
Sae Technical Paper Series: Todd M. Link
Sae Technical Paper Series: Todd M. Link
You might also like
- EvaporationDocument14 pagesEvaporationSFKNo ratings yet
- Application of Aluminum Alloys For Combustion Engine BearingsDocument6 pagesApplication of Aluminum Alloys For Combustion Engine BearingsJoffre Lautaro Benavides SeminarioNo ratings yet
- Design and Analysis of Connecting Rod Using Different MaterilasDocument9 pagesDesign and Analysis of Connecting Rod Using Different MaterilasVIVEK UPADHYAYNo ratings yet
- Performance Analysis of Two Mono Leaf Spring Used For Maruti 800 VehicleDocument3 pagesPerformance Analysis of Two Mono Leaf Spring Used For Maruti 800 VehicleVinoth KumarNo ratings yet
- Analysis of Connecting Rod For Static Stress and Deformation For Different MaterialsDocument13 pagesAnalysis of Connecting Rod For Static Stress and Deformation For Different MaterialsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Effect of Fiber Laser Welding On The Fatigue Properties of Dissimilar Welded Joints Between DP980 and HSLA SteelsDocument7 pagesEffect of Fiber Laser Welding On The Fatigue Properties of Dissimilar Welded Joints Between DP980 and HSLA SteelsSripriyan K 100507No ratings yet
- BIW Thinwall Structures PDFDocument3 pagesBIW Thinwall Structures PDFsmani170No ratings yet
- Friction Stir Spot Welding of Advanced High-Strength Steels - A Feasibility StudyDocument7 pagesFriction Stir Spot Welding of Advanced High-Strength Steels - A Feasibility StudyAlessandro NunesNo ratings yet
- Karim 2020Document17 pagesKarim 2020EdNo ratings yet
- New 6xxx Aluminum Alloy PDFDocument12 pagesNew 6xxx Aluminum Alloy PDFMatias Sanchez VergaraNo ratings yet
- Deformation Behaviour of Spot-Welded High Strength Steels For Automotive ApplicationsDocument10 pagesDeformation Behaviour of Spot-Welded High Strength Steels For Automotive ApplicationsJose JuanNo ratings yet
- Gas Metal Arc Welding of Dissimilar AHSS SheetsDocument7 pagesGas Metal Arc Welding of Dissimilar AHSS SheetsJose JuanNo ratings yet
- Aluminum Sheet Forming For Automotive Applications,: Material Properties and Design GuidelinesDocument2 pagesAluminum Sheet Forming For Automotive Applications,: Material Properties and Design GuidelinesShreeJayadurgaaNo ratings yet
- ABSTRACT Leaf SpringDocument7 pagesABSTRACT Leaf SpringCuGáyLâmĐồng100% (1)
- Design, Manufacture and Analysis of Al/Sic Mmcs For Connecting RodDocument8 pagesDesign, Manufacture and Analysis of Al/Sic Mmcs For Connecting RodBima SorayaNo ratings yet
- SAE J2329 (2015 04) (Categorization Properties Low Carbon Automotive Sheet Steels)Document11 pagesSAE J2329 (2015 04) (Categorization Properties Low Carbon Automotive Sheet Steels)dpfloresNo ratings yet
- Physical Metallurgy of Modern High Strenght Steel Sheets PDFDocument13 pagesPhysical Metallurgy of Modern High Strenght Steel Sheets PDFJose Merced Martinez VazquezNo ratings yet
- Ijctt V4i7p159 PDFDocument4 pagesIjctt V4i7p159 PDFMadhan RajNo ratings yet
- Steel - Material of Choice For Automotive Lightweight ApplicationsDocument7 pagesSteel - Material of Choice For Automotive Lightweight ApplicationsÖzge uyanıkNo ratings yet
- Composites Applied For PistonsDocument4 pagesComposites Applied For PistonsRajendra JadhavNo ratings yet
- Analysis of Process Parameters Effect On Friction Stir Welding of Aluminium 5083 and 6082Document9 pagesAnalysis of Process Parameters Effect On Friction Stir Welding of Aluminium 5083 and 6082Sreeharan Nagamani BNo ratings yet
