Download as pdf or txt
You might also like
- CA 02 Atoms and IonsDocument2 pagesCA 02 Atoms and IonsJohn Mark AustriaNo ratings yet
- Mster CTLG RNLD JffreyDocument84 pagesMster CTLG RNLD JffreyCIM VLPSONo ratings yet
- SL-T - Nour ShamsahDocument12 pagesSL-T - Nour ShamsahPRATEEK SHARMANo ratings yet
- SL-T - Laila AlsayeghDocument8 pagesSL-T - Laila AlsayeghPRATEEK SHARMANo ratings yet
- HY-8 Culvert Analysis ReportDocument10 pagesHY-8 Culvert Analysis ReportJuan AyalaNo ratings yet
- HY8 ReportDocument10 pagesHY8 ReportSoro PenoNo ratings yet
- SL-T - Mariam Bin NajiDocument14 pagesSL-T - Mariam Bin NajiPRATEEK SHARMANo ratings yet
- Fundamental in It: Report AssignmentDocument9 pagesFundamental in It: Report AssignmentLê Tấn Trọng (FGW DN)No ratings yet
- M.TECH-CASAD (BATCH-2019/20) Experimental Techniques in Structural Engineering (3Cl1202)Document6 pagesM.TECH-CASAD (BATCH-2019/20) Experimental Techniques in Structural Engineering (3Cl1202)bhavik modiNo ratings yet
- HidrometerDocument9 pagesHidrometerMeliana NovaaNo ratings yet
- Anexo 4 Hy8report Coveñas Sabaneta 4Document254 pagesAnexo 4 Hy8report Coveñas Sabaneta 4Helbert NavarreteNo ratings yet
- Laporan Kalibrasi Calliper LatihanDocument24 pagesLaporan Kalibrasi Calliper LatihanMuhammad BurhanuddinNo ratings yet
- Smartchem Gopalpur - Report - ILPLT - TP-2 - DT 07.11.2022 SubmissionDocument11 pagesSmartchem Gopalpur - Report - ILPLT - TP-2 - DT 07.11.2022 Submissionram.deshpandeNo ratings yet
- HY-8 Culvert Analysis Report: Crossing Discharge DataDocument9 pagesHY-8 Culvert Analysis Report: Crossing Discharge DataCarlosNo ratings yet
- HY-8 Culvert Analysis ReportDocument9 pagesHY-8 Culvert Analysis ReportangellxNo ratings yet
- PLT - Din 18134Document4 pagesPLT - Din 18134Mohamed BarakatNo ratings yet
- HY8Report - ALCANTARILLA TRIPLE 1.5Document8 pagesHY8Report - ALCANTARILLA TRIPLE 1.5IVAN ANDRES VELANDIA ACEVEDONo ratings yet
- System Simulation Lab RashmiDocument19 pagesSystem Simulation Lab RashmiRashmi RanjanNo ratings yet
- SL-T - Sanarya DashtiDocument16 pagesSL-T - Sanarya DashtiPRATEEK SHARMANo ratings yet
- Consolidacion Civil FinalDocument30 pagesConsolidacion Civil FinalPacheco Diaz JorvisNo ratings yet
- HY-8 Culvert Analysis Report: Crossing Discharge DataDocument9 pagesHY-8 Culvert Analysis Report: Crossing Discharge DatajoselarNo ratings yet
- Lab 2 WriteupDocument8 pagesLab 2 Writeupapi-702743009No ratings yet
- CVNG 2005 - Mechanics of Fluids Ii - Experiment 2: Broad Crested WeirDocument14 pagesCVNG 2005 - Mechanics of Fluids Ii - Experiment 2: Broad Crested WeirKirk Woo Chong100% (1)
- HY-8 Culvert Analysis ReportDocument8 pagesHY-8 Culvert Analysis Reportferdash4444No ratings yet
- HY-8 Culvert Analysis Report: Crossing Discharge DataDocument9 pagesHY-8 Culvert Analysis Report: Crossing Discharge Datajorge monteroNo ratings yet
- Unconfined Compression TestDocument8 pagesUnconfined Compression TestYogesh NautiyalNo ratings yet
- Consolidation Test: Sample Initial ConditionDocument4 pagesConsolidation Test: Sample Initial Conditionsetiawan andiNo ratings yet
- Exp 1 UnitDocument22 pagesExp 1 UnitSadia HasanNo ratings yet
