Download as pdf or txt
You might also like
- Method Statement For Rotating Equipment InstallationDocument10 pagesMethod Statement For Rotating Equipment Installationคุณพ่อน้อง บิ๊กบอส100% (4)
- Method Statement For Piping InstallationDocument9 pagesMethod Statement For Piping Installationคุณพ่อน้อง บิ๊กบอส100% (12)
- Alignment Inspection Report (Vertical Equipment) : - Sign / Date Sign / Date Owner Sign / DateDocument6 pagesAlignment Inspection Report (Vertical Equipment) : - Sign / Date Sign / Date Owner Sign / Dateคุณพ่อน้อง บิ๊กบอส100% (1)
- ITP-NMFOC - Type TestDocument6 pagesITP-NMFOC - Type TestPrabhakar SvNo ratings yet
- Dots in ASME B36.10 Under Schedule TableDocument5 pagesDots in ASME B36.10 Under Schedule TableIbrahim BashaNo ratings yet
- Procedure Qualification Records (PQR)Document13 pagesProcedure Qualification Records (PQR)คุณพ่อน้อง บิ๊กบอสNo ratings yet
- 7) - Procedure FRP Tank InstallationDocument34 pages7) - Procedure FRP Tank Installationคุณพ่อน้อง บิ๊กบอสNo ratings yet
- BlastPainting Report R.1Document1 pageBlastPainting Report R.1คุณพ่อน้อง บิ๊กบอสNo ratings yet
- Scope of Supply T60Document25 pagesScope of Supply T60cmaduroheNo ratings yet
- 2021.12.13 ITP - Concreting (5244.009) V.0Document4 pages2021.12.13 ITP - Concreting (5244.009) V.0huot phirunNo ratings yet
- Polishing Procedure For PipesDocument4 pagesPolishing Procedure For Pipesคุณพ่อน้อง บิ๊กบอส0% (1)
- SR - No Description QtyDocument12 pagesSR - No Description QtyBoyzannazNo ratings yet
- 6.1 Data Sheet For Pipeline Ball ValveDocument3 pages6.1 Data Sheet For Pipeline Ball ValveDeepak PalNo ratings yet
- Project Department Kuwait National Petroleum Company: Daily Welding Inspection ReportDocument1 pageProject Department Kuwait National Petroleum Company: Daily Welding Inspection ReportMuthazhagan SaravananNo ratings yet
- Welding Procedure Specification (WPS) : JointsDocument2 pagesWelding Procedure Specification (WPS) : JointsNiel100% (1)
- ITPDocument1 pageITPVenkatesh PethurajNo ratings yet
- StandardsDocument4 pagesStandardsrania hammamiNo ratings yet
- 48 Sweet Corrosion Rate in Oil and Gas PipelinesDocument4 pages48 Sweet Corrosion Rate in Oil and Gas PipelinesuktaindraNo ratings yet
- Test Pack Clearance FormatDocument2 pagesTest Pack Clearance FormatKarthikNo ratings yet
- Wps 06Document2 pagesWps 06eldobie3No ratings yet
- Project Handover Checklist & Client Acceptance DocumentDocument8 pagesProject Handover Checklist & Client Acceptance DocumentParamjeet KalraNo ratings yet
- Field Test Form Metal Enclosed Busway: Section 1: Mechanical Check and Visual InspectionDocument5 pagesField Test Form Metal Enclosed Busway: Section 1: Mechanical Check and Visual Inspectionehtesham100% (1)
- I.E.M.S.A.: Welding Procedure SpecificationDocument2 pagesI.E.M.S.A.: Welding Procedure Specificationeldobie3No ratings yet
- Wrapping and Coating Inspection Report: Lanco Infratech Limited 2X600 MW Power Project MBMPL, Anuppur, M.PDocument2 pagesWrapping and Coating Inspection Report: Lanco Infratech Limited 2X600 MW Power Project MBMPL, Anuppur, M.PSimbu ArasanNo ratings yet