- Frictional Study of Alumina, 316 Stainless Steel, Phosphor Bronze Versus Carbon As Mechanical Seals Under Dry Sliding Conformal ContactDocument8 pagesFrictional Study of Alumina, 316 Stainless Steel, Phosphor Bronze Versus Carbon As Mechanical Seals Under Dry Sliding Conformal ContactJackson PhinniNo ratings yet
- AL - MG Using Spur GearDocument25 pagesAL - MG Using Spur Gearprasanthgpm580No ratings yet
- Bake Hardening SteelDocument15 pagesBake Hardening SteelAnoop KizhakathNo ratings yet
- Impact Behaviour of A356 Alloy For Low-P PDFDocument14 pagesImpact Behaviour of A356 Alloy For Low-P PDFAdriene SantosNo ratings yet
- Laser-Beam Welding Impact On The Deformation Properties of Stainless Steels When Used For Automotive ApplicationsDocument6 pagesLaser-Beam Welding Impact On The Deformation Properties of Stainless Steels When Used For Automotive ApplicationsAbdulNo ratings yet
- Defects and Remedies in Stamping of Advanced High Strength SteelsDocument7 pagesDefects and Remedies in Stamping of Advanced High Strength SteelsSathu satishNo ratings yet
- Imp Die ArticlesDocument64 pagesImp Die ArticlesprabhuNo ratings yet
- Descripción General Del Material para Bombas Sumergibles EléctricasDocument13 pagesDescripción General Del Material para Bombas Sumergibles EléctricasCeleste ZapataNo ratings yet
- Design and Analysis of Drive ShaftDocument13 pagesDesign and Analysis of Drive ShaftCH JamshaidNo ratings yet
- Ling2017 Article MicrostructureAndFatigueBehavi PDFDocument9 pagesLing2017 Article MicrostructureAndFatigueBehavi PDFKhalid HafezNo ratings yet
- A Review of Carbon Fiber Materials in AutomotiveDocument11 pagesA Review of Carbon Fiber Materials in AutomotivePravin LuthadaNo ratings yet
- Dinesh Kumar 2023 Eng. Res. Express 5 022002Document16 pagesDinesh Kumar 2023 Eng. Res. Express 5 022002Joao LuisNo ratings yet
- Design and Analysis of Drive Shaft Using Kevlar/Epoxy and Glass/Epoxy As A Composite MaterialDocument9 pagesDesign and Analysis of Drive Shaft Using Kevlar/Epoxy and Glass/Epoxy As A Composite MaterialAnish KumarNo ratings yet
- Design Analysis Fabrication and Testing of Composite Leaf Seminar ReportDocument26 pagesDesign Analysis Fabrication and Testing of Composite Leaf Seminar Reportyash1239100% (1)
- Aluminum ThesisDocument8 pagesAluminum Thesisalyssaschultecolumbia100% (2)
- Deepak 2017 IOP Conf. Ser.: Mater. Sci. Eng. 197 012067 PDFDocument9 pagesDeepak 2017 IOP Conf. Ser.: Mater. Sci. Eng. 197 012067 PDFMakeshNo ratings yet
- Tisza 2013 IOP Conf. Ser.: Mater. Sci. Eng. 47 012010Document7 pagesTisza 2013 IOP Conf. Ser.: Mater. Sci. Eng. 47 012010Brajesh KumarNo ratings yet
- STUDIES ON TRIBOLOGICAL PROPERTIES ON GRAPHENE AND S GLASS REINFORCED Al-6061 METAL MATRIX COMPOSITESDocument19 pagesSTUDIES ON TRIBOLOGICAL PROPERTIES ON GRAPHENE AND S GLASS REINFORCED Al-6061 METAL MATRIX COMPOSITESVerma RajamanickamNo ratings yet
- Development of Lead Free Copper Based Alloy For Piston PinDocument10 pagesDevelopment of Lead Free Copper Based Alloy For Piston PinAswar ATSNo ratings yet
- Metallurgy and Processing of Ultralow Carbon Bake Hardening SteelsDocument14 pagesMetallurgy and Processing of Ultralow Carbon Bake Hardening SteelsvictorNo ratings yet
