Download as pdf or txt
You might also like
- CT Excel Skills Test v2.0Document4 pagesCT Excel Skills Test v2.0Bilee Sabino100% (2)
- Structural Steel ContractDocument3 pagesStructural Steel ContractRini ButarbutarNo ratings yet
- Method Statement Installation of Duct BankDocument63 pagesMethod Statement Installation of Duct BankGerry Dwi Putra100% (2)
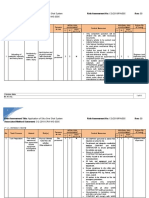
- Risk Assessment For Polyurea Waterproofing WorksDocument11 pagesRisk Assessment For Polyurea Waterproofing WorksJamsheed Ap Kadangod100% (1)
- Case Study of ToyotaDocument20 pagesCase Study of ToyotaMansoor ZainNo ratings yet
- Introduction To CAD/CAMDocument81 pagesIntroduction To CAD/CAMTafesse100% (6)
- CAD/CAMDocument18 pagesCAD/CAMDavid Rodriguez100% (1)
- ISO-27001-Checklist & Gap AnalysisDocument32 pagesISO-27001-Checklist & Gap AnalysisAlpesh Patel25% (4)
- A ReportDocument8 pagesA ReportTyNo ratings yet
- Cad Cam Technology 8725 OKSxhtPDocument17 pagesCad Cam Technology 8725 OKSxhtPshivu bnNo ratings yet
- Cad Cam Technology 8725 RM4QglzDocument17 pagesCad Cam Technology 8725 RM4QglzMahadev BhumijNo ratings yet
- Study of Computer Aided Design and Mechanical Design by Computer SoftwareDocument6 pagesStudy of Computer Aided Design and Mechanical Design by Computer SoftwareAmba Lrcfools InfosNo ratings yet
- Reverse Engineering and CAE: Masashi ENDODocument6 pagesReverse Engineering and CAE: Masashi ENDORomdhane Ben KhalifaNo ratings yet
- Prodcut CCDocument11 pagesProdcut CCKrishna KumarNo ratings yet
- DO Seminar ReportDocument18 pagesDO Seminar ReportMithun N Gowda ME-MD-2019-21No ratings yet
- Universiti Kuala Lumpur Malaysian Institute of Marine Engineering Technology (Unikl Mimet)Document14 pagesUniversiti Kuala Lumpur Malaysian Institute of Marine Engineering Technology (Unikl Mimet)Haiqal MarizanNo ratings yet
- Computer Aided Design and Manufacturing (Final Submission)Document37 pagesComputer Aided Design and Manufacturing (Final Submission)Momoh OsazeleNo ratings yet
- Cad CamDocument21 pagesCad CamGGR100% (1)
- Major Applications of Computer in Engineering: by Muhammad Bilal Butt Roll Number 07B07-EEDocument7 pagesMajor Applications of Computer in Engineering: by Muhammad Bilal Butt Roll Number 07B07-EEapi-3810648No ratings yet
- Additive Manufacturing - Lecture Notes and Scheme For EME PDFDocument10 pagesAdditive Manufacturing - Lecture Notes and Scheme For EME PDFjohnnyNo ratings yet
- ME1355-CAD / CAM Laboratory: Lab ManualDocument42 pagesME1355-CAD / CAM Laboratory: Lab ManualVeeria Chandran S100% (1)
- CAD CAM PPT by KhileshDocument21 pagesCAD CAM PPT by KhileshKhîlešh DamaheNo ratings yet
- 1 s2.0 S2214785322059521 MainDocument9 pages1 s2.0 S2214785322059521 MainfelipeNo ratings yet
- Improvement of Computer-Aided Manufacturing (CAM) Software For Laser MachiningDocument13 pagesImprovement of Computer-Aided Manufacturing (CAM) Software For Laser MachiningRafif NugrahaNo ratings yet
- United Cadd Solution: Iso 9001: 2015 Certified CompanyDocument26 pagesUnited Cadd Solution: Iso 9001: 2015 Certified CompanySURESHNo ratings yet
- Chapter 1Document7 pagesChapter 1Filiz ÖztürkNo ratings yet
