
Accomplishment Instructions of CFM56 - 7B - SB - REV - 72-0636
Accomplishment Instructions of CFM56 - 7B - SB - REV - 72-0636
You might also like
- How to Rebuild & Modify Rochester Quadrajet CarburetorsFrom EverandHow to Rebuild & Modify Rochester Quadrajet CarburetorsRating: 5 out of 5 stars5/5 (2)
- BOP TL Operation and Maintenance ManualDocument22 pagesBOP TL Operation and Maintenance Manualadvantage02580% (5)
- 737 Performance Reference Handbook - EASA EditionFrom Everand737 Performance Reference Handbook - EASA EditionRating: 4.5 out of 5 stars4.5/5 (3)
- Operations and Parts Manual - Vanoil 3 1/16" - 10ksi Quad Bop MAN P306QB00-A, REV. 0Document18 pagesOperations and Parts Manual - Vanoil 3 1/16" - 10ksi Quad Bop MAN P306QB00-A, REV. 0dowel hernandezNo ratings yet
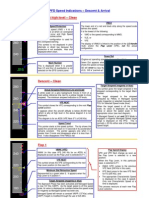
- Speed Tape Airbus - Descent & ArrivalDocument4 pagesSpeed Tape Airbus - Descent & Arrivalapi-3805097100% (29)
- Unit Injector - Install: Disassembly and AssemblyDocument13 pagesUnit Injector - Install: Disassembly and AssemblyAnung Nugroho100% (1)
- Mechanical Interview Jgc-KjoDocument6 pagesMechanical Interview Jgc-Kjonaveed7861100% (1)
- Boeing 777 Amm Refrences 2Document7 pagesBoeing 777 Amm Refrences 2tauqir73100% (1)
- SEBF 8164 гизьзы 3500Document19 pagesSEBF 8164 гизьзы 3500Aminadav100% (1)
- 2020 AMC ProgramDocument247 pages2020 AMC ProgramaliNo ratings yet
- A320 Automation PDFDocument1 pageA320 Automation PDFaliNo ratings yet
- Engine Yearbook 2017Document5 pagesEngine Yearbook 2017ali100% (1)
- Achivment Cwcs - cfm56Document16 pagesAchivment Cwcs - cfm56aliNo ratings yet
- Combustor Cwcs - cfm56Document21 pagesCombustor Cwcs - cfm56ali100% (3)
- 7B - MyCFMportal - CFM Symposium 2017Document14 pages7B - MyCFMportal - CFM Symposium 2017aliNo ratings yet
- Chapter 6 Work, Energy and PowerDocument12 pagesChapter 6 Work, Energy and PowerZhu Jiankun100% (1)
- Accomplishment of SB 72-1074Document7 pagesAccomplishment of SB 72-1074aliNo ratings yet
- Scanned by CamscannerDocument10 pagesScanned by CamscannerChandrashekhar KalyankarNo ratings yet
- Q400.amm (76) .Amm72 00 00 290 805Document30 pagesQ400.amm (76) .Amm72 00 00 290 805sasivannanNo ratings yet
- ASB 412-09-137A Page 1 of 10 Approved For Public ReleaseDocument10 pagesASB 412-09-137A Page 1 of 10 Approved For Public Releasesebastian eduardoNo ratings yet
- Aw119mkii, Ata 64-11Document10 pagesAw119mkii, Ata 64-11Christian Hennigs GoldbergNo ratings yet
- CFM56 7B SB Rev 72-0986 TSN.03 R 20181030Document15 pagesCFM56 7B SB Rev 72-0986 TSN.03 R 20181030aliNo ratings yet
- TASK 72-00-00-200-802, Borescope InspectionDocument34 pagesTASK 72-00-00-200-802, Borescope InspectionNestor LucianiNo ratings yet
- Ejemplo de Boletin de ServicioDocument11 pagesEjemplo de Boletin de ServicioCarlos AnguianoNo ratings yet
- TC 38 - Rev02 (1) SIDE BUFFER GREASEDocument11 pagesTC 38 - Rev02 (1) SIDE BUFFER GREASEnasirzeal990No ratings yet
- ASB 429-19-50 Page 1 of 9 Approved For Public ReleaseDocument9 pagesASB 429-19-50 Page 1 of 9 Approved For Public Releaserio tanoneNo ratings yet
- CFM56 5B SB Rev 72-1092 TSN.00 N 20201210Document20 pagesCFM56 5B SB Rev 72-1092 TSN.00 N 20201210Irfan05No ratings yet
- Manual For 1215 Kva Rig AlternatorDocument18 pagesManual For 1215 Kva Rig Alternatorprem080910No ratings yet
