Download as pdf or txt
You might also like
- Sequence of Well DrillingDocument83 pagesSequence of Well DrillingRobert KochNo ratings yet
- Field Welding of Casing To WellheadsDocument2 pagesField Welding of Casing To Wellheadsabrar100% (2)
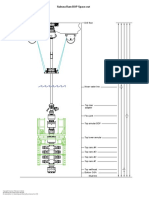
- Subsea Bop SpaceoutDocument1 pageSubsea Bop SpaceoutWell ControlNo ratings yet
- 13 38 Casing Preparation and Running ChecklistDocument3 pages13 38 Casing Preparation and Running ChecklistrajkumarfNo ratings yet
- Dokumen - Tips Equipment Iwcf CourseDocument42 pagesDokumen - Tips Equipment Iwcf CourseFranklinNo ratings yet
- Re Entry WorkDocument3 pagesRe Entry WorkAnilNo ratings yet
- Example 7in Liner 2 Stage Cementing ProcedureDocument2 pagesExample 7in Liner 2 Stage Cementing ProcedureYougchu LuanNo ratings yet
- Workover Well ControlDocument31 pagesWorkover Well Controlelsayed amerNo ratings yet
- Casing Cutting Procedure - WFDDocument5 pagesCasing Cutting Procedure - WFDprateek132106No ratings yet
- Geothermal Well Design PDFDocument7 pagesGeothermal Well Design PDFLaurencius YanuarNo ratings yet
- Lecture #2 Pee3321 Rig Systems Wellbore Elements and VolumesDocument25 pagesLecture #2 Pee3321 Rig Systems Wellbore Elements and Volumesحيدر بادي - Haider Badi100% (1)
- Operation Related To Drilling FluidsDocument24 pagesOperation Related To Drilling FluidsPradyumnNo ratings yet
- Drilling FormulaDocument109 pagesDrilling FormulaHeba SaidNo ratings yet
- Hard Shut-In Procedure - Drilling Fixed RigDocument6 pagesHard Shut-In Procedure - Drilling Fixed RigLetterio MammolitiNo ratings yet
- 13-Tripping & Reaming GuidelinesDocument16 pages13-Tripping & Reaming GuidelinessrikantaLee0% (1)
- Bha HandlingDocument7 pagesBha HandlingAbdul Hameed OmarNo ratings yet
- AB-09-01 Drawworks Auxiliary BrakeDocument2 pagesAB-09-01 Drawworks Auxiliary BrakeAgohuvNo ratings yet
- How To Calculate The Balanced Plug 1Document2 pagesHow To Calculate The Balanced Plug 1islam atifNo ratings yet
- Santos 7'' HPC and TAMCAP Assembly - Running Procedure - Rev.3Document13 pagesSantos 7'' HPC and TAMCAP Assembly - Running Procedure - Rev.3TonyNo ratings yet
- Chapter 3. Shale Shakers: Principle of OperationDocument34 pagesChapter 3. Shale Shakers: Principle of Operationkaleem ullah janNo ratings yet
- Kicks IndicatorsDocument17 pagesKicks IndicatorsGhavban DavidNo ratings yet
- Drilltech Services (USA) Inc: Spiro-TorqDocument10 pagesDrilltech Services (USA) Inc: Spiro-TorqDante Cabrera GuzmanNo ratings yet
- Endurance TestDocument2 pagesEndurance TestSatyaNo ratings yet
- Baghjan Well No. 5 Blowout: Sequence of EventsDocument3 pagesBaghjan Well No. 5 Blowout: Sequence of EventsbhupenderNo ratings yet
- Fishing Techniques For Drilling OperationsDocument14 pagesFishing Techniques For Drilling OperationsJuan Lozano ArevaloNo ratings yet
- Microsoft Word - Exercise 3 Subsea P&PDocument5 pagesMicrosoft Word - Exercise 3 Subsea P&PKRNo ratings yet
- Drill String MaintenanceDocument6 pagesDrill String MaintenanceJohan GermonpreNo ratings yet
- Koomy UnitDocument2 pagesKoomy UnitBeni N SoloNo ratings yet
- CH 3 - Formation P Well Control Lecture NoteDocument117 pagesCH 3 - Formation P Well Control Lecture NoteMuzakkir MohamadNo ratings yet