- CAM FinalDocument5 pagesCAM FinalYatish TagraNo ratings yet
- Cse Cad Cam ReportDocument18 pagesCse Cad Cam Reportaur08nt557No ratings yet
- Industry Uses of CADD: Student Learning ObjectivesDocument11 pagesIndustry Uses of CADD: Student Learning ObjectivesMphilipTNo ratings yet
- 3D Cad - An Emergent Tool For Concept DesignDocument4 pages3D Cad - An Emergent Tool For Concept DesignAdvanced Research PublicationsNo ratings yet
- Introduction To CADDocument3 pagesIntroduction To CADMaaruf Khan PathanNo ratings yet
- Cad - Cam - Eto - MRP2Document13 pagesCad - Cam - Eto - MRP2dixittankNo ratings yet
- Implementation of CAD/CAM System CATIA V5 in Simulation of CNC Machining ProcessDocument8 pagesImplementation of CAD/CAM System CATIA V5 in Simulation of CNC Machining ProcessRay SaNo ratings yet
- Me704 Cim (Cad)Document25 pagesMe704 Cim (Cad)ASHU KNo ratings yet
- Autocad Training ReportDocument43 pagesAutocad Training Reportranjeet singhNo ratings yet
- WWW - Oeclib.in: Seminar On Cad/CamDocument21 pagesWWW - Oeclib.in: Seminar On Cad/Camgurupreet singhNo ratings yet
- The Application of Pro Engineer in CADCAMDocument9 pagesThe Application of Pro Engineer in CADCAMHafiezul HassanNo ratings yet
- Practical No. 01: Objective: - Study The Basics of CAD/CAMDocument4 pagesPractical No. 01: Objective: - Study The Basics of CAD/CAMapi-26046805No ratings yet
- Seminar On Cad/CamDocument21 pagesSeminar On Cad/Camaur08nt557No ratings yet
- Automatic Automatic Generating CNC-Code For Milling MachineGenerating CNC Code For Milling MachineDocument7 pagesAutomatic Automatic Generating CNC-Code For Milling MachineGenerating CNC Code For Milling MachineVikas Singh SisodiaNo ratings yet
- Computer-Integrated Manufacturing (CIM) Is TheDocument24 pagesComputer-Integrated Manufacturing (CIM) Is TheBhupinder Singh MakanNo ratings yet
- Sub-Module 1.1 - Introduction of Computer GraphicsDocument18 pagesSub-Module 1.1 - Introduction of Computer GraphicsNeeraj GuptaNo ratings yet
- O M P U T e R I D e D e S I G NDocument27 pagesO M P U T e R I D e D e S I G NErAmolDhakaneNo ratings yet
- Simulation Lab Manual-2Document48 pagesSimulation Lab Manual-2Satti NagendrareddyNo ratings yet
- Ed5161 - Cad - Record (1) - 2 PDFDocument35 pagesEd5161 - Cad - Record (1) - 2 PDFNaveenprakash100% (1)
- Cad CFD Lab Manual PDFDocument77 pagesCad CFD Lab Manual PDFsumanthNo ratings yet
- Experiment No. 1: AIM: To Study About CAD, CAM and CAE Software and Its AdvantagesDocument8 pagesExperiment No. 1: AIM: To Study About CAD, CAM and CAE Software and Its AdvantagessuryavigneNo ratings yet
- CADCAM MinDocument91 pagesCADCAM MinBandi KumarreddyNo ratings yet
- CNC Lab Manual 2023 Med 3102Document66 pagesCNC Lab Manual 2023 Med 3102G. RajeshNo ratings yet
- Cad 20S3 2023 72-83Document13 pagesCad 20S3 2023 72-83vipinNo ratings yet
- Assignment MachiningDocument4 pagesAssignment MachiningAhmad HazimNo ratings yet
- CNC Programming Systems PDFDocument22 pagesCNC Programming Systems PDFSurendra SainiNo ratings yet
- Ch-1 Intro of CADDocument31 pagesCh-1 Intro of CADHaider AliNo ratings yet
