Download as pdf or txt
You might also like
- Astm A370 2020Document50 pagesAstm A370 2020امين100% (1)
- Tuning Guide Peug. 206 2.0L HDI EDC15C2 90cv - 120HP by J-SkyDocument6 pagesTuning Guide Peug. 206 2.0L HDI EDC15C2 90cv - 120HP by J-Skyzo68No ratings yet
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Ultrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentFrom EverandUltrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentRating: 4.5 out of 5 stars4.5/5 (3)
- Muet 2006 To 2019 Past PapersDocument148 pagesMuet 2006 To 2019 Past PapersUmaid Ali Keerio100% (2)
- Unconventional Machining ProcessesDocument64 pagesUnconventional Machining Processesdeepak kantipudiNo ratings yet
- Abrasive Jet and Water Jet Machining Mp2Document50 pagesAbrasive Jet and Water Jet Machining Mp2Drew LadlowNo ratings yet
- Design and Fabrications of Abrasive Jet Machine: Presented byDocument31 pagesDesign and Fabrications of Abrasive Jet Machine: Presented byAnuj TripathiNo ratings yet
- Abrasive Jet MachiningDocument12 pagesAbrasive Jet MachiningAnonymous N73Nk4RwsNo ratings yet
- Abrasive Jet MachiningDocument9 pagesAbrasive Jet MachiningArko MazumderNo ratings yet
- Chapter2 - AJMDocument13 pagesChapter2 - AJMravish kumarNo ratings yet
- Non Conventional Machining MethodsDocument24 pagesNon Conventional Machining MethodsGaurav Nigam100% (1)
- Me2026 - Unconventional Machining ProcessesDocument77 pagesMe2026 - Unconventional Machining ProcessesRashida BegumNo ratings yet
- Non Traditional MachiningDocument57 pagesNon Traditional MachiningHARSH MALVIYANo ratings yet
- Abrasive Jet Machining (Ajm) : Dept. of ME, ACEDocument8 pagesAbrasive Jet Machining (Ajm) : Dept. of ME, ACEJabir 08No ratings yet
- Abrasive Jet Machining (AJM) : Dr. Venkaiah NDocument24 pagesAbrasive Jet Machining (AJM) : Dr. Venkaiah NAkshay ManiyarNo ratings yet
- Abrasive Jet Machining (AJM) : Material RemovalDocument23 pagesAbrasive Jet Machining (AJM) : Material RemovalHemanth Rama Krishna YernagulaNo ratings yet
- Abrasive Jet Machining (AJM) : Unit 3Document54 pagesAbrasive Jet Machining (AJM) : Unit 3Satish SatiNo ratings yet
- Abrasive Jet Machining (AJM)Document31 pagesAbrasive Jet Machining (AJM)Abhishek KumarNo ratings yet
- AjmDocument22 pagesAjmsuneel kumar rathoreNo ratings yet
- USM IntroductionDocument28 pagesUSM IntroductionPuqing JiangNo ratings yet
- Abrasive Jet MachiningDocument8 pagesAbrasive Jet MachiningRanjith KaruturiNo ratings yet
- Persentasi B.inggris 2Document17 pagesPersentasi B.inggris 2Mustakim AnsoriNo ratings yet
- Module-3: Advanced Material Removal Processes: Lecture No-3Document3 pagesModule-3: Advanced Material Removal Processes: Lecture No-3Abhishek TuliNo ratings yet
- Advanced Manufacturing EngineeringDocument35 pagesAdvanced Manufacturing EngineeringKrishnanunni SNo ratings yet
- Abrasive Jet MachiningDocument29 pagesAbrasive Jet MachiningSRIKANTH PATELNo ratings yet
- Nontraditonal MacDocument74 pagesNontraditonal MacChintan ChaudhariNo ratings yet
- A Report On: Abrasive Jet Machining: BY:-Akshay Gupta 10BME0345 G1 SlotDocument11 pagesA Report On: Abrasive Jet Machining: BY:-Akshay Gupta 10BME0345 G1 SlotAkshay GuptaNo ratings yet
- Abrasive Jet MachiningDocument20 pagesAbrasive Jet MachiningAman C GoudNo ratings yet
- Design and F Abrication of Working Model of Abrasive Jet Mac HineDocument20 pagesDesign and F Abrication of Working Model of Abrasive Jet Mac HineAnuj TripathiNo ratings yet
