Download as xlsx, pdf, or txt
You might also like
- Business Statistics by (S P Gupta)Document745 pagesBusiness Statistics by (S P Gupta)nexusvon83% (224)
- AMS 2418 H Copper PlatingDocument8 pagesAMS 2418 H Copper PlatingJesse Krebs67% (3)
- Rubber Lining ProcedureDocument38 pagesRubber Lining ProcedureKumar Jbs83% (18)
- RWS - MOD2 - PROPERTIES OF A WELL-WRITTEN TEXT - v2Document35 pagesRWS - MOD2 - PROPERTIES OF A WELL-WRITTEN TEXT - v2Berna Joy Corpuz62% (26)
- LE Sson Plan For Mapeh-7: Topic: Reference: MaterialsDocument3 pagesLE Sson Plan For Mapeh-7: Topic: Reference: MaterialsEugene MorenoNo ratings yet
- SOP (Standard Operating Procedure) "WELDING PROCESS": Shoes Hand Glows GogglesDocument3 pagesSOP (Standard Operating Procedure) "WELDING PROCESS": Shoes Hand Glows GogglesMagesh Waran100% (1)
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- ICoTA Canada 2010 PresentationDocument33 pagesICoTA Canada 2010 PresentationMahesh sinhaNo ratings yet
- QC - 08 PTCDocument5 pagesQC - 08 PTCmahendraNo ratings yet
- Procedure Manual: Forged Valve ProductionDocument12 pagesProcedure Manual: Forged Valve ProductionJaison JoseNo ratings yet
- Wimpey - Wacg-22-222-5Document6 pagesWimpey - Wacg-22-222-5jaas jawadNo ratings yet
- Surface Vehicle Standard: Rev. JUN1998Document45 pagesSurface Vehicle Standard: Rev. JUN1998Sandeep Goud ChatlaNo ratings yet
- RT Procedure Asme 2001Document14 pagesRT Procedure Asme 2001கோகுல் இராNo ratings yet
- B587-000-06-41-PLS-03 - Rev 0Document14 pagesB587-000-06-41-PLS-03 - Rev 0SAUGAT DUTTANo ratings yet
- Manual For Fusion Welding of Rails by The Alumino-Thermic ProcessDocument49 pagesManual For Fusion Welding of Rails by The Alumino-Thermic ProcesskrischaeverNo ratings yet
- TAC-F - v1.1-OmegaAir - EngDocument12 pagesTAC-F - v1.1-OmegaAir - EngMột Lằn QuangNo ratings yet
- Pipe Specimen For Aut Calibration Selection Thickness Survey & Laminations Checks Rev c1.Document12 pagesPipe Specimen For Aut Calibration Selection Thickness Survey & Laminations Checks Rev c1.EdAlmNo ratings yet
- A2LA 1101 01 Valid To February 28 2017Document4 pagesA2LA 1101 01 Valid To February 28 2017QA LAB ISMNo ratings yet
- Irst 19 2012Document65 pagesIrst 19 2012krischaever100% (1)
- Annexure To SOW 3 STD Specification For Welding and NDT PipingDocument15 pagesAnnexure To SOW 3 STD Specification For Welding and NDT PipingASHISH GORDENo ratings yet
- MQP 2Document10 pagesMQP 2prithvirajd20No ratings yet
- Special Requirements For Hydrogen Service ValvesDocument2 pagesSpecial Requirements For Hydrogen Service ValvesTauqueerAhmadNo ratings yet
- Honing Procedure: Doc. No.: - Job No.: 26071Document10 pagesHoning Procedure: Doc. No.: - Job No.: 26071Muhammad GaneshaNo ratings yet
- Mabruk Phase 4 Project: Procedure For Welded Joints of Process and Utility PipeworkDocument38 pagesMabruk Phase 4 Project: Procedure For Welded Joints of Process and Utility PipeworkJabel Oil Services Technical DPTNo ratings yet
- Nde Manual Nov 2010Document186 pagesNde Manual Nov 2010Navneet Singh100% (4)
- NF M 87 202 Egsf Collectively Screened Unarmoured LSZH CableDocument3 pagesNF M 87 202 Egsf Collectively Screened Unarmoured LSZH CableMohamed Ben MahmoudNo ratings yet
- Es PS 0614Document6 pagesEs PS 0614陳相如No ratings yet
- Surface Vehicle Recommended Practice: Rev. DEC2004Document5 pagesSurface Vehicle Recommended Practice: Rev. DEC2004Leonardo Gonçalves GomideNo ratings yet