- CAE Lab ManualDocument29 pagesCAE Lab Manualyogendra dwivediNo ratings yet
- The Role of Computer Aided Design (CAD) in The Manufacturing and Digital Control (CAM)Document16 pagesThe Role of Computer Aided Design (CAD) in The Manufacturing and Digital Control (CAM)Paddy Nji KilyNo ratings yet
- Additive Manufacturing: Presented by Nazma AmrinDocument23 pagesAdditive Manufacturing: Presented by Nazma AmrinSai SrinivasNo ratings yet
- Cad/Cam Design Process, Work Stations &fundamentals: BY Asst - Professor ABHILASH KKDocument20 pagesCad/Cam Design Process, Work Stations &fundamentals: BY Asst - Professor ABHILASH KKMuzammil MuhammedNo ratings yet
- CAD/CAM Means Computer-Aided Design and Computer-Aided Manufacturing. It Is The TechnologyDocument10 pagesCAD/CAM Means Computer-Aided Design and Computer-Aided Manufacturing. It Is The TechnologyRavi SekharNo ratings yet
- Report Cad Cam.Document12 pagesReport Cad Cam.Wan Azlizan Zakaria33% (3)
- Computer Aided System Tools and Their CategoriesDocument6 pagesComputer Aided System Tools and Their CategoriesNorish SmithNo ratings yet
- The Future of CAD CAMDocument8 pagesThe Future of CAD CAMThanos100% (10)
- 1g Handbook Die Design 2nd EditionDocument9 pages1g Handbook Die Design 2nd EditionRaghu VenkatNo ratings yet
- Design For Manufacture: CAD CAM CAE Transportability CIM Need of CIMDocument50 pagesDesign For Manufacture: CAD CAM CAE Transportability CIM Need of CIMHmwDyNo ratings yet
- Geometric Modeling: Exploring Geometric Modeling in Computer VisionFrom EverandGeometric Modeling: Exploring Geometric Modeling in Computer VisionNo ratings yet
- Unit IV PLC ProgrammingDocument61 pagesUnit IV PLC ProgrammingHOD MechanicalNo ratings yet
- Team Maverick AchievementsDocument1 pageTeam Maverick AchievementsHOD MechanicalNo ratings yet
- Auer, Product Development Integration Techniques and System Based On CAx and Knowledge ManagementDocument5 pagesAuer, Product Development Integration Techniques and System Based On CAx and Knowledge ManagementHOD MechanicalNo ratings yet
- Review Article: Microelectrical Discharge Machining: A Suitable Process For Machining CeramicsDocument10 pagesReview Article: Microelectrical Discharge Machining: A Suitable Process For Machining CeramicsHOD MechanicalNo ratings yet
- Workshop 11-20-19 Slides 4Document19 pagesWorkshop 11-20-19 Slides 4HOD MechanicalNo ratings yet
- Cim 1Document2 pagesCim 1HOD MechanicalNo ratings yet
- Product Information Exchange Practices and StandarDocument22 pagesProduct Information Exchange Practices and StandarHOD MechanicalNo ratings yet
- PVG's COET - ISTEDocument9 pagesPVG's COET - ISTEHOD MechanicalNo ratings yet
- 2 Computer Integrated Manufacturing (Compatibility Mode)Document32 pages2 Computer Integrated Manufacturing (Compatibility Mode)HOD MechanicalNo ratings yet
- Electro-Chemical Machining: Madhva Raj R, Sunil Adiga B K, Prateek P, DR T S NanjundeswaraswamyDocument8 pagesElectro-Chemical Machining: Madhva Raj R, Sunil Adiga B K, Prateek P, DR T S NanjundeswaraswamyHOD MechanicalNo ratings yet
- Electrochemical Machining of Metals: Fundamentals of Electrochemical ShapingDocument37 pagesElectrochemical Machining of Metals: Fundamentals of Electrochemical ShapingHOD MechanicalNo ratings yet