- 1 - AJM Process PDFDocument11 pages1 - AJM Process PDFRaj VeerNo ratings yet
- Abrasive Jet Machine - AbstractDocument6 pagesAbrasive Jet Machine - AbstractManju KbNo ratings yet
- UcmpDocument44 pagesUcmpParanthaman RamanNo ratings yet
- UCMP II UnitDocument59 pagesUCMP II Unit18R21A0310 BIYYALA SHESHAGIRINo ratings yet
- I Hereby Declare That The Project Entitled "DESIGN AND FABRICATION OF WORKINGDocument29 pagesI Hereby Declare That The Project Entitled "DESIGN AND FABRICATION OF WORKINGGadadhar DeyNo ratings yet
- BM 1 - English - Presentation - Group 3 - AJM - PresentDocument11 pagesBM 1 - English - Presentation - Group 3 - AJM - PresenttaufiqwahyuNo ratings yet
- Chapter2 - AJMDocument13 pagesChapter2 - AJMKurniawan ChaniagoNo ratings yet
- P.V.K.K Institute of Technology, AnantapurDocument13 pagesP.V.K.K Institute of Technology, AnantapurNaveen Kumar AgisamNo ratings yet
- Abrasive 1Document16 pagesAbrasive 1Kunal KumarNo ratings yet
- Abrasive Water Jet Machining (Awjm)Document4 pagesAbrasive Water Jet Machining (Awjm)Tanu RdNo ratings yet
- Introduction To Non-Traditional - 57 - FDocument57 pagesIntroduction To Non-Traditional - 57 - FramadanNo ratings yet
- Abrasive Jet Machining (AJM), Water Jet Machining (WJM), Abrasive Water Jet Machining (AWJM)Document24 pagesAbrasive Jet Machining (AJM), Water Jet Machining (WJM), Abrasive Water Jet Machining (AWJM)Shubham BorseNo ratings yet
- CH-5, Advanced (Nano-Traditional) Machining ProcessDocument22 pagesCH-5, Advanced (Nano-Traditional) Machining ProcessAbreham DerejeNo ratings yet
- AJMDocument20 pagesAJMAkshay MuleNo ratings yet
- Abrasive Jet MachiningDocument11 pagesAbrasive Jet Machiningsoban singh negiNo ratings yet
- Selvam College of Technology, Namakkal - 03 PH: 9942099122: Unit - 1 1Document22 pagesSelvam College of Technology, Namakkal - 03 PH: 9942099122: Unit - 1 1Saravanan Mathi0% (1)
- (PC Me 701)Document43 pages(PC Me 701)Suvodip MaityNo ratings yet
- Seminar On Non Conventional MachiningDocument34 pagesSeminar On Non Conventional MachiningMohit Gulati60% (5)
- Chapter 1 - 012010Document93 pagesChapter 1 - 012010muhamadsaidiNo ratings yet
- 4a AjmDocument13 pages4a AjmHARSHVARDHAN SINGH RATHORENo ratings yet
- Non-Traditional Machining Processes: A) Primary Manufacturing Processes: B) Secondary Manufacturing ProcessesDocument36 pagesNon-Traditional Machining Processes: A) Primary Manufacturing Processes: B) Secondary Manufacturing ProcessesGbm RajNo ratings yet
- Abrasive Flow Machining: Process Principle, Parameters and CapabilitiesDocument19 pagesAbrasive Flow Machining: Process Principle, Parameters and CapabilitiesAnuj ThakkarNo ratings yet
- Abrasive Flow Machining (AFM)Document21 pagesAbrasive Flow Machining (AFM)Abhishek KumarNo ratings yet
- AFMpptDocument9 pagesAFMpptbt21107002 Khushi YadavNo ratings yet
- Ucmp Unit Iv Part ADocument6 pagesUcmp Unit Iv Part Arx135rakeshNo ratings yet
- Unit 1 - AMTDocument38 pagesUnit 1 - AMTLavishNo ratings yet
- Madanapalle Institue of Technology & Science Madanapalle: A Study On Abrasive Jet MachiningDocument20 pagesMadanapalle Institue of Technology & Science Madanapalle: A Study On Abrasive Jet MachiningYashwanth ReddyNo ratings yet
- Harsh Me 3Document13 pagesHarsh Me 3Gajjar HarshNo ratings yet
- Inplant TrainingDocument19 pagesInplant TrainingArun KumarNo ratings yet
