Download as xlsx, pdf, or txt
You might also like
- Tub Mill Fist Piece & Inprocess Inspection ReportDocument1 pageTub Mill Fist Piece & Inprocess Inspection ReportZeeshan PathanNo ratings yet
- Welding and Time StudyDocument60 pagesWelding and Time StudyShanky Kumar50% (2)
- COUNTER MEASURE of Customer ComplaintDocument2 pagesCOUNTER MEASURE of Customer Complaintpreetam kumarNo ratings yet
- 222Document24 pages222Houman Hatamian100% (1)
- CastingDocument19 pagesCastingMohd SyafiqNo ratings yet
- OGIHARA CFixture Standards-5 11 2012 PDFDocument83 pagesOGIHARA CFixture Standards-5 11 2012 PDFwulfgang66No ratings yet
- 2K Clear Coat / Top Coat Basecoat Primer Substrate Treatement SubstrateDocument51 pages2K Clear Coat / Top Coat Basecoat Primer Substrate Treatement SubstrateVenkatesanNo ratings yet
- Assembly Line BalancingDocument11 pagesAssembly Line BalancingAyush SinghNo ratings yet
- Technical Delivery Condition: %C %MN %S %P %si %ni MIN MAX 0.23 1.50 0.045 0.045 0.40 0.42Document1 pageTechnical Delivery Condition: %C %MN %S %P %si %ni MIN MAX 0.23 1.50 0.045 0.045 0.40 0.42muthuselvanNo ratings yet
- FMEA Machine Shop As On 31-10-2022Document1 pageFMEA Machine Shop As On 31-10-2022raghbirNo ratings yet
- Pcba Process Manual: Manual WHQ-SQD - Man003 Rev.7 Effective From: ReleasedDocument40 pagesPcba Process Manual: Manual WHQ-SQD - Man003 Rev.7 Effective From: ReleasedTuan Hung NguyenNo ratings yet
- GOM Software en RevADocument16 pagesGOM Software en RevAddd100% (1)
- Welding Jig Assessment SheetDocument2 pagesWelding Jig Assessment SheetRahul Anand100% (1)
- Set Up ApprovalDocument8 pagesSet Up ApprovalSuraj RawatNo ratings yet
- Check Sheet and Declaration For Water LoggingDocument4 pagesCheck Sheet and Declaration For Water LoggingDhananjay PatilNo ratings yet
- Va VeDocument5 pagesVa VePranayteja.G gottipamulaNo ratings yet
- WCSQ JourneyDocument28 pagesWCSQ JourneyAmit Kumar SinghNo ratings yet
- Sigma Forging & Forming PVT LTD.,: First Off Middle Off Last OffDocument2 pagesSigma Forging & Forming PVT LTD.,: First Off Middle Off Last OffRaja Durai100% (1)
- Causes & Preventation of Defects (Burr) in Sheet Metal Component PDFDocument5 pagesCauses & Preventation of Defects (Burr) in Sheet Metal Component PDFMajad RazakNo ratings yet
- Fmea Machining Rev 01Document12 pagesFmea Machining Rev 01Suraj RawatNo ratings yet
- Grafica XRDocument1 pageGrafica XRAlfonso CruzNo ratings yet
- Rohtas Fasteners Pvt. LTD.: Defect Matrix-Bolt Cylinder Head SR. Ok Part Defect Reject Part ImageDocument4 pagesRohtas Fasteners Pvt. LTD.: Defect Matrix-Bolt Cylinder Head SR. Ok Part Defect Reject Part ImageVandana MehraNo ratings yet
- Gauge Validation ReportDocument71 pagesGauge Validation ReportPreetam GiteNo ratings yet
- Education & Training Guidance Manual PDFDocument133 pagesEducation & Training Guidance Manual PDFKESHAVA PRASAD SNo ratings yet
- Plan de Surveillance Pièce PlastiqueDocument2 pagesPlan de Surveillance Pièce PlastiqueFida GhanmiNo ratings yet
- Collar Nut Defect MatrixDocument2 pagesCollar Nut Defect MatrixRohtash fastnerNo ratings yet
- MSA FormatDocument4 pagesMSA FormatSaurabh PhandNo ratings yet
- Control of Design MTD-QSP-08 REV 1.0 - 27-08-06Document9 pagesControl of Design MTD-QSP-08 REV 1.0 - 27-08-06vinothNo ratings yet
- Hindustan Hydraulics EHPsh25 PDFDocument4 pagesHindustan Hydraulics EHPsh25 PDFshyam_ink50% (2)