- Fabrication Procedure DMW-4820M00250-000120-19Document8 pagesFabrication Procedure DMW-4820M00250-000120-19mohd as shahiddin jafriNo ratings yet
- Inspection and Test Plan: Rev Created by Checked by Approved by Date Issue StatusDocument18 pagesInspection and Test Plan: Rev Created by Checked by Approved by Date Issue StatusoberaiNo ratings yet
- MS-4052 Rev. HDocument4 pagesMS-4052 Rev. HGuri GuriNo ratings yet
- 6-15-0003 Rev 4Document9 pages6-15-0003 Rev 4cynideNo ratings yet
- MX551200Zincatura Passivata StandardDocument7 pagesMX551200Zincatura Passivata StandardpopoNo ratings yet
- SPC-0804.02-20.04 Rev D2 General Welding and NDE Requirements For Pressure VesselDocument15 pagesSPC-0804.02-20.04 Rev D2 General Welding and NDE Requirements For Pressure VesselPadmanabhan VenkateshNo ratings yet
- Sae J120-2002Document21 pagesSae J120-2002Marcos Rosenberg100% (1)
- WX 100Document17 pagesWX 100anon_967426204100% (1)
- 01PV0C01Document4 pages01PV0C01raobabar21No ratings yet
- 0361tq Bs 638 Orange Welding CableDocument3 pages0361tq Bs 638 Orange Welding CableAdnan KhanNo ratings yet
- Attachment I - WS-1 Rev 2Document82 pagesAttachment I - WS-1 Rev 2sendelkrNo ratings yet
- Api 579 7 PDF FreeDocument16 pagesApi 579 7 PDF FreeJacson FonsecaNo ratings yet
- SAEJ120 V 001Document21 pagesSAEJ120 V 001Marcelo ColomboNo ratings yet
- 44AC9100-000-V.02-0105-A4 - Rev B - GENERAL SPECIFICATION FOR WELDED TUBE TO TUBE SHEET JOINTDocument8 pages44AC9100-000-V.02-0105-A4 - Rev B - GENERAL SPECIFICATION FOR WELDED TUBE TO TUBE SHEET JOINTAvinash ShuklaNo ratings yet
- DDDDocument7 pagesDDDmohd as shahiddin jafriNo ratings yet
- Loctite 243™: Technical Data SheetDocument4 pagesLoctite 243™: Technical Data SheetRadu_ISNo ratings yet
- Aramco Specific Evaluations For WeldingDocument6 pagesAramco Specific Evaluations For WeldingTrived MahankaliNo ratings yet
- Tighting Torque MethodDocument6 pagesTighting Torque Methodibrahim hegazyNo ratings yet
- 0361tq Bs 638 Black Welding CableDocument3 pages0361tq Bs 638 Black Welding CableAdnan KhanNo ratings yet
- Rev 01 Mud Gas Separator of Oil ServiceDocument3 pagesRev 01 Mud Gas Separator of Oil ServiceKanti LakhankarNo ratings yet
- Procedure For WQTDocument13 pagesProcedure For WQTdevikar8umNo ratings yet
- Welder Qualification Procedure PDFDocument13 pagesWelder Qualification Procedure PDFEngineersEDGE Coimbatore0% (1)
- Sa 516 70Document4 pagesSa 516 70CK CkkouNo ratings yet
- Aa10112 1518422243Document5 pagesAa10112 1518422243johnrajraj608No ratings yet
- RTR Piping System PDFDocument8 pagesRTR Piping System PDFmohdNo ratings yet
- Inspection Report: 150 MW Dhamangaon Solar Project, MaharashtraDocument6 pagesInspection Report: 150 MW Dhamangaon Solar Project, Maharashtrakaushik21185No ratings yet
- PNSMV025Document36 pagesPNSMV025Philippe Alexandre100% (1)
- Spirapak 4033 HFM 183 VPP Uf DatasheetDocument2 pagesSpirapak 4033 HFM 183 VPP Uf DatasheetJohnNo ratings yet
- Pig Launchers Recievers PDFDocument9 pagesPig Launchers Recievers PDFgalih santosoNo ratings yet
- Piping Code ComparisonDocument7 pagesPiping Code ComparisonRenjith GopanNo ratings yet
- Chapter 10 Equipment and Casing DesignDocument129 pagesChapter 10 Equipment and Casing Designdiego isaacNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Flat Panel Display ManufacturingFrom EverandFlat Panel Display ManufacturingJun SoukNo ratings yet