- A Comprehensive Review On Pre and Post-Forming Evaluation of Aluminum To Steel BlanksDocument22 pagesA Comprehensive Review On Pre and Post-Forming Evaluation of Aluminum To Steel Blanksjose ramirez cruzNo ratings yet
- Composite Chassis 2 PDFDocument11 pagesComposite Chassis 2 PDFMuhammad SaalihNo ratings yet
- Finite Element Indentation Analysis of AutomotiveDocument7 pagesFinite Element Indentation Analysis of AutomotiveytabakovNo ratings yet
- Ijert Ijert: Modeling and Fatique Analysis of Automotive Wheel RimDocument5 pagesIjert Ijert: Modeling and Fatique Analysis of Automotive Wheel RimIdrus IrvanNo ratings yet
- 10.0000@saemobilus - sae.Org@Generic EBBFE8DAE239Document9 pages10.0000@saemobilus - sae.Org@Generic EBBFE8DAE239amd mhmNo ratings yet
- Sheet Metal Stamping in Automotive Industry IgnoreDocument48 pagesSheet Metal Stamping in Automotive Industry IgnoreSalil GhateNo ratings yet
- Design and Analysis of Connecting Rod Using Different MaterialsDocument15 pagesDesign and Analysis of Connecting Rod Using Different MaterialsIJRASETPublicationsNo ratings yet
- Fracture Mechanics Analysis of CoatingDocument12 pagesFracture Mechanics Analysis of CoatingBisma MasoodNo ratings yet
- Cold-Rolled and Galvannealed (GA) High Strength Steel Sheets For Automotive Cabin StructureDocument9 pagesCold-Rolled and Galvannealed (GA) High Strength Steel Sheets For Automotive Cabin StructureAlexandre Lima LopesNo ratings yet
- Lightweight Iron Castings - Can They Replace Aluminum Castings?Document8 pagesLightweight Iron Castings - Can They Replace Aluminum Castings?Özge uyanıkNo ratings yet
- Mechanical Performance and Failure Behavior of Screw Bonde 2023 EngineeringDocument8 pagesMechanical Performance and Failure Behavior of Screw Bonde 2023 EngineeringEdgardo Ismael Ramos PumacahuaNo ratings yet
- Jater-5 5 1Document8 pagesJater-5 5 1ochatejenifer50No ratings yet
- Process Optimization of Preheated Friction Stir Welded Ferrous and Non Ferrous MaterialsDocument6 pagesProcess Optimization of Preheated Friction Stir Welded Ferrous and Non Ferrous MaterialsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Ahmad_2020_IOP_Conf._Ser.__Mater._Sci._Eng._971_032011Document11 pagesAhmad_2020_IOP_Conf._Ser.__Mater._Sci._Eng._971_032011Brhane TeklayNo ratings yet
- Development of High Strength Steels For Automobiles: Nippon Steel Technical Report No. 88 July 2003Document6 pagesDevelopment of High Strength Steels For Automobiles: Nippon Steel Technical Report No. 88 July 2003Niken ApriliaNo ratings yet
- Experimental Investigations On Mechanical BehaviorDocument13 pagesExperimental Investigations On Mechanical BehaviorMaulana Fajar BaharrudinNo ratings yet
- Compendium of Atomic Alkali Resistant Optical Thin Films, Diffusion and Electrical Mobility in Diode Pumped Alkali Lasers (DPALs)From EverandCompendium of Atomic Alkali Resistant Optical Thin Films, Diffusion and Electrical Mobility in Diode Pumped Alkali Lasers (DPALs)No ratings yet
- J JMMM 2020 167496Document9 pagesJ JMMM 2020 167496hjnNo ratings yet
- 0304 8853 (82) 90189 5Document3 pages0304 8853 (82) 90189 5hjnNo ratings yet
- ?.fire Prevention Planning 1Document65 pages?.fire Prevention Planning 1hjnNo ratings yet
- Adv Funct Materials - 2022 - Shi - Bubble Mediated Mass Production of Graphene A Review Adv Funct Mater 42 2022Document1 pageAdv Funct Materials - 2022 - Shi - Bubble Mediated Mass Production of Graphene A Review Adv Funct Mater 42 2022hjnNo ratings yet
