Download as doc, pdf, or txt
You might also like
- Contractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerFrom EverandContractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerRating: 5 out of 5 stars5/5 (1)
- Awwa C200 PDFDocument6 pagesAwwa C200 PDFangel darioNo ratings yet
- 23 05 29 - HVAC Hangers and SupportsDocument9 pages23 05 29 - HVAC Hangers and SupportsperezismaelNo ratings yet
- Ontario Water Main StandardsDocument15 pagesOntario Water Main Standardsrhunter2010No ratings yet
- All-in-One Manual of Industrial Piping Practice and MaintenanceFrom EverandAll-in-One Manual of Industrial Piping Practice and MaintenanceRating: 5 out of 5 stars5/5 (1)
- California Climate Zones 01-16Document68 pagesCalifornia Climate Zones 01-16Gusmao77No ratings yet
- 1/27/2019 /conversion/tmp/scratch/407716113Document10 pages1/27/2019 /conversion/tmp/scratch/407716113Maki DizonNo ratings yet
- 11/20/2018 /conversion/tmp/scratch/402494814Document13 pages11/20/2018 /conversion/tmp/scratch/402494814Anonymous NR3qZ30No ratings yet
- 12/1/2021 /conversion/tmp/activity - Task - Scratch/561025520Document10 pages12/1/2021 /conversion/tmp/activity - Task - Scratch/561025520htanhNo ratings yet
- Pipe and Pipe FittingsDocument21 pagesPipe and Pipe FittingsAdamNo ratings yet
- 15510Document13 pages15510mahaboobptmNo ratings yet
- 15-1-6 - Chilled Water Piping SystemDocument10 pages15-1-6 - Chilled Water Piping Systemfarshan296015No ratings yet
- Piping Systems and AccessoriesDocument16 pagesPiping Systems and AccessoriesYoussef100% (1)
- 15510Document13 pages15510uddinnadeemNo ratings yet
- SF - Domestic Water PipingDocument16 pagesSF - Domestic Water PipingJahat AtencioNo ratings yet
- STD 15257Document8 pagesSTD 15257TrefastoreNo ratings yet
- Fire Supperssion StandpipesDocument15 pagesFire Supperssion StandpipesMohammad Sadik0% (1)
- Part 1 - General: SECTION 21 13 13 Wet-Pipe Sprinkler SystemsDocument16 pagesPart 1 - General: SECTION 21 13 13 Wet-Pipe Sprinkler SystemsNelson VargasNo ratings yet
- Section 221116 - Domestic Water Piping-PexDocument16 pagesSection 221116 - Domestic Water Piping-PexChase GietterNo ratings yet
- Mep Spec8Document13 pagesMep Spec8fatREVITNo ratings yet
- Section 02420 - Fabricated Steel Pipe and Specials Part 1 - GeneralDocument8 pagesSection 02420 - Fabricated Steel Pipe and Specials Part 1 - GeneralpdiconpNo ratings yet
- Fire Protection SpecificationDocument34 pagesFire Protection Specification22-09441No ratings yet
- Section 21 05 00Document6 pagesSection 21 05 00Ismail MohammadNo ratings yet
- Ductile Iron Pipe For Sewers 012221Document9 pagesDuctile Iron Pipe For Sewers 012221สุภรัตน์ จันทร์คุณาภาสNo ratings yet
- Steam & Condensate Piping PDFDocument7 pagesSteam & Condensate Piping PDF황철No ratings yet
- Steam and Steam Condensate PDocument14 pagesSteam and Steam Condensate PDanny BoysieNo ratings yet
- Division 22 - Plumbing Section 22 11 16 - Domestic Water PipingDocument9 pagesDivision 22 - Plumbing Section 22 11 16 - Domestic Water PipingAlexander MasongsongNo ratings yet
- Project Standard Specification: Hydronic Piping 15181 - Page 1/12Document12 pagesProject Standard Specification: Hydronic Piping 15181 - Page 1/12adel rihanaNo ratings yet
- Fuel Handling SystemDocument4 pagesFuel Handling SystemRoel FranciscoNo ratings yet
- Csi 2018 Mechanical Division 15Document303 pagesCsi 2018 Mechanical Division 15Taner Demirezen100% (1)