- 3095 DatasheetDocument2 pages3095 DatasheetDuongthithuydungNo ratings yet
- Syauqi - Nano Silika - Sampel 5 - 1273.nsz Measurement ResultsDocument3 pagesSyauqi - Nano Silika - Sampel 5 - 1273.nsz Measurement ResultsAhmad FarhanNo ratings yet
- Lab Report (Moment Influence Line)Document7 pagesLab Report (Moment Influence Line)Mohd ZolfiqarNo ratings yet
- Cable Sizing With Voltge Drop CalclulationDocument84 pagesCable Sizing With Voltge Drop CalclulationtajudeenNo ratings yet
- 太平洋 電子器具用線 (UL1007)Document1 page太平洋 電子器具用線 (UL1007)karlNo ratings yet
- National Highways Authority of India: DIRECT SHEAR TEST (IS 2720 Part-13: 2009)Document2 pagesNational Highways Authority of India: DIRECT SHEAR TEST (IS 2720 Part-13: 2009)DeepakNo ratings yet
- Quality Assurance: QP 7.2 S03 Form 7 Capability of Measurement Processes Procedure 2 程序2 (Gauge R&R)Document20 pagesQuality Assurance: QP 7.2 S03 Form 7 Capability of Measurement Processes Procedure 2 程序2 (Gauge R&R)cong daNo ratings yet
- SL-T - Sanarya DashtiDocument15 pagesSL-T - Sanarya DashtiPRATEEK SHARMANo ratings yet
- Precast Concrete Block Egg-Shaped Drain (Pcbesd) : SY PerundingDocument4 pagesPrecast Concrete Block Egg-Shaped Drain (Pcbesd) : SY PerundingGan Chin PhangNo ratings yet
- Precast Concrete Block Egg-Shaped Drain (Pcbesd) : SY PerundingDocument4 pagesPrecast Concrete Block Egg-Shaped Drain (Pcbesd) : SY PerundingGan Chin PhangNo ratings yet
- Physics Student Experiment: ABRAHAM, Aneeta (Aabra64) Year 11 PhysicsDocument14 pagesPhysics Student Experiment: ABRAHAM, Aneeta (Aabra64) Year 11 PhysicsAneeta ann abrahamNo ratings yet
- 5 MacDocument3 pages5 Macaffanq29No ratings yet
- Diodo Regulador de CorrienteDocument6 pagesDiodo Regulador de CorrienteHector Jose Murillo CordobaNo ratings yet
- SEMI S22 허용 전류량Document2 pagesSEMI S22 허용 전류량vankhoi.bg3No ratings yet
- Hydrometer - Lot-2, Chancho, 1.50Document1 pageHydrometer - Lot-2, Chancho, 1.50ALEX BNo ratings yet
- DATADocument9 pagesDATAArifah HamidunNo ratings yet
- Hydrometer - Lot-2, Chancho, 2.70Document1 pageHydrometer - Lot-2, Chancho, 2.70ALEX BNo ratings yet
- Pf1 Res RevisedDocument4 pagesPf1 Res RevisedFed ValdezNo ratings yet
- Creep-Test-Complete of 1045 Stell-Threaded SpecimenDocument12 pagesCreep-Test-Complete of 1045 Stell-Threaded SpecimenUSMANNo ratings yet
- Egg Shape - 305mm - Rubble Wall 970707Document4 pagesEgg Shape - 305mm - Rubble Wall 970707Gan Chin PhangNo ratings yet
- Precast Concrete Block Egg-Shaped Drain (Pcbesd) : SY PerundingDocument4 pagesPrecast Concrete Block Egg-Shaped Drain (Pcbesd) : SY PerundingGan Chin PhangNo ratings yet
- Tensile Test Lab ReportDocument5 pagesTensile Test Lab ReportLudik CarvalhoNo ratings yet
- 6.0 Results and Calculations Specimen No.: 1 Loading: 1.75 KGDocument8 pages6.0 Results and Calculations Specimen No.: 1 Loading: 1.75 KGPriyaa Tharasini A/p MurugiahNo ratings yet
- Temperature Dependence of Viscosity of Ethylene Glycol: Application NoteDocument3 pagesTemperature Dependence of Viscosity of Ethylene Glycol: Application NotepintaratNo ratings yet
- Michelson Interferometer Experiment 1 Michelson InterferometerDocument6 pagesMichelson Interferometer Experiment 1 Michelson InterferometerSuman Dutta100% (1)