- SHF 50+ MDocument1 pageSHF 50+ MSiddheshNo ratings yet
- Exams!Document53 pagesExams!Al- DhaheriNo ratings yet
- Mat Sci Modular 4&5Document4 pagesMat Sci Modular 4&5Christian AganoNo ratings yet
- Assignment 3 - CE631ADocument2 pagesAssignment 3 - CE631AAbhishek Mishra100% (1)
- 2012 MIT KFUPM McGovern Ejector Efficiency PDFDocument12 pages2012 MIT KFUPM McGovern Ejector Efficiency PDFeldwin_dj7216No ratings yet
- STM29 - Lower Half Martinito, John Patrick Eldwin Recto, Jan Ralph Yanga, Nicole Francine BDocument2 pagesSTM29 - Lower Half Martinito, John Patrick Eldwin Recto, Jan Ralph Yanga, Nicole Francine BJan Ralph RectoNo ratings yet
- Gas Kicks N Special ProblemsDocument14 pagesGas Kicks N Special ProblemsGhavban DavidNo ratings yet
- COSMOS FloWorks FundamentalsDocument238 pagesCOSMOS FloWorks FundamentalsFlorin NiteNo ratings yet
- Pressure Drop in Gas PipelinesDocument38 pagesPressure Drop in Gas PipelinesDarshan Patel100% (2)
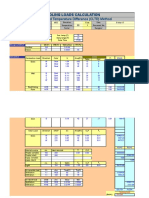
- Cooling Loads Calculation: Cooling Load Temperature Difference (CLTD) MethodDocument8 pagesCooling Loads Calculation: Cooling Load Temperature Difference (CLTD) MethodChristopher LloydNo ratings yet
- Flow Through Pipes: Fluid MechanicsDocument20 pagesFlow Through Pipes: Fluid MechanicsSantosh TrimbakeNo ratings yet
- Faculty of EngineeringDocument32 pagesFaculty of Engineeringkato fredNo ratings yet
- AeroDocument27 pagesAeroBALAKRISHNANNo ratings yet
- Series Pipeline Systems Series Pipeline Systems: A A Y YDocument9 pagesSeries Pipeline Systems Series Pipeline Systems: A A Y YPigpug PigpugNo ratings yet
- QGL Laboratory CalculationDocument172 pagesQGL Laboratory CalculationonlyikramNo ratings yet
- Theory of Supersonic FlightDocument19 pagesTheory of Supersonic FlightMuneeb AlamNo ratings yet
- Castorena - Development of Failure Criterion For LAS TestDocument20 pagesCastorena - Development of Failure Criterion For LAS TestAmit Rajendra PhadatareNo ratings yet
- UNIVERSITI TENAGA NASIONA1.docx 2Document16 pagesUNIVERSITI TENAGA NASIONA1.docx 2Dinesh RaviNo ratings yet
- SACD (RCDC) - Release Notes - 09.03.00 PDFDocument11 pagesSACD (RCDC) - Release Notes - 09.03.00 PDFErik PerezNo ratings yet
- Natural Frequency of Axially Functionally Graded, Tapered Cantilever Beamswith Tip Masses MahmoudDocument9 pagesNatural Frequency of Axially Functionally Graded, Tapered Cantilever Beamswith Tip Masses MahmoudDrm AmmNo ratings yet
- WDP - Floor On PileDocument15 pagesWDP - Floor On PileSandu NicolaeNo ratings yet
- Transactions of The VŠB - Technical University of Ostrava, Mechanical SeriesDocument8 pagesTransactions of The VŠB - Technical University of Ostrava, Mechanical SeriesyuvionfireNo ratings yet
- Rocker Pipe PDFDocument8 pagesRocker Pipe PDFMahmoud GwailyNo ratings yet
- Xxxblade Angle Wind TurbineDocument16 pagesXxxblade Angle Wind TurbinemiguelNo ratings yet
- 18.1 Pressure CIE IGCSE Physics Ext Theory MsDocument5 pages18.1 Pressure CIE IGCSE Physics Ext Theory Msyousef.abdelazim11No ratings yet
- CE 407 Final ExamDocument2 pagesCE 407 Final ExamSteve BariaNo ratings yet
- Chem0993 ChemicalEquilibriaQuizDocument3 pagesChem0993 ChemicalEquilibriaQuizIsabelLópezNo ratings yet
- Retaining Wall ScopeDocument5 pagesRetaining Wall ScopeVenkata Mayur100% (1)
- Heat Calculations Practice 2 PDFDocument2 pagesHeat Calculations Practice 2 PDFRizqi HidayatNo ratings yet




























































