- MODEL 150 SERIES (1969 - 1976) : Supplemental Inspection Number: 57-11-01 1. TitleDocument2 pagesMODEL 150 SERIES (1969 - 1976) : Supplemental Inspection Number: 57-11-01 1. TitleRebeca SerranoNo ratings yet
- Ceb A 72-6048Document11 pagesCeb A 72-6048turboshaftNo ratings yet
- FAA 2017 0667 0006 - Attachment - 1Document5 pagesFAA 2017 0667 0006 - Attachment - 1pilot digitalNo ratings yet
- Schaku Coupler Rdso Spec No. 61-B-36-R - 1 - 68-1Document7 pagesSchaku Coupler Rdso Spec No. 61-B-36-R - 1 - 68-1Sumit Shyamal100% (1)
- FAA 2018 1039 0003 - Attachment - 1Document40 pagesFAA 2018 1039 0003 - Attachment - 1Luisbatista WachinNo ratings yet
- 06c AppendixB3 (750HP) 1582535947271Document79 pages06c AppendixB3 (750HP) 1582535947271Harsh TiwariNo ratings yet
- T 53-41-00-620-802-Renewal of The Temporary Protection of The WingDocument4 pagesT 53-41-00-620-802-Renewal of The Temporary Protection of The WingAldo Gibran Esquivel CarmonaNo ratings yet
- SHROUDDocument7 pagesSHROUD尹兴旺No ratings yet
- SB1200 Tomahawk Hard LandingDocument8 pagesSB1200 Tomahawk Hard LandingfelipeNo ratings yet
- CTRBDocument98 pagesCTRBAlok AmanNo ratings yet
- Work Instruction: General Overhauling of Centrifugal Pump OSCS-IMS-WI - 020Document8 pagesWork Instruction: General Overhauling of Centrifugal Pump OSCS-IMS-WI - 020MahmoudNo ratings yet
- 212 Asb 08 130Document7 pages212 Asb 08 130Walberto PachecoNo ratings yet
- Bell 212Document9 pagesBell 212Juan Pablo AriasNo ratings yet
- Nozzle: 1. GeneralDocument4 pagesNozzle: 1. GeneralSergio LópezNo ratings yet
- 06d AppendixB4 (550HP) 1582536012902Document94 pages06d AppendixB4 (550HP) 1582536012902Harsh TiwariNo ratings yet
- 407ASB407ASB22128Document10 pages407ASB407ASB22128camiloguayazanNo ratings yet
- Well Control Exercises PDFDocument69 pagesWell Control Exercises PDFal7assany88% (17)
- CFM SB 72-1033Document30 pagesCFM SB 72-1033Mohammad Akhter100% (1)
- ASB255A: TitleDocument14 pagesASB255A: TitleoscarNo ratings yet
- Asb - 212 10 140Document12 pagesAsb - 212 10 140smartasss100% (1)
- Cylinder Head - Inspect: Shutdown SIS Previous ScreenDocument3 pagesCylinder Head - Inspect: Shutdown SIS Previous ScreenbejoythomasNo ratings yet
- Mccauley Propeller Systems Owner Operator Information ManualDocument6 pagesMccauley Propeller Systems Owner Operator Information ManualElLoko MartinesNo ratings yet
- Installation and Rigging ProceduresDocument15 pagesInstallation and Rigging ProceduresRene QueirozNo ratings yet
- Mainenace Guidelines For LHB Cocahes.Document7 pagesMainenace Guidelines For LHB Cocahes.Parthaprotim Nath0% (1)
- Air Cruisers Service Bulletin 737 103-25-50Document18 pagesAir Cruisers Service Bulletin 737 103-25-50moliveroNo ratings yet
- Continental Aileron Cable Rigging Event Criteria: Page 1Document11 pagesContinental Aileron Cable Rigging Event Criteria: Page 1Jose Miguel Atehortua ArenasNo ratings yet
- Qa-Lhb-Draft Gear & CouplingDocument4 pagesQa-Lhb-Draft Gear & CouplingSriram SubramanianNo ratings yet
- 73 10 01 PDFDocument6 pages73 10 01 PDFAnonymous 298xlo3uUNo ratings yet
- PS NotesDocument6 pagesPS NotesnidhisasidharanNo ratings yet
- SUCKER ROD PUMP Fact SheetDocument9 pagesSUCKER ROD PUMP Fact Sheetsufiyan siddiquiNo ratings yet
- Annexure 3486Document8 pagesAnnexure 3486Kamal RajuNo ratings yet
- Lembar Inspeksi Bell 412 600 FH 12 MonthDocument6 pagesLembar Inspeksi Bell 412 600 FH 12 MonthReza Setyo PermadiNo ratings yet