- Table - 8 Conductor PropertiesDocument1 pageTable - 8 Conductor PropertiesMichael DarmstaedterNo ratings yet
- Modelo de Reporte en Sofware Hy8Document8 pagesModelo de Reporte en Sofware Hy8William LuceroNo ratings yet
- PART B: Measure Voltage and Current in Circuit ObjectivesDocument3 pagesPART B: Measure Voltage and Current in Circuit ObjectivesYap Yu XuanNo ratings yet
- Table 8 Conductor Properties: Chapter 9 - TablesDocument1 pageTable 8 Conductor Properties: Chapter 9 - Tablesknucless1No ratings yet
- SAMOSTALNIDocument5 pagesSAMOSTALNIsomebody.else2580No ratings yet
- San Ace 120gv25 eDocument4 pagesSan Ace 120gv25 eRodrigo GonçalvesNo ratings yet
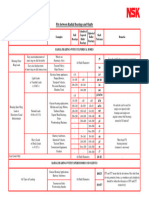
- Fits Between Radial Bearings and ShaftsDocument1 pageFits Between Radial Bearings and Shaftsmohamed bakryNo ratings yet
- Mounting of Double Row Self-Aligning Ball BearingsDocument1 pageMounting of Double Row Self-Aligning Ball Bearingsmohamed bakryNo ratings yet
- G - SG NSK Mounting & Dismounting HO 6Document12 pagesG - SG NSK Mounting & Dismounting HO 6mohamed bakryNo ratings yet
- H - SG NSK Handling & StorageHO 6Document3 pagesH - SG NSK Handling & StorageHO 6mohamed bakryNo ratings yet
- CamScanner 09-12-2020 21.17.25Document5 pagesCamScanner 09-12-2020 21.17.25mohamed bakryNo ratings yet
- Hydraulic JacksDocument2 pagesHydraulic Jacksmohamed bakryNo ratings yet
- B - SG NSK Bearing Designation HO 6Document3 pagesB - SG NSK Bearing Designation HO 6mohamed bakryNo ratings yet
- Mash Clutch SparesDocument6 pagesMash Clutch Sparesmohamed bakryNo ratings yet
- ModificationDocument1 pageModificationmohamed bakryNo ratings yet
- SPOHN & BURKARDT Rotary Switch NS00Document5 pagesSPOHN & BURKARDT Rotary Switch NS00mohamed bakryNo ratings yet
- لائحة البدلاتDocument37 pagesلائحة البدلاتmohamed bakryNo ratings yet
- UntitledDocument9 pagesUntitledmohamed bakryNo ratings yet
- Checks For New Motor ShaftDocument1 pageChecks For New Motor Shaftmohamed bakryNo ratings yet
- Maintenance ProgramDocument40 pagesMaintenance Programmohamed bakry100% (1)
- Spiral BoruDocument2 pagesSpiral Borumohamed bakryNo ratings yet
- E04b Technical ManualDocument25 pagesE04b Technical Manualmohamed bakryNo ratings yet
- Kopilya 8x80mmDocument2 pagesKopilya 8x80mmmohamed bakryNo ratings yet
- GA-55 MaintenanceDocument1 pageGA-55 Maintenancemohamed bakryNo ratings yet
- P07 Technical ManualDocument42 pagesP07 Technical Manualmohamed bakryNo ratings yet
- K62 Technical ManualDocument40 pagesK62 Technical Manualmohamed bakryNo ratings yet
- Generator MaintenanceDocument2 pagesGenerator Maintenancemohamed bakryNo ratings yet
- Mixing of Ams 3025 Type IDocument3 pagesMixing of Ams 3025 Type ISatinder BhatiaNo ratings yet
- Si 5699-EnDocument3 pagesSi 5699-EnWahyu Riz AmblakadarrNo ratings yet
- Tube Forming Processes A Comprehensive Guide (Greg G. Miller)Document378 pagesTube Forming Processes A Comprehensive Guide (Greg G. Miller)An NguyenNo ratings yet
- Chromium Steel Rolls: Hitachi Metals America, LTDDocument2 pagesChromium Steel Rolls: Hitachi Metals America, LTDHariNo ratings yet
- Laporan Acara 2 SaintanDocument4 pagesLaporan Acara 2 Saintan1C084M.WafiKamilNo ratings yet