Download as pdf or txt
You might also like
- EvaporationDocument14 pagesEvaporationSFKNo ratings yet
- Application of Aluminum Alloys For Combustion Engine BearingsDocument6 pagesApplication of Aluminum Alloys For Combustion Engine BearingsJoffre Lautaro Benavides SeminarioNo ratings yet
- Design and Analysis of Connecting Rod Using Different MaterilasDocument9 pagesDesign and Analysis of Connecting Rod Using Different MaterilasVIVEK UPADHYAYNo ratings yet
- Performance Analysis of Two Mono Leaf Spring Used For Maruti 800 VehicleDocument3 pagesPerformance Analysis of Two Mono Leaf Spring Used For Maruti 800 VehicleVinoth KumarNo ratings yet
- Analysis of Connecting Rod For Static Stress and Deformation For Different MaterialsDocument13 pagesAnalysis of Connecting Rod For Static Stress and Deformation For Different MaterialsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Effect of Fiber Laser Welding On The Fatigue Properties of Dissimilar Welded Joints Between DP980 and HSLA SteelsDocument7 pagesEffect of Fiber Laser Welding On The Fatigue Properties of Dissimilar Welded Joints Between DP980 and HSLA SteelsSripriyan K 100507No ratings yet
- BIW Thinwall Structures PDFDocument3 pagesBIW Thinwall Structures PDFsmani170No ratings yet
- Friction Stir Spot Welding of Advanced High-Strength Steels - A Feasibility StudyDocument7 pagesFriction Stir Spot Welding of Advanced High-Strength Steels - A Feasibility StudyAlessandro NunesNo ratings yet
- Karim 2020Document17 pagesKarim 2020EdNo ratings yet
- New 6xxx Aluminum Alloy PDFDocument12 pagesNew 6xxx Aluminum Alloy PDFMatias Sanchez VergaraNo ratings yet
- Deformation Behaviour of Spot-Welded High Strength Steels For Automotive ApplicationsDocument10 pagesDeformation Behaviour of Spot-Welded High Strength Steels For Automotive ApplicationsJose JuanNo ratings yet
- Gas Metal Arc Welding of Dissimilar AHSS SheetsDocument7 pagesGas Metal Arc Welding of Dissimilar AHSS SheetsJose JuanNo ratings yet
- Aluminum Sheet Forming For Automotive Applications,: Material Properties and Design GuidelinesDocument2 pagesAluminum Sheet Forming For Automotive Applications,: Material Properties and Design GuidelinesShreeJayadurgaaNo ratings yet
- ABSTRACT Leaf SpringDocument7 pagesABSTRACT Leaf SpringCuGáyLâmĐồng100% (1)
- Design, Manufacture and Analysis of Al/Sic Mmcs For Connecting RodDocument8 pagesDesign, Manufacture and Analysis of Al/Sic Mmcs For Connecting RodBima SorayaNo ratings yet
- SAE J2329 (2015 04) (Categorization Properties Low Carbon Automotive Sheet Steels)Document11 pagesSAE J2329 (2015 04) (Categorization Properties Low Carbon Automotive Sheet Steels)dpfloresNo ratings yet
- Physical Metallurgy of Modern High Strenght Steel Sheets PDFDocument13 pagesPhysical Metallurgy of Modern High Strenght Steel Sheets PDFJose Merced Martinez VazquezNo ratings yet
- Ijctt V4i7p159 PDFDocument4 pagesIjctt V4i7p159 PDFMadhan RajNo ratings yet
- Steel - Material of Choice For Automotive Lightweight ApplicationsDocument7 pagesSteel - Material of Choice For Automotive Lightweight ApplicationsÖzge uyanıkNo ratings yet
- Composites Applied For PistonsDocument4 pagesComposites Applied For PistonsRajendra JadhavNo ratings yet
