pdf or txt
You might also like
- PSC NotesDocument87 pagesPSC Notessarath156No ratings yet
- A Comprehensive Review On Pre and Post-Forming Evaluation of Aluminum To Steel BlanksDocument22 pagesA Comprehensive Review On Pre and Post-Forming Evaluation of Aluminum To Steel Blanksjose ramirez cruzNo ratings yet
- Reinforcing Steel in Slabs On Grade - tcm45-346883Document3 pagesReinforcing Steel in Slabs On Grade - tcm45-346883gurpreets_807665No ratings yet
- TB29 - Deckform Sept 02Document2 pagesTB29 - Deckform Sept 02Ravinesh SinghNo ratings yet
- Composite Alloy Wear Parts For Use in The Mining IndustryDocument7 pagesComposite Alloy Wear Parts For Use in The Mining IndustryDon_GostavitoNo ratings yet
- Sandwich Panels 2006 Special1Document4 pagesSandwich Panels 2006 Special1haidardiwantara83No ratings yet
- Cavitation Erosion Resistance ofDocument5 pagesCavitation Erosion Resistance ofSalem GarrabNo ratings yet
- Rust Mill Scale and Other Surface Contaminants - ETN-M-5-14Document8 pagesRust Mill Scale and Other Surface Contaminants - ETN-M-5-14ali tahaNo ratings yet
- Field Guide For Rust On Reinforcing BarsDocument4 pagesField Guide For Rust On Reinforcing Barsragunas tatyaNo ratings yet
- MES Die Castings Design and Specification Guide: Delivery Engineered SolutionsDocument12 pagesMES Die Castings Design and Specification Guide: Delivery Engineered SolutionsRafał Lesiczka100% (1)
- pp69-72 MSI10Document4 pagespp69-72 MSI10imetallurgyNo ratings yet
- Introduction and Perspectives: Why Carburize Case-Harden?Document10 pagesIntroduction and Perspectives: Why Carburize Case-Harden?Denis Yasmin AlineNo ratings yet
- VijayaKumar2014 Article IdentificationOfSuitableProcesDocument11 pagesVijayaKumar2014 Article IdentificationOfSuitableProcesCyril Joseph DanielNo ratings yet
- G Mohan 2021 Eng. Res. Express 3 025023Document13 pagesG Mohan 2021 Eng. Res. Express 3 025023DilipSinghNo ratings yet
- Crsi Technical Rebar GuideDocument4 pagesCrsi Technical Rebar Guideحسن كاظم ريسان B-4No ratings yet
- Engineered Casting Solutions 2006 CastinDocument6 pagesEngineered Casting Solutions 2006 CastinMandeep SinghNo ratings yet
- ETN-M-5-14 Rust, Mill Scale, and Other Surface Contaminants On Steel Reinforcing BarsDocument8 pagesETN-M-5-14 Rust, Mill Scale, and Other Surface Contaminants On Steel Reinforcing BarsOmarMageedNo ratings yet
- 1 s2.0 S2214860420310617 MainDocument18 pages1 s2.0 S2214860420310617 Main戴海龙No ratings yet
- Improvements To Portal Frame Design Using Stressed Skin Action of Sandwich PanelsDocument13 pagesImprovements To Portal Frame Design Using Stressed Skin Action of Sandwich Panelsmehdi_hoseineeNo ratings yet
- Wall-Colmonoy Wallex-12 ENG January2021Document3 pagesWall-Colmonoy Wallex-12 ENG January2021pranav kariaNo ratings yet
- Seminor On Prestressed ConcreteDocument43 pagesSeminor On Prestressed ConcreteNatarajan SaravananNo ratings yet
- Various Types of Jacketing in Construction. - CivilwalaDocument15 pagesVarious Types of Jacketing in Construction. - CivilwalaJhon shonNo ratings yet
- Design of Prestressed Concrete Pressure PipeDocument14 pagesDesign of Prestressed Concrete Pressure Pipeunix0123No ratings yet
- Clad Construction TiFabDocument6 pagesClad Construction TiFabJaison JoseNo ratings yet
- Journal Article - Comparison RCC - CompositeDocument6 pagesJournal Article - Comparison RCC - CompositeSri KayNo ratings yet
- MasterBond EpoxiesDocument4 pagesMasterBond EpoxiesPinakin PatelNo ratings yet
- Shearwall BE Debonding 990108Document11 pagesShearwall BE Debonding 990108Saeed TariverdiloNo ratings yet
- Preloaded Bolting: (Image Courtesy of Mabey Bridge LTD.)Document9 pagesPreloaded Bolting: (Image Courtesy of Mabey Bridge LTD.)Benjamin IndrawanNo ratings yet
- 3 Other Design RequirementDocument2 pages3 Other Design RequirementRajan_2010No ratings yet
