Download as pdf or txt
You might also like
- Astm B 545 2004Document8 pagesAstm B 545 2004IngJGM100% (1)
- Astm A193 - Nuts and BoltsDocument5 pagesAstm A193 - Nuts and BoltsgarrybieberNo ratings yet
- Superalloy 170319190247Document36 pagesSuperalloy 170319190247AliNo ratings yet
- Module 4-Part-2Document76 pagesModule 4-Part-2Renjin J BrightNo ratings yet
- Turbine Blade Manufacturing OverviewDocument17 pagesTurbine Blade Manufacturing Overviewwiley_01No ratings yet
- U 4 P 1 MetalformingprocessesDocument82 pagesU 4 P 1 MetalformingprocessesAbhinandan ChatterjeeNo ratings yet
- Mag Machine 3509Document2 pagesMag Machine 3509Jitendra BhosaleNo ratings yet
- Grain Selection During Solidification in Spiral Grain SelectorDocument8 pagesGrain Selection During Solidification in Spiral Grain SelectornaderbahramiNo ratings yet
- BHEL Technical COnditions of ContractDocument36 pagesBHEL Technical COnditions of ContractSandeep NarayananNo ratings yet
- Adh-2000 Manual de OpracionDocument48 pagesAdh-2000 Manual de OpracionCarlos MenaNo ratings yet
- Method D - Hydrophilic Fluorescent InspectionDocument1 pageMethod D - Hydrophilic Fluorescent InspectionYacira Sepulveda ArdilaNo ratings yet
- Materials in Metal FormingDocument42 pagesMaterials in Metal Formingasif100% (1)
- Liburdi SuperalloyDocument25 pagesLiburdi SuperalloyCarlosAlbertoRibeiroRuyNo ratings yet
- Unit-4 Magnetic Particle Testing: Course Outline .Document32 pagesUnit-4 Magnetic Particle Testing: Course Outline .Selvam ChidambaramNo ratings yet
- Magnetic Particle Testing. Presentation Krishnamoorthi. VDocument50 pagesMagnetic Particle Testing. Presentation Krishnamoorthi. VThe Engineers EDGE, CoimbatoreNo ratings yet
- Inquries CP - 189 PDFDocument8 pagesInquries CP - 189 PDFcarlos LeandroNo ratings yet
- Types of Magnetizing CurrentDocument3 pagesTypes of Magnetizing Currentdantegimenez0% (1)
- 20ff PDFDocument8 pages20ff PDFCaio Fazzioli Tavares100% (1)
- Sop52 08 0000 00 015Document11 pagesSop52 08 0000 00 015Ali RafiqueNo ratings yet
- AlabesDocument14 pagesAlabesraffita_92No ratings yet
- A471Document5 pagesA471rohit kumarNo ratings yet
- PH Tool CatalogDocument46 pagesPH Tool CatalogpjhollowNo ratings yet
- Chapter 1 - ProcessesDocument6 pagesChapter 1 - ProcessesAnonymous dh6DITNo ratings yet
- Welding and Corrosion Performance of INCO-WELD 686CPT Filler Metal in Waste-To-Energy Power PlantsDocument6 pagesWelding and Corrosion Performance of INCO-WELD 686CPT Filler Metal in Waste-To-Energy Power PlantsErdem ÜnelNo ratings yet
- Lesson 5: Current Requirements (Circular Magnetization)Document7 pagesLesson 5: Current Requirements (Circular Magnetization)kevin desaiNo ratings yet
- A Review On Thermal Stresses in High Temperature Brazing of Carbide To Steel Sandwich Brazing AlloysDocument3 pagesA Review On Thermal Stresses in High Temperature Brazing of Carbide To Steel Sandwich Brazing AlloysEditor IJTSRD100% (1)
- A Review of Advances in Cold Spray Additive ManufacturingDocument46 pagesA Review of Advances in Cold Spray Additive ManufacturingRodolpho VazNo ratings yet
- Ost Specifications State A Requirement For Conducting This Check, But Do Not Provide A ProcedureDocument6 pagesOst Specifications State A Requirement For Conducting This Check, But Do Not Provide A ProcedureshifaNo ratings yet
- Evaluation of Magnetic Particle IndicationsDocument1 pageEvaluation of Magnetic Particle IndicationsapexndttrainingNo ratings yet
- Standard Keur 00820-702: 1 Scope and Field of Application 1.1 ScopeDocument6 pagesStandard Keur 00820-702: 1 Scope and Field of Application 1.1 ScopeEsin DenizNo ratings yet
- Corrosion of Metals and Its PreventionDocument11 pagesCorrosion of Metals and Its PreventionAli BasheerNo ratings yet
- Green Sand Casting Defect!: NameDocument8 pagesGreen Sand Casting Defect!: Namekarthick rajaNo ratings yet
- Corrosion Cotrol ManualDocument36 pagesCorrosion Cotrol ManualNwosu AugustineNo ratings yet