- Analysis of Process Parameters Effect On Friction Stir Welding of Aluminium 5083 and 6082Document9 pagesAnalysis of Process Parameters Effect On Friction Stir Welding of Aluminium 5083 and 6082Sreeharan Nagamani BNo ratings yet
- Frictional Study of Alumina, 316 Stainless Steel, Phosphor Bronze Versus Carbon As Mechanical Seals Under Dry Sliding Conformal ContactDocument8 pagesFrictional Study of Alumina, 316 Stainless Steel, Phosphor Bronze Versus Carbon As Mechanical Seals Under Dry Sliding Conformal ContactJackson PhinniNo ratings yet
- AL - MG Using Spur GearDocument25 pagesAL - MG Using Spur Gearprasanthgpm580No ratings yet
- Bake Hardening SteelDocument15 pagesBake Hardening SteelAnoop KizhakathNo ratings yet
- Impact Behaviour of A356 Alloy For Low-P PDFDocument14 pagesImpact Behaviour of A356 Alloy For Low-P PDFAdriene SantosNo ratings yet
- Laser-Beam Welding Impact On The Deformation Properties of Stainless Steels When Used For Automotive ApplicationsDocument6 pagesLaser-Beam Welding Impact On The Deformation Properties of Stainless Steels When Used For Automotive ApplicationsAbdulNo ratings yet
- Defects and Remedies in Stamping of Advanced High Strength SteelsDocument7 pagesDefects and Remedies in Stamping of Advanced High Strength SteelsSathu satishNo ratings yet
- Imp Die ArticlesDocument64 pagesImp Die ArticlesprabhuNo ratings yet
- Descripción General Del Material para Bombas Sumergibles EléctricasDocument13 pagesDescripción General Del Material para Bombas Sumergibles EléctricasCeleste ZapataNo ratings yet
- Design and Analysis of Drive ShaftDocument13 pagesDesign and Analysis of Drive ShaftCH JamshaidNo ratings yet
- Ling2017 Article MicrostructureAndFatigueBehavi PDFDocument9 pagesLing2017 Article MicrostructureAndFatigueBehavi PDFKhalid HafezNo ratings yet
- A Review of Carbon Fiber Materials in AutomotiveDocument11 pagesA Review of Carbon Fiber Materials in AutomotivePravin LuthadaNo ratings yet
- Dinesh Kumar 2023 Eng. Res. Express 5 022002Document16 pagesDinesh Kumar 2023 Eng. Res. Express 5 022002Joao LuisNo ratings yet
- Design and Analysis of Drive Shaft Using Kevlar/Epoxy and Glass/Epoxy As A Composite MaterialDocument9 pagesDesign and Analysis of Drive Shaft Using Kevlar/Epoxy and Glass/Epoxy As A Composite MaterialAnish KumarNo ratings yet
- Design Analysis Fabrication and Testing of Composite Leaf Seminar ReportDocument26 pagesDesign Analysis Fabrication and Testing of Composite Leaf Seminar Reportyash1239100% (1)
- Aluminum ThesisDocument8 pagesAluminum Thesisalyssaschultecolumbia100% (2)
- Deepak 2017 IOP Conf. Ser.: Mater. Sci. Eng. 197 012067 PDFDocument9 pagesDeepak 2017 IOP Conf. Ser.: Mater. Sci. Eng. 197 012067 PDFMakeshNo ratings yet
- Tisza 2013 IOP Conf. Ser.: Mater. Sci. Eng. 47 012010Document7 pagesTisza 2013 IOP Conf. Ser.: Mater. Sci. Eng. 47 012010Brajesh KumarNo ratings yet
- STUDIES ON TRIBOLOGICAL PROPERTIES ON GRAPHENE AND S GLASS REINFORCED Al-6061 METAL MATRIX COMPOSITESDocument19 pagesSTUDIES ON TRIBOLOGICAL PROPERTIES ON GRAPHENE AND S GLASS REINFORCED Al-6061 METAL MATRIX COMPOSITESVerma RajamanickamNo ratings yet
- Development of Lead Free Copper Based Alloy For Piston PinDocument10 pagesDevelopment of Lead Free Copper Based Alloy For Piston PinAswar ATSNo ratings yet
- Metallurgy and Processing of Ultralow Carbon Bake Hardening SteelsDocument14 pagesMetallurgy and Processing of Ultralow Carbon Bake Hardening SteelsvictorNo ratings yet