- CFM56 5B SB Rev 72-0921 TSN.03 N 20181030Document15 pagesCFM56 5B SB Rev 72-0921 TSN.03 N 20181030Yasin çetinNo ratings yet
- 72 50 02Document6 pages72 50 02alvaro lemosNo ratings yet
- Program Winch Teardown - 21-9-15Document11 pagesProgram Winch Teardown - 21-9-15Anonymous 1qAH6CKCNo ratings yet
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- Mechanical Properties and Performance of Engineering Ceramics and Composites X: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesFrom EverandMechanical Properties and Performance of Engineering Ceramics and Composites X: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesDileep SinghNo ratings yet
- Internal Combustion Engine Bearings Lubrication in Hydrodynamic BearingsFrom EverandInternal Combustion Engine Bearings Lubrication in Hydrodynamic BearingsNo ratings yet
- Dozova NAD+ Vitamin Supplement Supports Healthy Aging, Energy - Sehetna-EgDocument4 pagesDozova NAD+ Vitamin Supplement Supports Healthy Aging, Energy - Sehetna-EgaliNo ratings yet
- Course Title: Stud. Qualif.: Instructors:: Thematic PlanDocument1 pageCourse Title: Stud. Qualif.: Instructors:: Thematic PlanaliNo ratings yet
- CFM56 7B SB Rev 72-0986 TSN.03 R 20181030Document15 pagesCFM56 7B SB Rev 72-0986 TSN.03 R 20181030aliNo ratings yet
- Hydraulic Systems No. 1 or No. 2 - Fill With Hydraulic FluidDocument12 pagesHydraulic Systems No. 1 or No. 2 - Fill With Hydraulic FluidaliNo ratings yet
- Engine FailureDocument2 pagesEngine Failuresaudia686100% (18)
- Accomplishment of SB 72-1074Document7 pagesAccomplishment of SB 72-1074aliNo ratings yet
- Type-Certificate Data Sheet: An Agency of The European UnionDocument28 pagesType-Certificate Data Sheet: An Agency of The European UnionaliNo ratings yet
- A320 NEO Vs CEO Comparison StudyDocument15 pagesA320 NEO Vs CEO Comparison StudyArpit Saraswat100% (4)
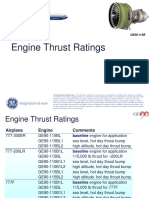
- Thrust Rating Summary 11-6-2009Document2 pagesThrust Rating Summary 11-6-2009aliNo ratings yet
- Ecu Software - cfm56Document9 pagesEcu Software - cfm56aliNo ratings yet
- Type-Certificate Data Sheet: An Agency of The European UnionDocument24 pagesType-Certificate Data Sheet: An Agency of The European UnionaliNo ratings yet
- Fuel cfm56Document12 pagesFuel cfm56aliNo ratings yet
- Nacelle cfm56Document13 pagesNacelle cfm56aliNo ratings yet
- Https Cwcs - cfm56 HPT BladeDocument8 pagesHttps Cwcs - cfm56 HPT Bladeali100% (1)
- CSC-246 Cross Section Cfm56-5C PDFDocument1 pageCSC-246 Cross Section Cfm56-5C PDFaliNo ratings yet
- Cross Section Inf Cfm56-7B PDFDocument1 pageCross Section Inf Cfm56-7B PDFaliNo ratings yet
- 7B - Line Maintenance - EGT - CFM Symposium 2017Document7 pages7B - Line Maintenance - EGT - CFM Symposium 2017aliNo ratings yet
- ASA Aft Sump Leak - Customer Exp - 2017 WTTDocument9 pagesASA Aft Sump Leak - Customer Exp - 2017 WTTaliNo ratings yet
- 7B - Line Maintenance - Tailpipe Fires - CFM Symposium 2017Document10 pages7B - Line Maintenance - Tailpipe Fires - CFM Symposium 2017aliNo ratings yet
- CFM56 FH Feb 2016 PDFDocument35 pagesCFM56 FH Feb 2016 PDFaliNo ratings yet
- 21.0. 7B - Line Maintenance - MCD - CFM Symposium 2017Document15 pages21.0. 7B - Line Maintenance - MCD - CFM Symposium 2017aliNo ratings yet
- Therapeutic Diet Manual: DIRECTIVE #4311Document27 pagesTherapeutic Diet Manual: DIRECTIVE #4311DuNo ratings yet