- Engineering Materials MEE 110: Dr. M. Tauqeer AnwarDocument14 pagesEngineering Materials MEE 110: Dr. M. Tauqeer AnwarAli HassanNo ratings yet
- Defects in Forming ProcessDocument7 pagesDefects in Forming ProcessDhruv BhandariNo ratings yet
- NTM A330Document20 pagesNTM A330NDT GMFNo ratings yet
- Common Green Sand Flaws: Defect DetectiveDocument4 pagesCommon Green Sand Flaws: Defect DetectiveVivek ShrivastavaNo ratings yet
- Thermal Barrier CoatingsDocument11 pagesThermal Barrier CoatingsNidhi VyasNo ratings yet
- 2-8 Kodak Digital Imaging PlatesDocument6 pages2-8 Kodak Digital Imaging PlatesJayeshNo ratings yet
- Creep & Superplasticity PDFDocument54 pagesCreep & Superplasticity PDFWahab AhmedNo ratings yet
- Automated Eddy Current Inspection of Aircraft WheelsDocument4 pagesAutomated Eddy Current Inspection of Aircraft WheelsJoe BuckleyNo ratings yet
- Caracter I Zac I On Mecanic ADocument0 pagesCaracter I Zac I On Mecanic AXochitl Ochoa RangelNo ratings yet
- Welding: Solidification and Microstructure: S.A. David, S.S. Babu, and J.M. VitekDocument11 pagesWelding: Solidification and Microstructure: S.A. David, S.S. Babu, and J.M. VitekGoriNo ratings yet
- Session 1 - Preview of EAC Standard 2024Document14 pagesSession 1 - Preview of EAC Standard 2024freepassNo ratings yet
- Advantages and Disadvantages: Composition Fa Mily °C To Xic CommentsDocument34 pagesAdvantages and Disadvantages: Composition Fa Mily °C To Xic Commentsk27571No ratings yet
- High Entropy Alloys A Critical Assessment of Their Founding Principles and Future ProspectsDocument21 pagesHigh Entropy Alloys A Critical Assessment of Their Founding Principles and Future ProspectsFeng ZhuNo ratings yet
- Investment Casting For Turbine BladesDocument4 pagesInvestment Casting For Turbine Bladeswiley_01No ratings yet
- Hard Chrome ReplacementDocument7 pagesHard Chrome ReplacementPhu, Le HuuNo ratings yet
- Residual Stress in Metal Additive ManufacturingDocument6 pagesResidual Stress in Metal Additive ManufacturingAli NasserNo ratings yet
- Physical Metallurgy-18 Heat Treatment of SteelDocument7 pagesPhysical Metallurgy-18 Heat Treatment of SteelDSGNo ratings yet
- Department of Defense Manufacturing Process Standard: Materials Deposition, Cold SprayDocument19 pagesDepartment of Defense Manufacturing Process Standard: Materials Deposition, Cold SprayRussell ShacklefordNo ratings yet
- Atg Info2019enDocument47 pagesAtg Info2019enTaras ByloNo ratings yet
- Interpretation of An IndicationDocument2 pagesInterpretation of An IndicationAshfaq Khan100% (1)
- Thermo-Mechanical Analysis of Thermal Barrier Coating System Using Finite Element MethodDocument8 pagesThermo-Mechanical Analysis of Thermal Barrier Coating System Using Finite Element MethoderpublicationNo ratings yet
- Materials and Manufacturing Processes Lecture-4: Instructor: Dr. Hamid JabbarDocument43 pagesMaterials and Manufacturing Processes Lecture-4: Instructor: Dr. Hamid JabbarARSLAN FALAK100% (1)
- Casting Defects and How To Prevent Them in Your ProductsDocument7 pagesCasting Defects and How To Prevent Them in Your ProductsArun t nNo ratings yet
- Internship Presentation in Grupo AntolinDocument19 pagesInternship Presentation in Grupo AntolinRavi GowdaNo ratings yet
- Helling Katalog NDTDocument43 pagesHelling Katalog NDTNDTInstructorNo ratings yet
- Module 4-Part-1Document44 pagesModule 4-Part-1Renjin J BrightNo ratings yet
- Damage Mechanisms & Life Management of GT ComponentsDocument20 pagesDamage Mechanisms & Life Management of GT ComponentsShivam SinghNo ratings yet
- High Temperature Corrosion Failure of Super Alloy Turbine Blades PDFDocument14 pagesHigh Temperature Corrosion Failure of Super Alloy Turbine Blades PDFhengki wibowoNo ratings yet
- Self-healing Ceramic Matrix Composites: A MonographFrom EverandSelf-healing Ceramic Matrix Composites: A MonographNo ratings yet
