Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5823)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Change On The Rise: Transcribed by David LiuDocument7 pagesChange On The Rise: Transcribed by David Liuveromejhdo57% (7)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Ziehm Solo FD Service ManualDocument442 pagesZiehm Solo FD Service Manualdrakon100% (1)
- Training Doc Mercedes 900Document195 pagesTraining Doc Mercedes 900mliugong98% (41)
- (A. Basak) Analogue Electronic Circuits and SystemDocument376 pages(A. Basak) Analogue Electronic Circuits and SystemRusman Santai KaawuNo ratings yet
- Environmental EthicsDocument6 pagesEnvironmental EthicsHELI SHAHNo ratings yet
- Agile ManufacturingDocument17 pagesAgile Manufacturingkaushalsingh20No ratings yet
- BusDocument24 pagesBusSyed Noman AhmedNo ratings yet
- Applications of DEsDocument37 pagesApplications of DEsjomgir09No ratings yet
- Eurocode Conference 2023 Pluijm Van Der Eurocode 6Document14 pagesEurocode Conference 2023 Pluijm Van Der Eurocode 6Rodolfo BlanchiettiNo ratings yet
- Are Urbanization, Industrialization and CO2 Emissions Cointegrated?Document30 pagesAre Urbanization, Industrialization and CO2 Emissions Cointegrated?doctshNo ratings yet
- AHL Unit Removal For Pre 0305Document4 pagesAHL Unit Removal For Pre 0305Alex PioneerNo ratings yet
- Urinary SystemDocument9 pagesUrinary SystemMary Joyce RamosNo ratings yet
- LIST OF REGISTERED DRUGS As of Deceember 2012: DR No Generic Brand Strength Form CompanyDocument68 pagesLIST OF REGISTERED DRUGS As of Deceember 2012: DR No Generic Brand Strength Form CompanyBenjamin Tantiansu100% (1)
- Soal Latihan US Bahasa InggrisDocument5 pagesSoal Latihan US Bahasa Inggrispikri18120No ratings yet
- Microcontroller Based Speech To Text Translation SystemDocument6 pagesMicrocontroller Based Speech To Text Translation SystemJay Prakash MandalNo ratings yet
- Fire Water Curtain DesignDocument2 pagesFire Water Curtain Designkb_pramod89% (9)
- AC-825 - Datasheet - ENDocument2 pagesAC-825 - Datasheet - ENkalkumarmNo ratings yet
- The Prince of Evolution - Lee Alan DugatkinDocument68 pagesThe Prince of Evolution - Lee Alan DugatkinDjordje78No ratings yet
- SOLOXLEXDocument4 pagesSOLOXLEXAlex KamaraNo ratings yet
- P2 Chp2 Section 2.1ADocument3 pagesP2 Chp2 Section 2.1APaing Khant KyawNo ratings yet
- High Protein Foods List PDFDocument3 pagesHigh Protein Foods List PDFAnonymous P1FbQoqsHJ100% (1)
- Min Pin Sweater Paradise - Autumn Stripes Crochet Min Pin SweaterDocument6 pagesMin Pin Sweater Paradise - Autumn Stripes Crochet Min Pin SweaterNathalyaNo ratings yet
- Mobil - Welding Qa - QC and NDT Service - 20220927Document1 pageMobil - Welding Qa - QC and NDT Service - 20220927Wale OyeludeNo ratings yet
- Ram Janm Bhumi Babri Masjid - Ayodhya BenchDocument251 pagesRam Janm Bhumi Babri Masjid - Ayodhya BenchNaresh KadyanNo ratings yet
- Maersk IntrepidDocument8 pagesMaersk Intrepidrickyngs100% (1)
- Design of Partition PlateDocument5 pagesDesign of Partition Platepippo2378793No ratings yet
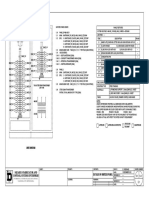
- Panel Features: Square-D Fabricator and Control Systems EnterpriseDocument1 pagePanel Features: Square-D Fabricator and Control Systems EnterpriseCallista CollectionsNo ratings yet
- Geography & Resources of The PhilippinesDocument12 pagesGeography & Resources of The PhilippinesPaulAliboghaNo ratings yet
- M20 LatticeDocument30 pagesM20 LatticeKerwin Cley UgaleNo ratings yet
- Total Result 2594 Total Result 2583Document2,897 pagesTotal Result 2594 Total Result 2583anjali shilpa kajalNo ratings yet