- Koch - Control ChartsDocument40 pagesKoch - Control ChartsAkash MarathakamNo ratings yet
- Absolute Priority Based Cell ReselectionDocument11 pagesAbsolute Priority Based Cell ReselectionNeoRa Ndivo RamsNo ratings yet
- AAB2000C1Document11 pagesAAB2000C1marcos morillo0% (1)
- CWAG Rectangular CoordinatesDocument52 pagesCWAG Rectangular CoordinatesRolando MerleNo ratings yet
- Free Download All Aeronautical Engg Books: AERO 3-1 BOOKSDocument11 pagesFree Download All Aeronautical Engg Books: AERO 3-1 BOOKSMacen SnoodleNo ratings yet
- The Fruit Garden CAL: Columbine & AcanthusDocument7 pagesThe Fruit Garden CAL: Columbine & AcanthusMiraNo ratings yet
- Comm - Name Comm - Code Comm - WT Index20122013 I Primary Articles (A) - Food ArticlesDocument48 pagesComm - Name Comm - Code Comm - WT Index20122013 I Primary Articles (A) - Food ArticlesNavin SanjeevNo ratings yet
- W8 Module08 Meaning and Relevance of History Presentation 1Document22 pagesW8 Module08 Meaning and Relevance of History Presentation 1Jessa UdtohanNo ratings yet
- BDA 542 V3 - powerCON TRUE 1 TOP - NAC3MX-W-TOPDocument2 pagesBDA 542 V3 - powerCON TRUE 1 TOP - NAC3MX-W-TOPluis manuelNo ratings yet
- Production of Biodegradable Plastics AsDocument6 pagesProduction of Biodegradable Plastics AsEbenezer EffisahNo ratings yet
- Everlast INTERVAL TRAINING ROUND TIMER PDFDocument1 pageEverlast INTERVAL TRAINING ROUND TIMER PDFanniaanniaNo ratings yet
- Fetomaternal Hemorrhage (FMH), An Update Review of LiteratureDocument35 pagesFetomaternal Hemorrhage (FMH), An Update Review of LiteratureEugenia Jeniffer JNo ratings yet
- Unit-6 Patterns of Industrialisation PDFDocument12 pagesUnit-6 Patterns of Industrialisation PDFNavdeep SinghNo ratings yet
- Advanced Landscape DesignDocument10 pagesAdvanced Landscape DesignSomhita DasNo ratings yet
- KONAN Emmanuel Sales Technical Engineer 16 Juin 23Document1 pageKONAN Emmanuel Sales Technical Engineer 16 Juin 23EMMANUEL KONANNo ratings yet
- Brochure Keor S GBDocument8 pagesBrochure Keor S GBFernando CespedesNo ratings yet
- Md. Rizwanur Rahman - CVDocument4 pagesMd. Rizwanur Rahman - CVHimelNo ratings yet
- ToR For Fiberglass Biogas Plants Installation - EOI PDFDocument4 pagesToR For Fiberglass Biogas Plants Installation - EOI PDFmy09No ratings yet
- Snag SummmariesDocument171 pagesSnag Summmarieslaltu adgiriNo ratings yet
- UntitledDocument14 pagesUntitlednaresh kumarNo ratings yet
- COMPRE - MODULE 4 (Pharmacology and Toxicology) : Attempt ReviewDocument40 pagesCOMPRE - MODULE 4 (Pharmacology and Toxicology) : Attempt ReviewLance RafaelNo ratings yet
- Regulator InfoDocument6 pagesRegulator InfoAguilar AlexNo ratings yet
- Sewing Skills Checklist PDFDocument44 pagesSewing Skills Checklist PDFyemkem100% (1)
- 3B Reactions of Alcohols and ThiolsDocument27 pages3B Reactions of Alcohols and ThiolsAnloraine GonzalesNo ratings yet
- HT Billing System - May'2022Document2 pagesHT Billing System - May'2022V.Sampath RaoNo ratings yet
- Palliative Ultrasound-Guided Endoscopic Diode Laser Ablation of Transitional Cell Carcinomas of The Lower Urinary Tract in Dogs.Document10 pagesPalliative Ultrasound-Guided Endoscopic Diode Laser Ablation of Transitional Cell Carcinomas of The Lower Urinary Tract in Dogs.Dante Nathaniel FajardoNo ratings yet
- Kerr EffectDocument5 pagesKerr EffectJose GalvanNo ratings yet