- A Comprehensive Review On Pre and Post-Forming Evaluation of Aluminum To Steel BlanksDocument22 pagesA Comprehensive Review On Pre and Post-Forming Evaluation of Aluminum To Steel Blanksjose ramirez cruzNo ratings yet
- Composite Chassis 2 PDFDocument11 pagesComposite Chassis 2 PDFMuhammad SaalihNo ratings yet
- Finite Element Indentation Analysis of AutomotiveDocument7 pagesFinite Element Indentation Analysis of AutomotiveytabakovNo ratings yet
- Ijert Ijert: Modeling and Fatique Analysis of Automotive Wheel RimDocument5 pagesIjert Ijert: Modeling and Fatique Analysis of Automotive Wheel RimIdrus IrvanNo ratings yet
- 10.0000@saemobilus - sae.Org@Generic EBBFE8DAE239Document9 pages10.0000@saemobilus - sae.Org@Generic EBBFE8DAE239amd mhmNo ratings yet
- Sheet Metal Stamping in Automotive Industry IgnoreDocument48 pagesSheet Metal Stamping in Automotive Industry IgnoreSalil GhateNo ratings yet
- Design and Analysis of Connecting Rod Using Different MaterialsDocument15 pagesDesign and Analysis of Connecting Rod Using Different MaterialsIJRASETPublicationsNo ratings yet
- Fracture Mechanics Analysis of CoatingDocument12 pagesFracture Mechanics Analysis of CoatingBisma MasoodNo ratings yet
- Cold-Rolled and Galvannealed (GA) High Strength Steel Sheets For Automotive Cabin StructureDocument9 pagesCold-Rolled and Galvannealed (GA) High Strength Steel Sheets For Automotive Cabin StructureAlexandre Lima LopesNo ratings yet
- Lightweight Iron Castings - Can They Replace Aluminum Castings?Document8 pagesLightweight Iron Castings - Can They Replace Aluminum Castings?Özge uyanıkNo ratings yet
- Mechanical Performance and Failure Behavior of Screw Bonde 2023 EngineeringDocument8 pagesMechanical Performance and Failure Behavior of Screw Bonde 2023 EngineeringEdgardo Ismael Ramos PumacahuaNo ratings yet
- Jater-5 5 1Document8 pagesJater-5 5 1ochatejenifer50No ratings yet
- Process Optimization of Preheated Friction Stir Welded Ferrous and Non Ferrous MaterialsDocument6 pagesProcess Optimization of Preheated Friction Stir Welded Ferrous and Non Ferrous MaterialsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Ahmad_2020_IOP_Conf._Ser.__Mater._Sci._Eng._971_032011Document11 pagesAhmad_2020_IOP_Conf._Ser.__Mater._Sci._Eng._971_032011Brhane TeklayNo ratings yet
- Development of High Strength Steels For Automobiles: Nippon Steel Technical Report No. 88 July 2003Document6 pagesDevelopment of High Strength Steels For Automobiles: Nippon Steel Technical Report No. 88 July 2003Niken ApriliaNo ratings yet
- Experimental Investigations On Mechanical BehaviorDocument13 pagesExperimental Investigations On Mechanical BehaviorMaulana Fajar BaharrudinNo ratings yet
- Compendium of Atomic Alkali Resistant Optical Thin Films, Diffusion and Electrical Mobility in Diode Pumped Alkali Lasers (DPALs)From EverandCompendium of Atomic Alkali Resistant Optical Thin Films, Diffusion and Electrical Mobility in Diode Pumped Alkali Lasers (DPALs)No ratings yet
- J JMMM 2020 167496Document9 pagesJ JMMM 2020 167496hjnNo ratings yet
- 0304 8853 (82) 90189 5Document3 pages0304 8853 (82) 90189 5hjnNo ratings yet
- ?.fire Prevention Planning 1Document65 pages?.fire Prevention Planning 1hjnNo ratings yet
- Adv Funct Materials - 2022 - Shi - Bubble Mediated Mass Production of Graphene A Review Adv Funct Mater 42 2022Document1 pageAdv Funct Materials - 2022 - Shi - Bubble Mediated Mass Production of Graphene A Review Adv Funct Mater 42 2022hjnNo ratings yet