- Process Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationFrom EverandProcess Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationNo ratings yet
- CR - StairDocument2 pagesCR - StairStructures ProductionNo ratings yet
- Duct Assy InspectionDocument4 pagesDuct Assy InspectionStructures ProductionNo ratings yet
- Sofa Duct Ic - 01Document1 pageSofa Duct Ic - 01Structures ProductionNo ratings yet
- IR-182 Supporting DocumentsDocument4 pagesIR-182 Supporting DocumentsStructures ProductionNo ratings yet
- Icr - 22Document1 pageIcr - 22Structures ProductionNo ratings yet
- L&T Icl - R01Document1 pageL&T Icl - R01Structures ProductionNo ratings yet
- Ir 182Document4 pagesIr 182Structures ProductionNo ratings yet
- Technical - Spec SkirtDocument25 pagesTechnical - Spec SkirtStructures ProductionNo ratings yet
- Dhiraj 5000Document1 pageDhiraj 5000Structures ProductionNo ratings yet
- Loading Unloading StatusDocument3 pagesLoading Unloading StatusStructures ProductionNo ratings yet
- Pinax Steel Industries PVT LTD: Internal Raw Material Transfer SlipDocument1 pagePinax Steel Industries PVT LTD: Internal Raw Material Transfer SlipStructures ProductionNo ratings yet
- C63 Tupl801 4001Document1 pageC63 Tupl801 4001Structures ProductionNo ratings yet
- General Fabrication NoteDocument1 pageGeneral Fabrication NoteStructures ProductionNo ratings yet
- CORE104140300032462Document2 pagesCORE104140300032462Structures ProductionNo ratings yet
- Technical Specification - 2023 04 12 13 58 37Document14 pagesTechnical Specification - 2023 04 12 13 58 37Structures ProductionNo ratings yet
- 168MTDocument3 pages168MTStructures ProductionNo ratings yet
- TPL Coc 396 - Ducts - PinaxDocument1 pageTPL Coc 396 - Ducts - PinaxStructures ProductionNo ratings yet
- Tax InvoiceDocument1 pageTax InvoiceStructures ProductionNo ratings yet
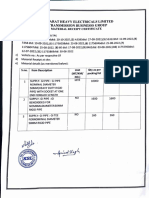
- MRC GI Pipes 6 May 2023Document2 pagesMRC GI Pipes 6 May 2023Structures ProductionNo ratings yet
- PINAX-10P125-C0005-005-F10 (F-82 To F-88) - ModelDocument1 pagePINAX-10P125-C0005-005-F10 (F-82 To F-88) - ModelStructures ProductionNo ratings yet
- PINAX-10P125-C0005-005-F11 (F-89 To F-94) - ModelDocument1 pagePINAX-10P125-C0005-005-F11 (F-89 To F-94) - ModelStructures ProductionNo ratings yet
- UntitledDocument1 pageUntitledStructures ProductionNo ratings yet
- Pinax Steel Industries Pvt. Ltd. L&T Hydrocarbon Engineering Indian Oil Corporation Limitedparadip Refinery, Odisha, India Fastners DetailsDocument1 pagePinax Steel Industries Pvt. Ltd. L&T Hydrocarbon Engineering Indian Oil Corporation Limitedparadip Refinery, Odisha, India Fastners DetailsStructures ProductionNo ratings yet
- Batch Test CertificateDocument2 pagesBatch Test CertificateStructures ProductionNo ratings yet
- NOICDocument1 pageNOICStructures ProductionNo ratings yet
- UntitledDocument1 pageUntitledStructures ProductionNo ratings yet
- Batch Test Certificate: Date: 04/01/2014 Product: SKD-S2 Batch No: 14A03 Mfd. In: Jan' 2014Document2 pagesBatch Test Certificate: Date: 04/01/2014 Product: SKD-S2 Batch No: 14A03 Mfd. In: Jan' 2014Structures ProductionNo ratings yet
- Batch Test CertificateDocument1 pageBatch Test CertificateStructures ProductionNo ratings yet
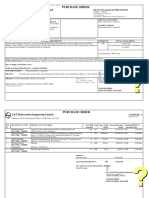
- Purchase Order: L&T Hydrocarbon Engineering LimitedDocument8 pagesPurchase Order: L&T Hydrocarbon Engineering LimitedStructures ProductionNo ratings yet
- 03 MAIN GATE PLAN & DETAIL R1-ModelDocument1 page03 MAIN GATE PLAN & DETAIL R1-ModelStructures ProductionNo ratings yet