- Al55 66 Technical Manual v11 EngDocument60 pagesAl55 66 Technical Manual v11 EngProblem VelikiNo ratings yet
















































































































Download as pdf or txt
You might also like
- How to Rebuild & Modify Rochester Quadrajet CarburetorsFrom EverandHow to Rebuild & Modify Rochester Quadrajet CarburetorsRating: 5 out of 5 stars5/5 (2)
- BOP TL Operation and Maintenance ManualDocument22 pagesBOP TL Operation and Maintenance Manualadvantage02580% (5)
- 737 Performance Reference Handbook - EASA EditionFrom Everand737 Performance Reference Handbook - EASA EditionRating: 4.5 out of 5 stars4.5/5 (3)
- Operations and Parts Manual - Vanoil 3 1/16" - 10ksi Quad Bop MAN P306QB00-A, REV. 0Document18 pagesOperations and Parts Manual - Vanoil 3 1/16" - 10ksi Quad Bop MAN P306QB00-A, REV. 0dowel hernandezNo ratings yet
- Speed Tape Airbus - Descent & ArrivalDocument4 pagesSpeed Tape Airbus - Descent & Arrivalapi-3805097100% (29)
- Unit Injector - Install: Disassembly and AssemblyDocument13 pagesUnit Injector - Install: Disassembly and AssemblyAnung Nugroho100% (1)
- Mechanical Interview Jgc-KjoDocument6 pagesMechanical Interview Jgc-Kjonaveed7861100% (1)
- Boeing 777 Amm Refrences 2Document7 pagesBoeing 777 Amm Refrences 2tauqir73100% (1)
- SEBF 8164 гизьзы 3500Document19 pagesSEBF 8164 гизьзы 3500Aminadav100% (1)
- 2020 AMC ProgramDocument247 pages2020 AMC ProgramaliNo ratings yet
- A320 Automation PDFDocument1 pageA320 Automation PDFaliNo ratings yet
- Engine Yearbook 2017Document5 pagesEngine Yearbook 2017ali100% (1)
- Achivment Cwcs - cfm56Document16 pagesAchivment Cwcs - cfm56aliNo ratings yet
- Combustor Cwcs - cfm56Document21 pagesCombustor Cwcs - cfm56ali100% (3)
- 7B - MyCFMportal - CFM Symposium 2017Document14 pages7B - MyCFMportal - CFM Symposium 2017aliNo ratings yet
- Chapter 6 Work, Energy and PowerDocument12 pagesChapter 6 Work, Energy and PowerZhu Jiankun100% (1)
- Accomplishment of SB 72-1074Document7 pagesAccomplishment of SB 72-1074aliNo ratings yet
- Scanned by CamscannerDocument10 pagesScanned by CamscannerChandrashekhar KalyankarNo ratings yet
- Q400.amm (76) .Amm72 00 00 290 805Document30 pagesQ400.amm (76) .Amm72 00 00 290 805sasivannanNo ratings yet
- ASB 412-09-137A Page 1 of 10 Approved For Public ReleaseDocument10 pagesASB 412-09-137A Page 1 of 10 Approved For Public Releasesebastian eduardoNo ratings yet
- Aw119mkii, Ata 64-11Document10 pagesAw119mkii, Ata 64-11Christian Hennigs GoldbergNo ratings yet
- CFM56 7B SB Rev 72-0986 TSN.03 R 20181030Document15 pagesCFM56 7B SB Rev 72-0986 TSN.03 R 20181030aliNo ratings yet
- TASK 72-00-00-200-802, Borescope InspectionDocument34 pagesTASK 72-00-00-200-802, Borescope InspectionNestor LucianiNo ratings yet
- Ejemplo de Boletin de ServicioDocument11 pagesEjemplo de Boletin de ServicioCarlos AnguianoNo ratings yet
- TC 38 - Rev02 (1) SIDE BUFFER GREASEDocument11 pagesTC 38 - Rev02 (1) SIDE BUFFER GREASEnasirzeal990No ratings yet
- ASB 429-19-50 Page 1 of 9 Approved For Public ReleaseDocument9 pagesASB 429-19-50 Page 1 of 9 Approved For Public Releaserio tanoneNo ratings yet
- CFM56 5B SB Rev 72-1092 TSN.00 N 20201210Document20 pagesCFM56 5B SB Rev 72-1092 TSN.00 N 20201210Irfan05No ratings yet
- Manual For 1215 Kva Rig AlternatorDocument18 pagesManual For 1215 Kva Rig Alternatorprem080910No ratings yet