- Domestic Water SystemsDocument20 pagesDomestic Water Systemsabdullah sahibNo ratings yet
- Cement-Mortar Lined & Coated Steel Pipe - 2Document6 pagesCement-Mortar Lined & Coated Steel Pipe - 2dwi sutiknoNo ratings yet
- Domestic and Industrial Water Piping Guide DesignDocument7 pagesDomestic and Industrial Water Piping Guide DesignEddito CachoNo ratings yet
- Specification For Support and HangerDocument6 pagesSpecification For Support and Hangerdee1985No ratings yet
- Plumbing SectionDocument16 pagesPlumbing SectionJanNo ratings yet
- Underground Chilled Water System August 132014Document12 pagesUnderground Chilled Water System August 132014umair186No ratings yet
- Project Standard Specification: Pipe Expansion Fittings and Loops 15121 - Page 1/5Document5 pagesProject Standard Specification: Pipe Expansion Fittings and Loops 15121 - Page 1/5adel rihanaNo ratings yet
- SECTION 26 05 33 Raceway and Boxes For Electrical SystemsDocument13 pagesSECTION 26 05 33 Raceway and Boxes For Electrical SystemsDon Roseller Dumaya100% (1)
- Hvac PipingDocument6 pagesHvac PipingSkylarNo ratings yet
- Fire Protection ServicesDocument10 pagesFire Protection ServicesHeyaStanNo ratings yet
- STD 15080Document4 pagesSTD 15080dineshinnaci123No ratings yet
- Water Agencies' StandardsDocument16 pagesWater Agencies' StandardsYakdhan YaseenNo ratings yet
- The Royal Atlantis WSP Usa IBI Project No 38188 IFC - 22 March 2017Document7 pagesThe Royal Atlantis WSP Usa IBI Project No 38188 IFC - 22 March 2017MY PCNo ratings yet
- Division 33 - UtilitiesDocument18 pagesDivision 33 - UtilitiesMisba UddinNo ratings yet
- Cement-Mortar Lined & Coated Steel PipeDocument5 pagesCement-Mortar Lined & Coated Steel Pipenay denNo ratings yet
- SF - Piped Utilities - Basic Materials and MethodsDocument11 pagesSF - Piped Utilities - Basic Materials and MethodsMuwafaq_mibNo ratings yet
- HVAC Ducts and CasingsDocument10 pagesHVAC Ducts and CasingsmanikantanNo ratings yet
- Steel Water Pipe Specs 06Document7 pagesSteel Water Pipe Specs 06Astri NgentNo ratings yet
- Hvac-05 Air CoilsDocument3 pagesHvac-05 Air CoilsCosphiiiNo ratings yet
- Super DuplexDocument6 pagesSuper DuplexMaqsood Ibn Shaikhul ArfeenNo ratings yet
- Sanitary Waste and Vent Piping 15150Document15 pagesSanitary Waste and Vent Piping 15150Munir RasheedNo ratings yet
- Section 21 11 00Document10 pagesSection 21 11 00Ismail MohammadNo ratings yet
- Revised 4/2008Document10 pagesRevised 4/2008Richabson OsmanNo ratings yet
- Section 15505 - Fire Protection System (Basic Materials and Methods)Document10 pagesSection 15505 - Fire Protection System (Basic Materials and Methods)Kurt Darryl SabelloNo ratings yet
- MechanicalDocument173 pagesMechanicalapi-38592580% (1)
- Hanger & Support - SpecificationDocument6 pagesHanger & Support - SpecificationParwez KhanNo ratings yet
- Groveland, FL STD Section 5 - REVISED Fittings, Valves & Appurtenances, DTD 5-02-06 - 201810021122517606Document12 pagesGroveland, FL STD Section 5 - REVISED Fittings, Valves & Appurtenances, DTD 5-02-06 - 201810021122517606Jose A. MartiNo ratings yet
- TET-SS-5003 Carbon Steel Pipes and Fittings v1 2 PDFDocument8 pagesTET-SS-5003 Carbon Steel Pipes and Fittings v1 2 PDFrod allinasNo ratings yet
- Expansion Compensation For PlumbingDocument6 pagesExpansion Compensation For Plumbingabdullah sahibNo ratings yet
- WSP CML X Tape W CMO Guide SpecificationDocument13 pagesWSP CML X Tape W CMO Guide SpecificationskzubsNo ratings yet