- Ansys FDP PVG BrochureDocument2 pagesAnsys FDP PVG BrochureHOD MechanicalNo ratings yet
- Electrochemical Grinding of Ceramic Form Tooling: Materials Processing TechnologyDocument6 pagesElectrochemical Grinding of Ceramic Form Tooling: Materials Processing TechnologyHOD MechanicalNo ratings yet
- Electrostream Drilling PDFDocument2 pagesElectrostream Drilling PDFHOD MechanicalNo ratings yet
- Perkins 1103a-33tg1 45kva PDFDocument2 pagesPerkins 1103a-33tg1 45kva PDFYosi Darmawansyah0% (1)
- Hays Salary Guide 2011Document36 pagesHays Salary Guide 2011Jayzaa_Jay_8120No ratings yet
- IS 11590 (1995) - Guidelines For Working Out Unit Rate Cost of The Construction Equipment Used For River Valley ProjectsDocument13 pagesIS 11590 (1995) - Guidelines For Working Out Unit Rate Cost of The Construction Equipment Used For River Valley ProjectsDEEPAKNo ratings yet
- Turner T40-TrigDocument3 pagesTurner T40-TrigjsgolightlyNo ratings yet
- Workflow Basic Config and ConceptsDocument87 pagesWorkflow Basic Config and ConceptsJaiNo ratings yet
- Perkins 800d Series Industrial Engines Operation and Maintenance ManualDocument7 pagesPerkins 800d Series Industrial Engines Operation and Maintenance Manualrichard100% (52)
- Honda BikeDocument43 pagesHonda Bikehariom sharmaNo ratings yet
- 2.2 Key Points To Address During FEL: Contingency Progression Per Project Phase ConclusionDocument4 pages2.2 Key Points To Address During FEL: Contingency Progression Per Project Phase ConclusionlsatchithananthanNo ratings yet
- Martini Absorb Installation Guide - 0421Document3 pagesMartini Absorb Installation Guide - 0421lac ngoNo ratings yet
- SUNISO - Cross Reference TableDocument2 pagesSUNISO - Cross Reference TableMassimiliano Vola100% (2)
- Chapter 4 Process SelectionDocument18 pagesChapter 4 Process Selectionmohammed mohammedNo ratings yet
- Crane Hoist Safety ProgramDocument11 pagesCrane Hoist Safety ProgramAssawin AnonuNo ratings yet
- DHV 6a Catalogue-FinalDocument16 pagesDHV 6a Catalogue-FinalJohn UrdanetaNo ratings yet
- Advanced Product Quality PlanningDocument2 pagesAdvanced Product Quality PlanningSanjay BaidNo ratings yet
- Culture and CongruenceDocument28 pagesCulture and Congruencedanimedanime100% (1)
- SurePos 500 Service GuideDocument258 pagesSurePos 500 Service GuideJavier Flores LaraNo ratings yet
- BELGICAST FontaneriaDocument172 pagesBELGICAST FontaneriaJorge ParedesNo ratings yet
- U. P. P. W. D.: 1615X2100 Toilet 1615X2100 ToiletDocument1 pageU. P. P. W. D.: 1615X2100 Toilet 1615X2100 ToiletA8304008005No ratings yet
- IGCSE Business Edxcel NotesDocument18 pagesIGCSE Business Edxcel NotesYasmin YehiaNo ratings yet
- Chapter 4Document24 pagesChapter 4afewerkNo ratings yet
- Turbine Meter Reference MaterialDocument8 pagesTurbine Meter Reference MaterialjsmargateNo ratings yet
- Osource FAO ProfileDocument9 pagesOsource FAO Profilesatya123b8101No ratings yet
- Resume Web Developer and Web Design of About 6 Month ExperienceDocument3 pagesResume Web Developer and Web Design of About 6 Month ExperienceAshish Tripathi100% (1)