- A Presentation On Fibre Identification Test and YarnDocument22 pagesA Presentation On Fibre Identification Test and YarnSMJV AATLNo ratings yet
- Tension Test of Low Carbon Steel CompleteDocument7 pagesTension Test of Low Carbon Steel CompleteUsman ishaqNo ratings yet
- Watts Radiant SubRay BrochureDocument2 pagesWatts Radiant SubRay Brochuree-ComfortUSANo ratings yet
- Proceedings of Stcce 2021: Nikolai Vatin EditorDocument394 pagesProceedings of Stcce 2021: Nikolai Vatin Editorzhang hanjieNo ratings yet
- Content: Load Calculations Design of Transverse Seismic Arresters Design of Longitudinal Seismic Arresters 2.0 3.0 1.0Document11 pagesContent: Load Calculations Design of Transverse Seismic Arresters Design of Longitudinal Seismic Arresters 2.0 3.0 1.0vraj ShahNo ratings yet
- Tutorial CorrosionDocument2 pagesTutorial CorrosionSana chaudharyNo ratings yet
- Literature Review Chapter 2 PSM 1Document15 pagesLiterature Review Chapter 2 PSM 1Muhammad AzmiNo ratings yet
- Disassembly RoHSWEEE FPS 48V Basic 1U2R (E - 2129976 - 1 - 3) - 1Document2 pagesDisassembly RoHSWEEE FPS 48V Basic 1U2R (E - 2129976 - 1 - 3) - 1v9rbqae9d7fg0wNo ratings yet
- Ficha Tecnica Mixer 60.PDF 01-Mail-Anexos Respuestas Internas - No. 9-2023-070255 - Nis 2023-02-5556Document3 pagesFicha Tecnica Mixer 60.PDF 01-Mail-Anexos Respuestas Internas - No. 9-2023-070255 - Nis 2023-02-5556proyectosNo ratings yet
- EXTALKDocument1 pageEXTALKTekinit SolutionsNo ratings yet
- Project On Partial Replacement of Cement With Marble PowderDocument8 pagesProject On Partial Replacement of Cement With Marble PowderYu Paing HanNo ratings yet
- Astm C 76 - 99Document11 pagesAstm C 76 - 99LNo ratings yet
- MCQ in Philippine Electrical Code PEC Part 1 REE Board ExamDocument19 pagesMCQ in Philippine Electrical Code PEC Part 1 REE Board ExamManuel DizonNo ratings yet
- Boronizing AVIONDocument37 pagesBoronizing AVIONManwi Khandelwal100% (1)
- Properties of Reinforced Concrete BeamDocument22 pagesProperties of Reinforced Concrete BeamDenise CastilloNo ratings yet
- Arlon 55NT PCB Laminate Identification & FunctionalityDocument5 pagesArlon 55NT PCB Laminate Identification & FunctionalityjackNo ratings yet
- D3171-15 Matrix Burn OffDocument11 pagesD3171-15 Matrix Burn OffadiNo ratings yet
- Articulo 2 - 2021Document13 pagesArticulo 2 - 2021Alberto Vásquez DiazNo ratings yet
- PP 1105SC 20230627Document2 pagesPP 1105SC 20230627phanplastic299No ratings yet
- Sika® Microcrete-2000: Product Data SheetDocument3 pagesSika® Microcrete-2000: Product Data SheetAmir Syazwan Bin MohamadNo ratings yet
- Hong CitihardwareDocument8 pagesHong CitihardwareNilve PantuaNo ratings yet
- Impact Test Behavior of Aluminum Alloys Welded Joints: Experimental and Numerical AnalysisDocument16 pagesImpact Test Behavior of Aluminum Alloys Welded Joints: Experimental and Numerical AnalysisMKM OfficialNo ratings yet
- Deformation and Fracture of PolymersDocument18 pagesDeformation and Fracture of Polymersirma noviyantiNo ratings yet
- Jacketing and Collars For Concrete Column Beam Strengthening PDFDocument8 pagesJacketing and Collars For Concrete Column Beam Strengthening PDFsp thipathiNo ratings yet