- Fire Rating of Construction MaterialDocument2 pagesFire Rating of Construction MaterialAshar HassanNo ratings yet
- Sprinkler ObstructionsDocument10 pagesSprinkler ObstructionsAshar HassanNo ratings yet
- UPVC PipesDocument4 pagesUPVC PipesAshar HassanNo ratings yet
- VRF SpecsDocument6 pagesVRF SpecsAshar HassanNo ratings yet
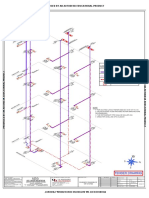
- Description S.NO.: Produced by An Autodesk Educational ProductDocument1 pageDescription S.NO.: Produced by An Autodesk Educational ProductAshar HassanNo ratings yet
- Top PageDocument1 pageTop PageAshar HassanNo ratings yet
- List of DrawingDocument1 pageList of DrawingAshar HassanNo ratings yet
- Section-Aa: PharmacyDocument1 pageSection-Aa: PharmacyAshar HassanNo ratings yet
- Produced by An Autodesk Educational Product: Tender DrawingDocument1 pageProduced by An Autodesk Educational Product: Tender DrawingAshar HassanNo ratings yet
- Produced by An Autodesk Educational Product: Design ConditionsDocument1 pageProduced by An Autodesk Educational Product: Design ConditionsAshar HassanNo ratings yet
- Produced by An Autodesk Educational Product: Tender DrawingDocument1 pageProduced by An Autodesk Educational Product: Tender DrawingAshar HassanNo ratings yet
- Job Description and Eligibility Criteria of StaffDocument15 pagesJob Description and Eligibility Criteria of StaffAshar HassanNo ratings yet
- Fire Hydrant DrawingDocument3 pagesFire Hydrant DrawingAshar HassanNo ratings yet
- HVAC-Indoor AC-LG-Cassette 4 Way 2x2Document4 pagesHVAC-Indoor AC-LG-Cassette 4 Way 2x2Ashar HassanNo ratings yet
- Daikin WM Inverter VZ Panel 1Document6 pagesDaikin WM Inverter VZ Panel 1Ashar HassanNo ratings yet
- Durapipe PVC UserGuide-v1Document4 pagesDurapipe PVC UserGuide-v1Ashar HassanNo ratings yet
- Pressure at Hydrant 2Document2 pagesPressure at Hydrant 2Ashar HassanNo ratings yet
- Pressure at Hydrant 1Document2 pagesPressure at Hydrant 1Ashar HassanNo ratings yet
- Specification of Split and Floor StandingDocument39 pagesSpecification of Split and Floor StandingAshar HassanNo ratings yet
- Total Daily Water DemandDocument3 pagesTotal Daily Water DemandAshar HassanNo ratings yet
- Template Wet Riser CalculationDocument2 pagesTemplate Wet Riser CalculationAshar HassanNo ratings yet
- NFPA Reference Pump Requirement For Combined SystemDocument6 pagesNFPA Reference Pump Requirement For Combined SystemAshar HassanNo ratings yet
- HDPE Pipe SizesDocument6 pagesHDPE Pipe SizesAshar HassanNo ratings yet
- P.O. BOX 030040 Fort Lauderdale, FL, 33303: 1/4" Thick & Heavier Classed As PlatesDocument2 pagesP.O. BOX 030040 Fort Lauderdale, FL, 33303: 1/4" Thick & Heavier Classed As PlatesAshar HassanNo ratings yet
- Backwash and Flow Rates of Filter Media - Pure Water Products, LLCDocument6 pagesBackwash and Flow Rates of Filter Media - Pure Water Products, LLCAshar HassanNo ratings yet
- Bab 6 YudiDocument47 pagesBab 6 YudiHeri SapoeteraNo ratings yet
- G4 Chem BoilingDocument5 pagesG4 Chem BoilingNashwaAlinsangaoNo ratings yet
- Modulo 4 PDFDocument22 pagesModulo 4 PDFYorielBelloNo ratings yet
- CH12 - 4 - ProjectilesDocument14 pagesCH12 - 4 - ProjectilesKayla T NyakudangaNo ratings yet
- Solid Mechanics Plane Stress and Plane StrainsDocument8 pagesSolid Mechanics Plane Stress and Plane StrainskingstonNo ratings yet