- MODEL 150 SERIES (1969 - 1976) : Supplemental Inspection Number: 57-11-01 1. TitleDocument2 pagesMODEL 150 SERIES (1969 - 1976) : Supplemental Inspection Number: 57-11-01 1. TitleRebeca SerranoNo ratings yet
- Ceb A 72-6048Document11 pagesCeb A 72-6048turboshaftNo ratings yet
- FAA 2017 0667 0006 - Attachment - 1Document5 pagesFAA 2017 0667 0006 - Attachment - 1pilot digitalNo ratings yet
- Schaku Coupler Rdso Spec No. 61-B-36-R - 1 - 68-1Document7 pagesSchaku Coupler Rdso Spec No. 61-B-36-R - 1 - 68-1Sumit Shyamal100% (1)
- FAA 2018 1039 0003 - Attachment - 1Document40 pagesFAA 2018 1039 0003 - Attachment - 1Luisbatista WachinNo ratings yet
- 06c AppendixB3 (750HP) 1582535947271Document79 pages06c AppendixB3 (750HP) 1582535947271Harsh TiwariNo ratings yet
- T 53-41-00-620-802-Renewal of The Temporary Protection of The WingDocument4 pagesT 53-41-00-620-802-Renewal of The Temporary Protection of The WingAldo Gibran Esquivel CarmonaNo ratings yet
- SHROUDDocument7 pagesSHROUD尹兴旺No ratings yet
- SB1200 Tomahawk Hard LandingDocument8 pagesSB1200 Tomahawk Hard LandingfelipeNo ratings yet
- CTRBDocument98 pagesCTRBAlok AmanNo ratings yet
- Work Instruction: General Overhauling of Centrifugal Pump OSCS-IMS-WI - 020Document8 pagesWork Instruction: General Overhauling of Centrifugal Pump OSCS-IMS-WI - 020MahmoudNo ratings yet
- 212 Asb 08 130Document7 pages212 Asb 08 130Walberto PachecoNo ratings yet
- Bell 212Document9 pagesBell 212Juan Pablo AriasNo ratings yet
- Nozzle: 1. GeneralDocument4 pagesNozzle: 1. GeneralSergio LópezNo ratings yet
- 06d AppendixB4 (550HP) 1582536012902Document94 pages06d AppendixB4 (550HP) 1582536012902Harsh TiwariNo ratings yet
- 407ASB407ASB22128Document10 pages407ASB407ASB22128camiloguayazanNo ratings yet
- Well Control Exercises PDFDocument69 pagesWell Control Exercises PDFal7assany88% (17)
- CFM SB 72-1033Document30 pagesCFM SB 72-1033Mohammad Akhter100% (1)
- ASB255A: TitleDocument14 pagesASB255A: TitleoscarNo ratings yet
- Asb - 212 10 140Document12 pagesAsb - 212 10 140smartasss100% (1)
- Cylinder Head - Inspect: Shutdown SIS Previous ScreenDocument3 pagesCylinder Head - Inspect: Shutdown SIS Previous ScreenbejoythomasNo ratings yet
- Mccauley Propeller Systems Owner Operator Information ManualDocument6 pagesMccauley Propeller Systems Owner Operator Information ManualElLoko MartinesNo ratings yet
- Installation and Rigging ProceduresDocument15 pagesInstallation and Rigging ProceduresRene QueirozNo ratings yet
- Mainenace Guidelines For LHB Cocahes.Document7 pagesMainenace Guidelines For LHB Cocahes.Parthaprotim Nath0% (1)
- Air Cruisers Service Bulletin 737 103-25-50Document18 pagesAir Cruisers Service Bulletin 737 103-25-50moliveroNo ratings yet
- Continental Aileron Cable Rigging Event Criteria: Page 1Document11 pagesContinental Aileron Cable Rigging Event Criteria: Page 1Jose Miguel Atehortua ArenasNo ratings yet
- Qa-Lhb-Draft Gear & CouplingDocument4 pagesQa-Lhb-Draft Gear & CouplingSriram SubramanianNo ratings yet
- 73 10 01 PDFDocument6 pages73 10 01 PDFAnonymous 298xlo3uUNo ratings yet
- PS NotesDocument6 pagesPS NotesnidhisasidharanNo ratings yet
- SUCKER ROD PUMP Fact SheetDocument9 pagesSUCKER ROD PUMP Fact Sheetsufiyan siddiquiNo ratings yet
- Annexure 3486Document8 pagesAnnexure 3486Kamal RajuNo ratings yet
- Lembar Inspeksi Bell 412 600 FH 12 MonthDocument6 pagesLembar Inspeksi Bell 412 600 FH 12 MonthReza Setyo PermadiNo ratings yet