- Dis 6 W 2 HDocument14 pagesDis 6 W 2 HBalachandar SathananthanNo ratings yet
- Saving by New Press ToolsDocument6 pagesSaving by New Press ToolsAnuj MandloiNo ratings yet
- Productivity April 151Document1 pageProductivity April 151azadNo ratings yet
- YIZUMI RIM Catalogue EN Version 20200804-11Document30 pagesYIZUMI RIM Catalogue EN Version 20200804-11André MorenoNo ratings yet
- Xfmea Report Sample - Process FMEA: in Addition To This Summary, This Report Includes The Following FormsDocument8 pagesXfmea Report Sample - Process FMEA: in Addition To This Summary, This Report Includes The Following Formssenzo scholar100% (1)
- 6W2H For Side Wrinkles MY17 - RearDocument4 pages6W2H For Side Wrinkles MY17 - RearVishvendra Pratap SinghNo ratings yet
- IPC-TM-650 Test Methods ManualDocument4 pagesIPC-TM-650 Test Methods ManualSSmyLoginNo ratings yet
- Dispatch PlaningDocument6 pagesDispatch Planingkiran vkNo ratings yet
- Layout ChecklistDocument2 pagesLayout Checklistvmohapatra8100% (1)
- Process Problem Inspection SheetsDocument42 pagesProcess Problem Inspection SheetsArnab SinhaNo ratings yet
- MACE - Formats - 008 - TGR & TGWDocument2 pagesMACE - Formats - 008 - TGR & TGWMohit KaushikNo ratings yet
- NJE Tech Korea - ProfileDocument31 pagesNJE Tech Korea - ProfileAhmadzeb MianNo ratings yet
- Assembly LinesDocument34 pagesAssembly LineshabtamuNo ratings yet
- Hot Chemical TestDocument3 pagesHot Chemical TestUSBid Inc.No ratings yet
- AIS-004 (Part 3) Rev. 1Document162 pagesAIS-004 (Part 3) Rev. 1Hitwik SinghNo ratings yet
- Augmentix: Gage Repeatability & ReproducibilityDocument4 pagesAugmentix: Gage Repeatability & Reproducibilityvijay410No ratings yet
- Updates Dec09 AIAG FMEA-Ranking-TablesDocument3 pagesUpdates Dec09 AIAG FMEA-Ranking-TablesSuresh Velu100% (1)
- A Detailed Study On Process Failure Mode and Effect-Turret PunchingDocument12 pagesA Detailed Study On Process Failure Mode and Effect-Turret PunchingQuality DepartmentNo ratings yet
- 1 - What Is ASES, 2 - Explanation of The QuestionnaireDocument50 pages1 - What Is ASES, 2 - Explanation of The QuestionnaireCarlos AguilarNo ratings yet
- QAP K-HouseDocument4 pagesQAP K-HouseAbhinash TamangNo ratings yet
- Supplier Quality ManualDocument32 pagesSupplier Quality ManualEliane CostaNo ratings yet
- SscafDocument111 pagesSscafgabyroiceNo ratings yet
- CPK & PPK Calculator V4.1aDocument9 pagesCPK & PPK Calculator V4.1aE-Games E-GamesNo ratings yet
- CNC HMC Acc CheckDocument2 pagesCNC HMC Acc CheckKalees WaranNo ratings yet
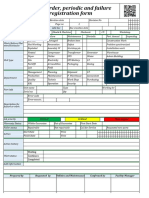
- Work Order, Periodic and Failure Registration Form: Workshop JobDocument2 pagesWork Order, Periodic and Failure Registration Form: Workshop JobKorkusuz KorkusuzNo ratings yet
- Contoh Painting ReportDocument1 pageContoh Painting ReportYudha Andrie Sasi ZenNo ratings yet
- Receipt Inspection Report: Checked As Per Plan and Found SatisfactoryDocument2 pagesReceipt Inspection Report: Checked As Per Plan and Found Satisfactorysanjayprakash1979No ratings yet
- Bis-Dk-Ut 1152 - 1200-24-VC01Document6 pagesBis-Dk-Ut 1152 - 1200-24-VC01TomasPavlovicNo ratings yet
- 9.BMW - Check List Nghiem Thu Chat Luong Lan Can - EngDocument2 pages9.BMW - Check List Nghiem Thu Chat Luong Lan Can - EngPhong Ky Thuat Thi CongNo ratings yet
- Checklist & QAP Fabrication, Painting of Steel GirderDocument19 pagesChecklist & QAP Fabrication, Painting of Steel GirderSse SteelNo ratings yet