- Purification of Transformer Oil in Pt. PJB Up Paiton: January 2016Document5 pagesPurification of Transformer Oil in Pt. PJB Up Paiton: January 2016Venkataramanan SNo ratings yet
- Finite Element Model For Spot Welds Using Multi-Point Constraints and Its Dynamic CharacteristicsDocument9 pagesFinite Element Model For Spot Welds Using Multi-Point Constraints and Its Dynamic Characteristicssumatrablackcoffee453No ratings yet
- Radiation Dosimeters PDFDocument26 pagesRadiation Dosimeters PDFdex terNo ratings yet
- Mil Shock AnalysisDocument48 pagesMil Shock AnalysisSotirios Margonis100% (1)
- Reservoir Eng Labsheet - 2019Document39 pagesReservoir Eng Labsheet - 2019Albert ChongNo ratings yet
- Jt15d Ata 72 MaintDocument12 pagesJt15d Ata 72 MaintEgor85100% (1)
- Kishk A. (Ed.) - Solutions and Applications of Scattering, Propagation, Radiation and Emission of Electromagnetic WavesDocument358 pagesKishk A. (Ed.) - Solutions and Applications of Scattering, Propagation, Radiation and Emission of Electromagnetic WavesEmanuelRaNo ratings yet
- Design of Semi-Rigid Steel Frames For Failure Mode ControlDocument23 pagesDesign of Semi-Rigid Steel Frames For Failure Mode ControlVincenzo PilusoNo ratings yet
- Colloid Chemistry: Lecture 13: EmulsionsDocument55 pagesColloid Chemistry: Lecture 13: Emulsionsgaurav chauhanNo ratings yet
- Study On Seismic Upgrade of 5 Storey RC Building by Tuned Mass DamperDocument31 pagesStudy On Seismic Upgrade of 5 Storey RC Building by Tuned Mass Damperbursuc2No ratings yet
- Analisis Kenyamanan Dan Kestabilan Kendaraan Roda Dua Dalam Tinjauan Satu Derajat KebebasanDocument6 pagesAnalisis Kenyamanan Dan Kestabilan Kendaraan Roda Dua Dalam Tinjauan Satu Derajat KebebasanRoi HbbNo ratings yet
- Seismic Performance of Multi-Storey RCC Building With Floating ColumnsDocument12 pagesSeismic Performance of Multi-Storey RCC Building With Floating ColumnsSrinivas B VNo ratings yet
- Siphon EffectDocument12 pagesSiphon EffectKhalid AnwarNo ratings yet
- Pages From Glencoe - Chemistry - Matter and Change (Mcgraw 2008) ch8Document40 pagesPages From Glencoe - Chemistry - Matter and Change (Mcgraw 2008) ch8api-261034721No ratings yet
- Comparison Between Edge and Screw DislocationDocument5 pagesComparison Between Edge and Screw DislocationAshok PradhanNo ratings yet
- Rane Runway Beam Example: Crab Crane Bridge Buffer BeamDocument27 pagesRane Runway Beam Example: Crab Crane Bridge Buffer BeamwearplayNo ratings yet
- Digital SLR Photography 2013-04Document156 pagesDigital SLR Photography 2013-04pdfebooks100% (1)
- Adobe Scan Aug 13, 2022Document15 pagesAdobe Scan Aug 13, 2022A MesihaNo ratings yet
- Hess's Law As Chem Tutorial 2 KajanaDocument6 pagesHess's Law As Chem Tutorial 2 KajanaKajana Sivarasa ShenthanNo ratings yet
- Hydraulic Turbine-1Document6 pagesHydraulic Turbine-1Suman Kumar DashNo ratings yet
- AGMA 925A03 Effect of Lubrication On Gear SurfaceDocument58 pagesAGMA 925A03 Effect of Lubrication On Gear SurfacePablo Andrés Duque RamírezNo ratings yet
- Scallops Are Cut Outs in Weld Corners Which Are Used in Many Structures As in BridgesDocument3 pagesScallops Are Cut Outs in Weld Corners Which Are Used in Many Structures As in BridgesJanuel BorelaNo ratings yet
- IIT-JEE (MAIN + ADVANCED) : (2020-21) Guided Revision Plan (GRP) Enthusiast Course Extended Score - IiDocument1 pageIIT-JEE (MAIN + ADVANCED) : (2020-21) Guided Revision Plan (GRP) Enthusiast Course Extended Score - IiLil BabyNo ratings yet