- CFM56 5B SB Rev 72-0921 TSN.03 N 20181030Document15 pagesCFM56 5B SB Rev 72-0921 TSN.03 N 20181030Yasin çetinNo ratings yet
- 72 50 02Document6 pages72 50 02alvaro lemosNo ratings yet
- Program Winch Teardown - 21-9-15Document11 pagesProgram Winch Teardown - 21-9-15Anonymous 1qAH6CKCNo ratings yet
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- Mechanical Properties and Performance of Engineering Ceramics and Composites X: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesFrom EverandMechanical Properties and Performance of Engineering Ceramics and Composites X: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesDileep SinghNo ratings yet
- Internal Combustion Engine Bearings Lubrication in Hydrodynamic BearingsFrom EverandInternal Combustion Engine Bearings Lubrication in Hydrodynamic BearingsNo ratings yet
- Dozova NAD+ Vitamin Supplement Supports Healthy Aging, Energy - Sehetna-EgDocument4 pagesDozova NAD+ Vitamin Supplement Supports Healthy Aging, Energy - Sehetna-EgaliNo ratings yet
- Course Title: Stud. Qualif.: Instructors:: Thematic PlanDocument1 pageCourse Title: Stud. Qualif.: Instructors:: Thematic PlanaliNo ratings yet
- CFM56 7B SB Rev 72-0986 TSN.03 R 20181030Document15 pagesCFM56 7B SB Rev 72-0986 TSN.03 R 20181030aliNo ratings yet
- Hydraulic Systems No. 1 or No. 2 - Fill With Hydraulic FluidDocument12 pagesHydraulic Systems No. 1 or No. 2 - Fill With Hydraulic FluidaliNo ratings yet
- Engine FailureDocument2 pagesEngine Failuresaudia686100% (18)
- Accomplishment of SB 72-1074Document7 pagesAccomplishment of SB 72-1074aliNo ratings yet
- Type-Certificate Data Sheet: An Agency of The European UnionDocument28 pagesType-Certificate Data Sheet: An Agency of The European UnionaliNo ratings yet
- A320 NEO Vs CEO Comparison StudyDocument15 pagesA320 NEO Vs CEO Comparison StudyArpit Saraswat100% (4)
- Thrust Rating Summary 11-6-2009Document2 pagesThrust Rating Summary 11-6-2009aliNo ratings yet
- Ecu Software - cfm56Document9 pagesEcu Software - cfm56aliNo ratings yet
- Type-Certificate Data Sheet: An Agency of The European UnionDocument24 pagesType-Certificate Data Sheet: An Agency of The European UnionaliNo ratings yet
- Fuel cfm56Document12 pagesFuel cfm56aliNo ratings yet
- Nacelle cfm56Document13 pagesNacelle cfm56aliNo ratings yet
- Https Cwcs - cfm56 HPT BladeDocument8 pagesHttps Cwcs - cfm56 HPT Bladeali100% (1)
- CSC-246 Cross Section Cfm56-5C PDFDocument1 pageCSC-246 Cross Section Cfm56-5C PDFaliNo ratings yet
- Cross Section Inf Cfm56-7B PDFDocument1 pageCross Section Inf Cfm56-7B PDFaliNo ratings yet
- 7B - Line Maintenance - EGT - CFM Symposium 2017Document7 pages7B - Line Maintenance - EGT - CFM Symposium 2017aliNo ratings yet
- ASA Aft Sump Leak - Customer Exp - 2017 WTTDocument9 pagesASA Aft Sump Leak - Customer Exp - 2017 WTTaliNo ratings yet
- 7B - Line Maintenance - Tailpipe Fires - CFM Symposium 2017Document10 pages7B - Line Maintenance - Tailpipe Fires - CFM Symposium 2017aliNo ratings yet
- CFM56 FH Feb 2016 PDFDocument35 pagesCFM56 FH Feb 2016 PDFaliNo ratings yet
- 21.0. 7B - Line Maintenance - MCD - CFM Symposium 2017Document15 pages21.0. 7B - Line Maintenance - MCD - CFM Symposium 2017aliNo ratings yet
- Therapeutic Diet Manual: DIRECTIVE #4311Document27 pagesTherapeutic Diet Manual: DIRECTIVE #4311DuNo ratings yet
- Koch - Control ChartsDocument40 pagesKoch - Control ChartsAkash MarathakamNo ratings yet