- SHF 50+ MDocument1 pageSHF 50+ MSiddheshNo ratings yet
- Exams!Document53 pagesExams!Al- DhaheriNo ratings yet
- Mat Sci Modular 4&5Document4 pagesMat Sci Modular 4&5Christian AganoNo ratings yet
- Assignment 3 - CE631ADocument2 pagesAssignment 3 - CE631AAbhishek Mishra100% (1)
- 2012 MIT KFUPM McGovern Ejector Efficiency PDFDocument12 pages2012 MIT KFUPM McGovern Ejector Efficiency PDFeldwin_dj7216No ratings yet
- STM29 - Lower Half Martinito, John Patrick Eldwin Recto, Jan Ralph Yanga, Nicole Francine BDocument2 pagesSTM29 - Lower Half Martinito, John Patrick Eldwin Recto, Jan Ralph Yanga, Nicole Francine BJan Ralph RectoNo ratings yet
- Gas Kicks N Special ProblemsDocument14 pagesGas Kicks N Special ProblemsGhavban DavidNo ratings yet
- COSMOS FloWorks FundamentalsDocument238 pagesCOSMOS FloWorks FundamentalsFlorin NiteNo ratings yet
- Pressure Drop in Gas PipelinesDocument38 pagesPressure Drop in Gas PipelinesDarshan Patel100% (2)
- Cooling Loads Calculation: Cooling Load Temperature Difference (CLTD) MethodDocument8 pagesCooling Loads Calculation: Cooling Load Temperature Difference (CLTD) MethodChristopher LloydNo ratings yet
- Flow Through Pipes: Fluid MechanicsDocument20 pagesFlow Through Pipes: Fluid MechanicsSantosh TrimbakeNo ratings yet
- Faculty of EngineeringDocument32 pagesFaculty of Engineeringkato fredNo ratings yet
- AeroDocument27 pagesAeroBALAKRISHNANNo ratings yet
- Series Pipeline Systems Series Pipeline Systems: A A Y YDocument9 pagesSeries Pipeline Systems Series Pipeline Systems: A A Y YPigpug PigpugNo ratings yet
- QGL Laboratory CalculationDocument172 pagesQGL Laboratory CalculationonlyikramNo ratings yet
- Theory of Supersonic FlightDocument19 pagesTheory of Supersonic FlightMuneeb AlamNo ratings yet
- Castorena - Development of Failure Criterion For LAS TestDocument20 pagesCastorena - Development of Failure Criterion For LAS TestAmit Rajendra PhadatareNo ratings yet
- UNIVERSITI TENAGA NASIONA1.docx 2Document16 pagesUNIVERSITI TENAGA NASIONA1.docx 2Dinesh RaviNo ratings yet
- SACD (RCDC) - Release Notes - 09.03.00 PDFDocument11 pagesSACD (RCDC) - Release Notes - 09.03.00 PDFErik PerezNo ratings yet
- Natural Frequency of Axially Functionally Graded, Tapered Cantilever Beamswith Tip Masses MahmoudDocument9 pagesNatural Frequency of Axially Functionally Graded, Tapered Cantilever Beamswith Tip Masses MahmoudDrm AmmNo ratings yet
- WDP - Floor On PileDocument15 pagesWDP - Floor On PileSandu NicolaeNo ratings yet
- Transactions of The VŠB - Technical University of Ostrava, Mechanical SeriesDocument8 pagesTransactions of The VŠB - Technical University of Ostrava, Mechanical SeriesyuvionfireNo ratings yet
- Rocker Pipe PDFDocument8 pagesRocker Pipe PDFMahmoud GwailyNo ratings yet
- Xxxblade Angle Wind TurbineDocument16 pagesXxxblade Angle Wind TurbinemiguelNo ratings yet
- 18.1 Pressure CIE IGCSE Physics Ext Theory MsDocument5 pages18.1 Pressure CIE IGCSE Physics Ext Theory Msyousef.abdelazim11No ratings yet
- CE 407 Final ExamDocument2 pagesCE 407 Final ExamSteve BariaNo ratings yet
- Chem0993 ChemicalEquilibriaQuizDocument3 pagesChem0993 ChemicalEquilibriaQuizIsabelLópezNo ratings yet
- Retaining Wall ScopeDocument5 pagesRetaining Wall ScopeVenkata Mayur100% (1)
- Heat Calculations Practice 2 PDFDocument2 pagesHeat Calculations Practice 2 PDFRizqi HidayatNo ratings yet