- Nalanda College of Engineering: Non-Conventional MachiningDocument28 pagesNalanda College of Engineering: Non-Conventional Machiningraj aryanNo ratings yet
- GGGGDocument6 pagesGGGGhimanshuchaudhary5No ratings yet
- Ch.4 Torsion_NOTESDocument9 pagesCh.4 Torsion_NOTESDpt HtegnNo ratings yet
- IJERT Design of Lateral Acceleration ConDocument11 pagesIJERT Design of Lateral Acceleration ConDpt HtegnNo ratings yet
- Shear in BeamsDocument58 pagesShear in BeamsDpt HtegnNo ratings yet
- Chap 03_ Additional ProblemsDocument2 pagesChap 03_ Additional ProblemsDpt HtegnNo ratings yet
- Ada 592550Document52 pagesAda 592550Dpt HtegnNo ratings yet
- Missile Interceptor Guidance and ControlDocument6 pagesMissile Interceptor Guidance and ControlDpt HtegnNo ratings yet
- Frequency Effects On Dynamic Stability Derivatives Obtained From Small-Amplitude Oscillatory TestingDocument8 pagesFrequency Effects On Dynamic Stability Derivatives Obtained From Small-Amplitude Oscillatory TestingDpt HtegnNo ratings yet
- L20Document10 pagesL20Dpt HtegnNo ratings yet
- Optimal Approach Autopilot TopologiesDocument30 pagesOptimal Approach Autopilot TopologiesDpt HtegnNo ratings yet
- ICCA2010-SDRE FinalDocument5 pagesICCA2010-SDRE FinalDpt HtegnNo ratings yet
- Target Hit Interceptor Mid Course GuidanDocument6 pagesTarget Hit Interceptor Mid Course GuidanDpt HtegnNo ratings yet
- Ship Borne RFTracking SystemDocument11 pagesShip Borne RFTracking SystemDpt HtegnNo ratings yet
- IRJET Modeling and Analysis of Inter Cop-68914792Document5 pagesIRJET Modeling and Analysis of Inter Cop-68914792Dpt HtegnNo ratings yet
- Sensitivity Analysis and Flight Tests ReDocument40 pagesSensitivity Analysis and Flight Tests ReDpt HtegnNo ratings yet
- GNC All NPTELDocument140 pagesGNC All NPTELDpt HtegnNo ratings yet
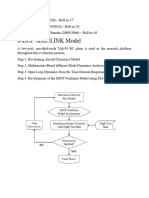
- Simulink Missile Control SystemDocument6 pagesSimulink Missile Control SystemDpt HtegnNo ratings yet
- Three Plane Approach For 3D True Proportional NavigationDocument26 pagesThree Plane Approach For 3D True Proportional NavigationDpt HtegnNo ratings yet
- Navigation SYSDocument25 pagesNavigation SYSDpt HtegnNo ratings yet
- A Study of The Internal Aerodynamics of The Concorde Inlet: John W. SlaterDocument17 pagesA Study of The Internal Aerodynamics of The Concorde Inlet: John W. SlaterDpt HtegnNo ratings yet
- Display HMDDocument55 pagesDisplay HMDDpt HtegnNo ratings yet
- L21-L24 - DepreciationDocument21 pagesL21-L24 - DepreciationDpt HtegnNo ratings yet
- L25-28 Costs - and - Breakeven - SlidesDocument20 pagesL25-28 Costs - and - Breakeven - SlidesDpt HtegnNo ratings yet
- DSP Ece2255 Jul2022 MakeupDocument2 pagesDSP Ece2255 Jul2022 MakeupDpt HtegnNo ratings yet
- Operational and Technological DirectionsDocument18 pagesOperational and Technological DirectionsDpt HtegnNo ratings yet
- DSP Ece2255 Jul2022 RegularDocument2 pagesDSP Ece2255 Jul2022 RegularDpt HtegnNo ratings yet
- 6DOF - ANN - Roll No 17,20,36Document8 pages6DOF - ANN - Roll No 17,20,36Dpt HtegnNo ratings yet
- Chebyshev Filter0001Document10 pagesChebyshev Filter0001Dpt HtegnNo ratings yet
- Efficient Computation of The DFT: Fast Fourier Transform AlgorithmsDocument40 pagesEfficient Computation of The DFT: Fast Fourier Transform AlgorithmsDpt HtegnNo ratings yet
- Lti ConvolutionDocument3 pagesLti ConvolutionDpt HtegnNo ratings yet