- 10.1515 - JMBM 2022 0006Document12 pages10.1515 - JMBM 2022 0006jiji wangNo ratings yet
- GSS 008-2020 - WHY CHROME (CR) SHOULD BE BELOW 0.30%Document3 pagesGSS 008-2020 - WHY CHROME (CR) SHOULD BE BELOW 0.30%SANJAY AGARWALNo ratings yet
- 05catpg358 PDFDocument1 page05catpg358 PDFBanksyNo ratings yet
- 19 Framework Design and Metal Selection For Metal-Ceramic RestorationsmicDocument27 pages19 Framework Design and Metal Selection For Metal-Ceramic RestorationsmicCarlissyaNo ratings yet
- Nagesh KulkarniferrocementDocument9 pagesNagesh KulkarniferrocementFreddie KooNo ratings yet
- TQIWPJS0ON 9 Aluminium ExtrusionDocument3 pagesTQIWPJS0ON 9 Aluminium Extrusionlamia97No ratings yet
- Cladding in Heat Exchanger - BaherDocument3 pagesCladding in Heat Exchanger - BaherWael MansourNo ratings yet
- Corrosive Protective CoatingsDocument6 pagesCorrosive Protective CoatingsMarcelo MinaNo ratings yet
- (2019) QuyenDocument3 pages(2019) QuyenJMarce16No ratings yet
- Pubs 91518021Document16 pagesPubs 91518021Yogi173No ratings yet
- Ni HardMaterialDataandApplications 11017 PDFDocument28 pagesNi HardMaterialDataandApplications 11017 PDFhesamalaNo ratings yet
- Strength of Concrete Structure Partial Replacement of Sand by Copper SlagDocument6 pagesStrength of Concrete Structure Partial Replacement of Sand by Copper SlagEditor IJTSRDNo ratings yet
- Casting Steel Alloys PDFDocument6 pagesCasting Steel Alloys PDFIAmaeyNo ratings yet
- Welding - SteelConstructionDocument19 pagesWelding - SteelConstructionsiroliver39No ratings yet
- SRIA TN42-2 Welding of ReinforcementDocument2 pagesSRIA TN42-2 Welding of ReinforcementMoh IsmailNo ratings yet
- 129 - Download - Application of Corrosion Protection TechniqueDocument4 pages129 - Download - Application of Corrosion Protection TechniqueAli BahraniNo ratings yet
- Dependence of Overload Performance Spot 2008Document6 pagesDependence of Overload Performance Spot 2008Vipin MishraNo ratings yet
- Galvanizing For Corrosion Protection (AGA)Document18 pagesGalvanizing For Corrosion Protection (AGA)Abrianto AkuanNo ratings yet
- Dimension Stone Cladding Design - Dowel Anchorage Design: Conference PaperDocument15 pagesDimension Stone Cladding Design - Dowel Anchorage Design: Conference PaperYusuf TrunkwalaNo ratings yet
- Effect of Case Depth On Fatigue Performance of AISI 8620 Carburized SteelDocument7 pagesEffect of Case Depth On Fatigue Performance of AISI 8620 Carburized SteelthisisjineshNo ratings yet
- Strength Properties of Steel Slag in Concrete IJERTV6IS110046 PDFDocument5 pagesStrength Properties of Steel Slag in Concrete IJERTV6IS110046 PDFMâjñù MâjñúNo ratings yet
- 1 s2.0 S2352012421004422 MainDocument12 pages1 s2.0 S2352012421004422 Mainshashank chandraNo ratings yet
- LPFW Huffman KaserDocument4 pagesLPFW Huffman KaserAndrey Gyrych100% (1)
- Analysis and Design of Residential Using EtabsDocument2 pagesAnalysis and Design of Residential Using Etabsinnovative technologiesNo ratings yet
- 2023 Solid-State Welding of Aluminum To Magnesium Alloys A ReviewDocument23 pages2023 Solid-State Welding of Aluminum To Magnesium Alloys A Reviewguravshubham7777No ratings yet
- HH 1Document2 pagesHH 1mirzakamranbaig.mkNo ratings yet
- 1 s2.0 S0257897221006563 MainDocument8 pages1 s2.0 S0257897221006563 Maintaufikrosly5750No ratings yet
- Austempering, A Heat Treating Process Ideal For Many High-Wear Applications, Is Not Just For Ductile IronDocument4 pagesAustempering, A Heat Treating Process Ideal For Many High-Wear Applications, Is Not Just For Ductile IronLizbeth Huerta LarumbeNo ratings yet
- Effect of Orientation, Thickness, and Composition On Properties of Ductile Iron CastingsDocument12 pagesEffect of Orientation, Thickness, and Composition On Properties of Ductile Iron CastingsHemal JalavadiaNo ratings yet