- Absolute Priority Based Cell ReselectionDocument11 pagesAbsolute Priority Based Cell ReselectionNeoRa Ndivo RamsNo ratings yet
- AAB2000C1Document11 pagesAAB2000C1marcos morillo0% (1)
- CWAG Rectangular CoordinatesDocument52 pagesCWAG Rectangular CoordinatesRolando MerleNo ratings yet
- Free Download All Aeronautical Engg Books: AERO 3-1 BOOKSDocument11 pagesFree Download All Aeronautical Engg Books: AERO 3-1 BOOKSMacen SnoodleNo ratings yet
- The Fruit Garden CAL: Columbine & AcanthusDocument7 pagesThe Fruit Garden CAL: Columbine & AcanthusMiraNo ratings yet
- Comm - Name Comm - Code Comm - WT Index20122013 I Primary Articles (A) - Food ArticlesDocument48 pagesComm - Name Comm - Code Comm - WT Index20122013 I Primary Articles (A) - Food ArticlesNavin SanjeevNo ratings yet
- W8 Module08 Meaning and Relevance of History Presentation 1Document22 pagesW8 Module08 Meaning and Relevance of History Presentation 1Jessa UdtohanNo ratings yet
- BDA 542 V3 - powerCON TRUE 1 TOP - NAC3MX-W-TOPDocument2 pagesBDA 542 V3 - powerCON TRUE 1 TOP - NAC3MX-W-TOPluis manuelNo ratings yet
- Production of Biodegradable Plastics AsDocument6 pagesProduction of Biodegradable Plastics AsEbenezer EffisahNo ratings yet
- Everlast INTERVAL TRAINING ROUND TIMER PDFDocument1 pageEverlast INTERVAL TRAINING ROUND TIMER PDFanniaanniaNo ratings yet
- Fetomaternal Hemorrhage (FMH), An Update Review of LiteratureDocument35 pagesFetomaternal Hemorrhage (FMH), An Update Review of LiteratureEugenia Jeniffer JNo ratings yet
- Unit-6 Patterns of Industrialisation PDFDocument12 pagesUnit-6 Patterns of Industrialisation PDFNavdeep SinghNo ratings yet
- Advanced Landscape DesignDocument10 pagesAdvanced Landscape DesignSomhita DasNo ratings yet
- KONAN Emmanuel Sales Technical Engineer 16 Juin 23Document1 pageKONAN Emmanuel Sales Technical Engineer 16 Juin 23EMMANUEL KONANNo ratings yet
- Brochure Keor S GBDocument8 pagesBrochure Keor S GBFernando CespedesNo ratings yet
- Md. Rizwanur Rahman - CVDocument4 pagesMd. Rizwanur Rahman - CVHimelNo ratings yet
- ToR For Fiberglass Biogas Plants Installation - EOI PDFDocument4 pagesToR For Fiberglass Biogas Plants Installation - EOI PDFmy09No ratings yet
- Snag SummmariesDocument171 pagesSnag Summmarieslaltu adgiriNo ratings yet
- UntitledDocument14 pagesUntitlednaresh kumarNo ratings yet
- COMPRE - MODULE 4 (Pharmacology and Toxicology) : Attempt ReviewDocument40 pagesCOMPRE - MODULE 4 (Pharmacology and Toxicology) : Attempt ReviewLance RafaelNo ratings yet
- Regulator InfoDocument6 pagesRegulator InfoAguilar AlexNo ratings yet
- Sewing Skills Checklist PDFDocument44 pagesSewing Skills Checklist PDFyemkem100% (1)
- 3B Reactions of Alcohols and ThiolsDocument27 pages3B Reactions of Alcohols and ThiolsAnloraine GonzalesNo ratings yet
- HT Billing System - May'2022Document2 pagesHT Billing System - May'2022V.Sampath RaoNo ratings yet
- Palliative Ultrasound-Guided Endoscopic Diode Laser Ablation of Transitional Cell Carcinomas of The Lower Urinary Tract in Dogs.Document10 pagesPalliative Ultrasound-Guided Endoscopic Diode Laser Ablation of Transitional Cell Carcinomas of The Lower Urinary Tract in Dogs.Dante Nathaniel FajardoNo ratings yet
- Kerr EffectDocument5 pagesKerr EffectJose GalvanNo ratings yet
- Al55 66 Technical Manual v11 EngDocument60 pagesAl55 66 Technical Manual v11 EngProblem VelikiNo ratings yet