- Module 1Document150 pagesModule 1Renjin J BrightNo ratings yet
- Module 4-Part-2Document76 pagesModule 4-Part-2Renjin J BrightNo ratings yet
- Module 4-Part-1Document44 pagesModule 4-Part-1Renjin J BrightNo ratings yet
- Module-2. High Temperature Materials Application (Gas Turbine of Jet Engine) and Nickel As Super Alloy JustificationDocument29 pagesModule-2. High Temperature Materials Application (Gas Turbine of Jet Engine) and Nickel As Super Alloy JustificationRenjin J BrightNo ratings yet
- Combined Bending and Torsion in ShaftsDocument12 pagesCombined Bending and Torsion in ShaftsRenjin J BrightNo ratings yet
- E45 Laboratory4Document7 pagesE45 Laboratory4nickNo ratings yet
- Hot Rolled Steel Sheets, Plates and Coils: Processing of MaterialDocument12 pagesHot Rolled Steel Sheets, Plates and Coils: Processing of MaterialRambo PetkovicNo ratings yet
- Tiếng Anh chuyên nghiệp cho Thiết kế và Sản xuất Khuôn mẫuDocument170 pagesTiếng Anh chuyên nghiệp cho Thiết kế và Sản xuất Khuôn mẫuHoa HồngNo ratings yet
- ExtrusionDocument81 pagesExtrusionAstha NiharikaNo ratings yet
- SA336Document10 pagesSA336ismaelarchilacastilloNo ratings yet
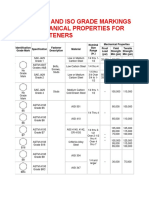
- Astm, Sae and Iso Grade Markings and Mechanical Properties For Steel FastenersDocument6 pagesAstm, Sae and Iso Grade Markings and Mechanical Properties For Steel FastenersCarlos Nina OchoaNo ratings yet
- Cold Working Hot Working Q A For StudentsDocument4 pagesCold Working Hot Working Q A For StudentsRavinder Antil100% (2)
- Chem181 m2 Experiment5 AbapoDocument9 pagesChem181 m2 Experiment5 AbapoRyan Angelo AbapoNo ratings yet
- Weight CalculatorDocument20 pagesWeight Calculatorrlnjay2003No ratings yet
- Fisa Tehnica Robinet Fluture Cu Disc Fonta VAESKEDocument1 pageFisa Tehnica Robinet Fluture Cu Disc Fonta VAESKEVasi ChiriacNo ratings yet
- Tensile Properties Analysis of Aluminium-Magnesium Alloys Produced by Modified Stir Casting MethodDocument3 pagesTensile Properties Analysis of Aluminium-Magnesium Alloys Produced by Modified Stir Casting MethodijsretNo ratings yet
- MSS SP-55 (Quality Standard For Steel Casting Valve, Flange, Fitting, Etc.Document23 pagesMSS SP-55 (Quality Standard For Steel Casting Valve, Flange, Fitting, Etc.Muhammad RizkiNo ratings yet
- CHEM21 CB 02 Analyze Data Explore IWSDocument3 pagesCHEM21 CB 02 Analyze Data Explore IWS4v24No ratings yet
- Zinc Bath Management On Continuous Hot-Dip Galvanizing LinesDocument9 pagesZinc Bath Management On Continuous Hot-Dip Galvanizing LineskhurshedlakhoNo ratings yet
- Astm A 564Document7 pagesAstm A 564GeorgeAzmirNo ratings yet
- Laser Peening-A Processing Tool To Strengthen Metals or AlloysDocument11 pagesLaser Peening-A Processing Tool To Strengthen Metals or AlloysAB CabralNo ratings yet
- Enter Data:: MM M Weld Size (Leg) Unit Weld LengthDocument8 pagesEnter Data:: MM M Weld Size (Leg) Unit Weld LengthBassamOmarFarghlNo ratings yet
- Bearing For Special Enviroment - enDocument19 pagesBearing For Special Enviroment - enصالح سميرNo ratings yet
- Sponge Iron PlantDocument4 pagesSponge Iron PlantÞâwán ĴōśhıNo ratings yet
- Steelmasters Torque TableDocument6 pagesSteelmasters Torque TableIbrahim SaidNo ratings yet
- 9 2 2Document2 pages9 2 2123No ratings yet
- Metals and Non-Metals Class 10 Notes Science Chapter 3Document3 pagesMetals and Non-Metals Class 10 Notes Science Chapter 3samNo ratings yet
- 430 Data SheetDocument2 pages430 Data SheetweiyaNo ratings yet
- Upgrading of Laterite OresDocument9 pagesUpgrading of Laterite OresDavid SanchezNo ratings yet
- FQA Registry PDFDocument116 pagesFQA Registry PDFsattar12345No ratings yet
- Is-903 Couplings, Branch Pipe, NozzlesDocument13 pagesIs-903 Couplings, Branch Pipe, NozzlesCharls JamesNo ratings yet
- Erdemir Product Catalogue 2017Document334 pagesErdemir Product Catalogue 2017Burak Kececi0% (1)
- Chemical BlackeningDocument3 pagesChemical Blackeningdaniel_sasikumarNo ratings yet