- Irjet V3i523Document4 pagesIrjet V3i523anon_294850851No ratings yet
- B.Sc. in CBZDocument97 pagesB.Sc. in CBZShravani SalunkheNo ratings yet
- Carbide GradesDocument51 pagesCarbide GradesRicardo BravoNo ratings yet
- Radio Propagation and Network PlanningDocument46 pagesRadio Propagation and Network Planningمحمد فاضلNo ratings yet
- What Is The Commutation ProcessDocument3 pagesWhat Is The Commutation Processكرار قاسم صبيح ابنيانNo ratings yet
- The Formation of Heavier Elements During Star Formation and EvolutionDocument8 pagesThe Formation of Heavier Elements During Star Formation and EvolutionJohn Nerlo DequiñaNo ratings yet
- Department of M Echanical and Industrial Engineering M I 205: Fluid M Echanics Tutorial 5Document1 pageDepartment of M Echanical and Industrial Engineering M I 205: Fluid M Echanics Tutorial 5Ashutosh SinghNo ratings yet
- Relay S-3PH From 30A To 40A: Power ControllerDocument4 pagesRelay S-3PH From 30A To 40A: Power ControllerPrecila CanobidaNo ratings yet
- Elevator Control Valves: EN ISO 9001Document6 pagesElevator Control Valves: EN ISO 9001Jibjab7No ratings yet
- Electrical Layout Design in BuildingDocument15 pagesElectrical Layout Design in BuildingIlam ShresthaNo ratings yet
- PumpDocument25 pagesPumpIbrahim AhmedNo ratings yet
- Long Answer Questions - CHP 'Sound'Document4 pagesLong Answer Questions - CHP 'Sound'SaachiNo ratings yet
- Module 1-18EE53-NotesDocument20 pagesModule 1-18EE53-NotesAshwiniNo ratings yet
- PolyflameDocument2 pagesPolyflameumn_mlkNo ratings yet
- 0 Solid Liquid Gas Synthetic: The Periodic Table of ElementsDocument1 page0 Solid Liquid Gas Synthetic: The Periodic Table of ElementsDragos AndrianaNo ratings yet
- Annexure-1 Grid Transformer Recommendation - DelCEN 2500 HVDocument2 pagesAnnexure-1 Grid Transformer Recommendation - DelCEN 2500 HVSAEL SOLARNo ratings yet
- Experiment No. 01: Single Phase Half Wave Rectification With Inductive Load Psychomotor Skill Level: P4 Name: Roll NoDocument8 pagesExperiment No. 01: Single Phase Half Wave Rectification With Inductive Load Psychomotor Skill Level: P4 Name: Roll NoRana EhsanNo ratings yet
- Putnam 2019Document1 pagePutnam 2019Andrew CourtneyNo ratings yet
- LEDW UL2 UL1R 3AR Eng Rev22Document143 pagesLEDW UL2 UL1R 3AR Eng Rev22david1210712No ratings yet
- Radiographic-Testing-Level-2-Non-Destructive-Testing-And-Evaluation (Set 2)Document12 pagesRadiographic-Testing-Level-2-Non-Destructive-Testing-And-Evaluation (Set 2)thakurlaboratoriesNo ratings yet
- Cbse - Maths - Pre - Final - Iii (Standard) - Set - 2 - KeyDocument18 pagesCbse - Maths - Pre - Final - Iii (Standard) - Set - 2 - Keybdsouza899No ratings yet
- MinorDocument4 pagesMinorSarrahNo ratings yet
- BMEN 301 F2021 Module 3-The Mechanics of Soft TissueDocument18 pagesBMEN 301 F2021 Module 3-The Mechanics of Soft TissueAyesha ANo ratings yet
- Machine Model GENPWTwoAxisDocument1 pageMachine Model GENPWTwoAxisManuelNo ratings yet
- HECPS Generator Circuit-Breakers: Unique Solution For Pumped Storage Power PlantsDocument13 pagesHECPS Generator Circuit-Breakers: Unique Solution For Pumped Storage Power Plantshamza shahzadNo ratings yet
- Rish Split Current TransformerDocument6 pagesRish Split Current TransformerluisNo ratings yet
- Basic Mechanical Engineering MCQs PartDocument11 pagesBasic Mechanical Engineering MCQs PartTrbman exaNo ratings yet
- TGD Part EDocument88 pagesTGD Part EOlivia SaferNo ratings yet
- Time Domain AnalysisDocument14 pagesTime Domain AnalysisAbdullah MdNo ratings yet
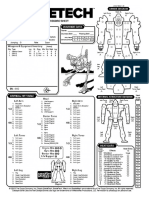
- Locust LCT-1SDocument1 pageLocust LCT-1StehMaevNo ratings yet
- Infrared Target-Flare Discrimination Using A ZISC Hardware Neural NetworkDocument67 pagesInfrared Target-Flare Discrimination Using A ZISC Hardware Neural NetworkBlaze123xNo ratings yet