- Individual Inventory FormDocument3 pagesIndividual Inventory Formshiela mae ucangNo ratings yet
- Especificacion y Manual Equipo HCBT-01 - C-13Document86 pagesEspecificacion y Manual Equipo HCBT-01 - C-13Anthony kalevi MiravalNo ratings yet
- IME 2023 BrochureDocument12 pagesIME 2023 BrochureAxk QueryNo ratings yet
- Factors Contributing To Drug Abuse Among The Youth in Kenya, A Case of Bamburi Location, MombasaDocument10 pagesFactors Contributing To Drug Abuse Among The Youth in Kenya, A Case of Bamburi Location, MombasaKasundu BoscoNo ratings yet
- 09-24-16 EditionDocument32 pages09-24-16 EditionSan Mateo Daily JournalNo ratings yet
- Sustainable Design IntroductionDocument41 pagesSustainable Design IntroductionEMMA GRACE LANCHINEBRENo ratings yet
- Encoder Speed MeasurementDocument8 pagesEncoder Speed MeasurementCaio SierraNo ratings yet
- Math Formulas For Class XDocument6 pagesMath Formulas For Class Xravilakra lakraNo ratings yet
- Disclosure To Promote The Right To InformationDocument8 pagesDisclosure To Promote The Right To InformationShivashish ChaturvediNo ratings yet
- Dictation 1 - Albert EinsteinDocument1 pageDictation 1 - Albert EinsteinNguyễn Đắc DiệnNo ratings yet
- The Intemational Road Roughness Experiment: Establishing Correlation and A Calibration Standard For MeasurementsDocument71 pagesThe Intemational Road Roughness Experiment: Establishing Correlation and A Calibration Standard For MeasurementsJenny Salgado Garcia.No ratings yet
- Problem-Based Ideation: Finding and Solving Customer'S ProblemsDocument17 pagesProblem-Based Ideation: Finding and Solving Customer'S ProblemsNicole Alyssa GarciaNo ratings yet
- Endocrine PhysiologyDocument23 pagesEndocrine PhysiologySouvik DeyNo ratings yet
- G8DDocument61 pagesG8Dvivek1312100% (1)
- Assessment 2 Job E-PortfolioDocument4 pagesAssessment 2 Job E-PortfolioMasidayu Abdul KadirNo ratings yet
- Presentation (Not BoringDocument9 pagesPresentation (Not BoringavatarNo ratings yet
- Ancient Historical Personality TaskDocument9 pagesAncient Historical Personality TaskTobias OlneyNo ratings yet
- G10 - Quuestion BankDocument262 pagesG10 - Quuestion BankGokulNo ratings yet
- Composite Section: Model OverviewDocument5 pagesComposite Section: Model Overviewthekrauser96No ratings yet
- Contribution of Mcgregor in The Field of Management: Guided by Dr. Bonita MitraDocument12 pagesContribution of Mcgregor in The Field of Management: Guided by Dr. Bonita MitraRajat PangiNo ratings yet
- Binary Algorithm (En) PDFDocument18 pagesBinary Algorithm (En) PDFShak Badsha AliNo ratings yet
- ISO-14272-2016 - Welding SpotDocument9 pagesISO-14272-2016 - Welding SpotYadi MulyadiNo ratings yet
- The Electrostatic Wind Energy ConvertorDocument24 pagesThe Electrostatic Wind Energy ConvertorADNAN NAJEEB PK100% (3)
- BIOL2165 Tutorial 1 - Multigene FamilyDocument1 pageBIOL2165 Tutorial 1 - Multigene FamilyAnderson AliNo ratings yet
- Psychology of A Girl Child in Through The Looking Glass by Lewis CarrollDocument6 pagesPsychology of A Girl Child in Through The Looking Glass by Lewis CarrollIJELS Research JournalNo ratings yet
- FOOD PROCESSING G7 and G8Document121 pagesFOOD PROCESSING G7 and G8Marry Jane Lustre CanabalNo ratings yet
- Fundamentals Aerodynamics 6th Edition Anderson Solutions ManualDocument37 pagesFundamentals Aerodynamics 6th Edition Anderson Solutions Manualensampleruskw3ob100% (12)