- 518 - Level Switch - Side Mounted - 0Document3 pages518 - Level Switch - Side Mounted - 0Nikhil KarkeraNo ratings yet
- MCF c023 1861 50 Cleat Plate Powerstone IrDocument1 pageMCF c023 1861 50 Cleat Plate Powerstone IrIveel PurevdorjNo ratings yet
- BS 2484Document15 pagesBS 2484Džoš FrešNo ratings yet
- TDS Weatherguard Ultra XDocument3 pagesTDS Weatherguard Ultra Xambathalewp0% (1)
- 130cutting Data Manual Smart Focus 130+FC-300+PerCut2000 2016-01-15Document28 pages130cutting Data Manual Smart Focus 130+FC-300+PerCut2000 2016-01-15peswanipgNo ratings yet
- Howco Global BrochureDocument10 pagesHowco Global BrochureKilonboNo ratings yet
- Extrusion Moulding PDFDocument3 pagesExtrusion Moulding PDFPro.MechanicNo ratings yet
- Thermite Welding PDFDocument4 pagesThermite Welding PDFAmiableimpexNo ratings yet
- Spec BD e 2014 PDFDocument41 pagesSpec BD e 2014 PDFChienNo ratings yet
- Iron Ore Processing 2009 PDFDocument41 pagesIron Ore Processing 2009 PDFglz1100% (2)
- Diesel Components DCRS300260 Installation Guide EnglishDocument20 pagesDiesel Components DCRS300260 Installation Guide Englishaj4717518No ratings yet
- Manufacturing Technology LAB: Practical FileDocument34 pagesManufacturing Technology LAB: Practical FileShuktika SrivastavaNo ratings yet
- List of Coatings Standards For The Oil and Gas IndustryDocument13 pagesList of Coatings Standards For The Oil and Gas IndustryBernie Simcs100% (1)
- Attach 4Document6 pagesAttach 4akbarmulangathNo ratings yet
- Method Statement PlasterDocument3 pagesMethod Statement PlasterArif SyazmiNo ratings yet
- Ma Nu Fact Paint CoatDocument2 pagesMa Nu Fact Paint CoatAmarjeet SandhuNo ratings yet
- Sttype ABDocument1 pageSttype ABSean YangNo ratings yet
- Fema 484 Part 2Document75 pagesFema 484 Part 2וויסאם חטארNo ratings yet
- Types of FlamesDocument4 pagesTypes of FlamesChimwemwe KaongaNo ratings yet
- محاضرة 8 استكمال الابارDocument30 pagesمحاضرة 8 استكمال الابارSherif MohammedNo ratings yet
- Durepox 2K Primer TDSDocument4 pagesDurepox 2K Primer TDSOswaldo Manuel Ramirez MarinNo ratings yet
- I Rod Catalog 2024 - Us - v1Document20 pagesI Rod Catalog 2024 - Us - v1Ernest Felix OlesitoniNo ratings yet
- Guide For The Gas Shielded Arc Welding of Aluminum and Aluminum Alloy PipeDocument38 pagesGuide For The Gas Shielded Arc Welding of Aluminum and Aluminum Alloy PipeCGRRNo ratings yet
- TDS Container FoilDocument2 pagesTDS Container FoilVova TripolskyNo ratings yet
- Amerlock 2Document3 pagesAmerlock 2Justan MendezNo ratings yet
- Welding Defects To DIN 8524Document31 pagesWelding Defects To DIN 8524Leduc HanhNo ratings yet
- Thioflex 600 Pouring Grade TDSDocument3 pagesThioflex 600 Pouring Grade TDSAhmed NacherNo ratings yet
- A 755 - A 755M - 15Document6 pagesA 755 - A 755M - 15arabsniperNo ratings yet
- 13 - Robert Wilson - CSIRO, AustraliaDocument24 pages13 - Robert Wilson - CSIRO, AustraliaNut AssanaiNo ratings yet
- Ductile-Iron Pressure Pipe: Standard Index of Specifications ForDocument2 pagesDuctile-Iron Pressure Pipe: Standard Index of Specifications ForAnderson TadeuNo ratings yet
- Table 1-1. Availability of Shapes, Plates, and Bars According To ASTM Structural Steel SpecificationsDocument1 pageTable 1-1. Availability of Shapes, Plates, and Bars According To ASTM Structural Steel SpecificationsGerardo Mendoza RicaudNo ratings yet