- Alignment Methods in Rotating EquipmentDocument6 pagesAlignment Methods in Rotating EquipmentInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Document1 pageQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarNo ratings yet
- WP 11 Corrosion Protection Tape CoatingDocument3 pagesWP 11 Corrosion Protection Tape CoatingKarthikNo ratings yet
- ITP For Piping WorksDocument44 pagesITP For Piping WorksSyafril Akbar100% (3)
- Pipe Bend ReportDocument1 pagePipe Bend ReportMohd Effiezool Yaser100% (1)
- SOW Fabrikasi C-335-01 - 19.116.1Document1 pageSOW Fabrikasi C-335-01 - 19.116.1AlfanNo ratings yet
- Contoh ItpDocument3 pagesContoh Itphafiz elektroNo ratings yet
- COOLING TOWER FAN Erection Quality ChecklistsDocument1 pageCOOLING TOWER FAN Erection Quality ChecklistsBudoy SmithNo ratings yet
- Method Statement of Sprinkler System Without LogoDocument9 pagesMethod Statement of Sprinkler System Without LogokiranramNo ratings yet
- TMG Hold & Check Points 16.11.17Document54 pagesTMG Hold & Check Points 16.11.17anjnaNo ratings yet
- An Overview of Cathodic Protection Potential MeasurementDocument7 pagesAn Overview of Cathodic Protection Potential MeasurementKhanh DTNo ratings yet
- QCF316 Cold Insulation Inspection Report For Vessel / MachineryDocument1 pageQCF316 Cold Insulation Inspection Report For Vessel / MachineryminhnnNo ratings yet
- ASME CheckDocument14 pagesASME Checkfuransu777No ratings yet
- Lighting Poles Installation ReportDocument5 pagesLighting Poles Installation ReportsidharthNo ratings yet
- Slope CheckDocument2 pagesSlope Checkคุณพ่อน้อง บิ๊กบอสNo ratings yet
- Pre Comm FormatDocument75 pagesPre Comm FormatHaleem Ur Rashid Bangash100% (1)
- Inspection Plan For Tank With No Floating Part Needs To Be ImprovedDocument6 pagesInspection Plan For Tank With No Floating Part Needs To Be ImprovedHussain M.SukarNo ratings yet
- 1-PMF-012-COM-005 - v2 - Document - Submittal - Form-029-Copy 1Document1 page1-PMF-012-COM-005 - v2 - Document - Submittal - Form-029-Copy 1Eng hassan hussienNo ratings yet
- Deliverable ListDocument2 pagesDeliverable Listanu radhaNo ratings yet
- Vendor Punch List: M/s. Aquatech / Sulzer PumpsDocument1 pageVendor Punch List: M/s. Aquatech / Sulzer PumpsSantosh Narayan IngoleNo ratings yet
- KP-00+++-CQ712-B7357-Rev 0-ITP For CB Installation WorksDocument3 pagesKP-00+++-CQ712-B7357-Rev 0-ITP For CB Installation WorksUtku Can KılıçNo ratings yet
- Inspection & Test Plan For Equipment Erection (Static) : ITP NO.:-9560/SITE/QAC/029/ITP-15Document4 pagesInspection & Test Plan For Equipment Erection (Static) : ITP NO.:-9560/SITE/QAC/029/ITP-15Shubham ShuklaNo ratings yet
- Proposed WPS For API 5LDocument1 pageProposed WPS For API 5LMecon HyderabadNo ratings yet
- Presentation - Method Statement For Fire Fighting System 20.04.22Document21 pagesPresentation - Method Statement For Fire Fighting System 20.04.22TranDungNo ratings yet