- Load Cell Instruction Manual - 1Document13 pagesLoad Cell Instruction Manual - 1Dpt HtegnNo ratings yet
- Conceptual FrameworkDocument4 pagesConceptual FrameworkEustass KiddNo ratings yet
- FracShield Composite Frac PlugDocument3 pagesFracShield Composite Frac PlugJOGENDRA SINGHNo ratings yet
- In Search of Colonial El Ni No Events and A Brief History of Meteorology in EcuadorDocument7 pagesIn Search of Colonial El Ni No Events and A Brief History of Meteorology in EcuadorDanielNo ratings yet
- Uji Chi SquareDocument5 pagesUji Chi Squareeldiya yuliSNo ratings yet
- Bullz Audio Catalog 2013Document20 pagesBullz Audio Catalog 2013Jhonne TJ (TJ)No ratings yet
- Mapeh GR9 First Quarter ReviewerDocument8 pagesMapeh GR9 First Quarter ReviewerRalph Emerson SantillanNo ratings yet
- Money Exchange: Materials/Equipment You Would NeedDocument7 pagesMoney Exchange: Materials/Equipment You Would NeedEsther Joy PerezNo ratings yet
- Manual C28 Plus enDocument28 pagesManual C28 Plus enSveto SlNo ratings yet
- The Design of An Annular Combustion Chamber: October 2017Document11 pagesThe Design of An Annular Combustion Chamber: October 2017ko koNo ratings yet
- OrganoLithium ReagentDocument6 pagesOrganoLithium ReagentizaowsikNo ratings yet
- Western Mindanao State University College of Engineering-College Student Council Acknowledgement Form and Waiver of Fees For 1 SemesterDocument4 pagesWestern Mindanao State University College of Engineering-College Student Council Acknowledgement Form and Waiver of Fees For 1 SemesterMaria Julia DenustaNo ratings yet
- Sir Syed University of Engineering & Technology.: OGDCL Internship Report 2021Document16 pagesSir Syed University of Engineering & Technology.: OGDCL Internship Report 2021Aisha KhanNo ratings yet
- Experimental and Numerical Modeling of Cavitation ErosionDocument11 pagesExperimental and Numerical Modeling of Cavitation ErosionКонстантин ФинниковNo ratings yet
- Tut Sheet7Document2 pagesTut Sheet7Ekta SharmaNo ratings yet
- Unit Iv Secondary and Auxilary Motions 12Document3 pagesUnit Iv Secondary and Auxilary Motions 129043785763No ratings yet
- ScheduleDocument2 pagesScheduleJen NevalgaNo ratings yet
- Laurel Doll Amigurumi Free PatternDocument21 pagesLaurel Doll Amigurumi Free PatternHuyền TrangNo ratings yet
- Form Service A40gDocument1 pageForm Service A40gBrando ImanuelNo ratings yet
- MT2OL-Ia6 2 1Document136 pagesMT2OL-Ia6 2 1QUILIOPE, JUSTINE JAY S.No ratings yet
- Testbank: Applying Ifrs Standards 4eDocument11 pagesTestbank: Applying Ifrs Standards 4eSyed Bilal AliNo ratings yet
- Case 4.2 Comptronic CorporationDocument2 pagesCase 4.2 Comptronic CorporationThao NguyenNo ratings yet
- (00 Cari) - Iso - 8466 1 1990Document5 pages(00 Cari) - Iso - 8466 1 1990faridsidikNo ratings yet
- Final PDF - To Be Hard BindDocument59 pagesFinal PDF - To Be Hard BindShobhit GuptaNo ratings yet
- Moxa PT g7728 Series Manual v1.4Document128 pagesMoxa PT g7728 Series Manual v1.4Walter Oluoch OtienoNo ratings yet
- 04-46 Analysis of Gold-Copper Braze Joint in Glidcop For UHV Components at The APS W.Toter S.SharmaDocument10 pages04-46 Analysis of Gold-Copper Braze Joint in Glidcop For UHV Components at The APS W.Toter S.SharmaKai XuNo ratings yet
- Asset Accounting (J62) - Process DiagramsDocument8 pagesAsset Accounting (J62) - Process DiagramsMohammed Nawaz ShariffNo ratings yet
- Communication CaseDocument3 pagesCommunication CasemirzaNo ratings yet