- Model "Jyq" Mechanical-Hydraulic Drilling Jar: Instruction ManualDocument8 pagesModel "Jyq" Mechanical-Hydraulic Drilling Jar: Instruction ManualMarvin William Montes Cristo100% (1)
- KickDocument22 pagesKickyarra suryatejaNo ratings yet
- Cougar DLLG Solutions FaqDocument5 pagesCougar DLLG Solutions FaqLenis CeronNo ratings yet
- HMJ Operation ManualDocument20 pagesHMJ Operation ManualAbdullah Al-AdawiNo ratings yet
- Toro Drilling Tools CatalogDocument36 pagesToro Drilling Tools CatalogroicinoNo ratings yet
- Quiz AITDocument4 pagesQuiz AITazizsarshoghNo ratings yet
- Operation Manual: TQ340/35Y Power Casing TongDocument20 pagesOperation Manual: TQ340/35Y Power Casing TongNgwe Min TheinNo ratings yet
- Chapter 20 - FishingDocument21 pagesChapter 20 - FishingBlanca OrtegaNo ratings yet
- Tom Mile Calculation PDFDocument6 pagesTom Mile Calculation PDFBeni N SoloNo ratings yet
- 00087167Document11 pages00087167JohnSmith100% (1)
- 114 - Oil Tool LOGAN ManualDocument22 pages114 - Oil Tool LOGAN ManualIgab Punia AtmajaNo ratings yet
- Running CasingDocument6 pagesRunning CasingAbdul Hameed OmarNo ratings yet
- Negative TestingDocument4 pagesNegative TestingSZ EccvNo ratings yet
- Diverter Equipment11Document2 pagesDiverter Equipment11이동건No ratings yet
- Drilling 1 AutoRecoveredDocument52 pagesDrilling 1 AutoRecoveredKhaled AdelNo ratings yet
- Production Operations-1Document43 pagesProduction Operations-1Dakshit Italia100% (1)
- DRAFT - Requirements For Pressure TestingDocument3 pagesDRAFT - Requirements For Pressure TestingAdhie WaelacxhNo ratings yet
- Margin of Overpull in DrillstringDocument2 pagesMargin of Overpull in Drillstringnicessg@gmail.com100% (1)
- Open Hole FishingDocument89 pagesOpen Hole FishingShiela O100% (1)
- AirComp Air Drilling ManualDocument36 pagesAirComp Air Drilling ManualWilliamNo ratings yet
- The Tripping ProcessDocument3 pagesThe Tripping ProcessFabrizioLaVitaNo ratings yet
- What Is Drill Pipe UpsetDocument2 pagesWhat Is Drill Pipe Upsetmadonnite3781No ratings yet
- 26 Mill-EZ Composite Bridge PlugDocument2 pages26 Mill-EZ Composite Bridge PlugzbhdzpNo ratings yet
- Fishing Tools ListDocument6 pagesFishing Tools Listกัญญารัตน์ พูลทองNo ratings yet
- Maintenance Steps of Mud Gas SeparatorDocument1 pageMaintenance Steps of Mud Gas SeparatorNumbWong100% (1)
- Land Rig INTEGRATED PERFORMANCE TEST PROCEDUREDocument38 pagesLand Rig INTEGRATED PERFORMANCE TEST PROCEDUREAboozar FathinejadNo ratings yet
- 1 - Classification of CasingDocument68 pages1 - Classification of CasingnabiNo ratings yet
- Drilling Hydraulics: "Borehole ProblemsDocument27 pagesDrilling Hydraulics: "Borehole ProblemsibidaboNo ratings yet
- Drilling 12 1.4 in HoleDocument1 pageDrilling 12 1.4 in HoleMohamed AbozeimaNo ratings yet
- Measurement While Drilling: Signal Analysis, Optimization and DesignFrom EverandMeasurement While Drilling: Signal Analysis, Optimization and DesignNo ratings yet
- PDC Bits CourseDocument76 pagesPDC Bits CourseRobert Koch100% (2)
- Liner Hanger & Setting ToolDocument58 pagesLiner Hanger & Setting ToolRobert Koch100% (1)
- Drillpipe FailuresDocument9 pagesDrillpipe FailuresRobert KochNo ratings yet