- Step 7 De-Watering & DryingDocument1 pageStep 7 De-Watering & Dryingmansih457No ratings yet
- Detailed Project Construction MethodologyDocument27 pagesDetailed Project Construction MethodologyElxao XanNo ratings yet
- Tata A2239 Qap Rev.00Document4 pagesTata A2239 Qap Rev.00PRASHANTNo ratings yet
- 0901b80380959cc7 PDFDocument2 pages0901b80380959cc7 PDFZaheedManooNo ratings yet
- Nde Plan: Joint Number / Parts Before PWHT After PWHT RT Paut UT MT PT PMI RT MTDocument2 pagesNde Plan: Joint Number / Parts Before PWHT After PWHT RT Paut UT MT PT PMI RT MTfizanlaminNo ratings yet
- Itp Electrical SwitchgearDocument4 pagesItp Electrical SwitchgearpertmasterNo ratings yet
- Foam Chamber DatasheetDocument4 pagesFoam Chamber DatasheetMoorthy MuruganNo ratings yet
- ITP ElectricalDocument7 pagesITP Electricalcherif yahyaouiNo ratings yet
- Std-Ze-Itp-000001-Is00 - C.S. Shell and Tube Heat ExchangersDocument16 pagesStd-Ze-Itp-000001-Is00 - C.S. Shell and Tube Heat ExchangersAlexandru AsmarandeiNo ratings yet
- PSV CertificateDocument1 pagePSV CertificatePrashanth MandalNo ratings yet
- A2001-0003 - Rev.f - Condensate Filter GA DrawingDocument4 pagesA2001-0003 - Rev.f - Condensate Filter GA DrawingvamcodongNo ratings yet
- Fabrication and Control ProcedureDocument19 pagesFabrication and Control Procedureคุณพ่อน้อง บิ๊กบอสNo ratings yet
- Hydrostatic Test ProcedureDocument11 pagesHydrostatic Test Procedureคุณพ่อน้อง บิ๊กบอสNo ratings yet
- Welder Qualification Records (WQT)Document17 pagesWelder Qualification Records (WQT)คุณพ่อน้อง บิ๊กบอสNo ratings yet
- PL-6220-1-ITP-001 Inspection and Test Plan (A)Document5 pagesPL-6220-1-ITP-001 Inspection and Test Plan (A)คุณพ่อน้อง บิ๊กบอสNo ratings yet
- Shell DimensionDocument1 pageShell Dimensionคุณพ่อน้อง บิ๊กบอสNo ratings yet
- CC F 01102557Document1 pageCC F 01102557คุณพ่อน้อง บิ๊กบอสNo ratings yet
- BlastPainting Report R.1Document1 pageBlastPainting Report R.1คุณพ่อน้อง บิ๊กบอสNo ratings yet
- ITP Equipment1Document9 pagesITP Equipment1คุณพ่อน้อง บิ๊กบอสNo ratings yet
- MDR lNDEXDocument35 pagesMDR lNDEXคุณพ่อน้อง บิ๊กบอสNo ratings yet
- Att-6 - 077QS0101 - B - INSPECTION INSTRUCTION TO VENDORSDocument22 pagesAtt-6 - 077QS0101 - B - INSPECTION INSTRUCTION TO VENDORSคุณพ่อน้อง บิ๊กบอสNo ratings yet
- Hydrostatic Test 3D-3711Document3 pagesHydrostatic Test 3D-3711คุณพ่อน้อง บิ๊กบอสNo ratings yet
- Weld Location MapDocument1 pageWeld Location Mapคุณพ่อน้อง บิ๊กบอสNo ratings yet
- Cleaning Inspection ReportDocument2 pagesCleaning Inspection Reportคุณพ่อน้อง บิ๊กบอสNo ratings yet
- Slope CheckDocument2 pagesSlope Checkคุณพ่อน้อง บิ๊กบอสNo ratings yet
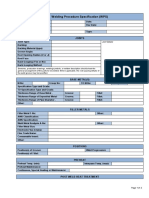
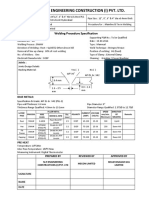
- Welding Procedure Specification (WPS)Document6 pagesWelding Procedure Specification (WPS)คุณพ่อน้อง บิ๊กบอสNo ratings yet
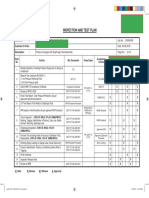
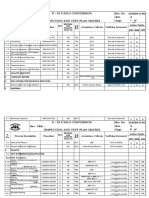
- Inspection & Test PlansDocument3 pagesInspection & Test Plansคุณพ่อน้อง บิ๊กบอสNo ratings yet
- Hydrostatic Test ProcedureDocument11 pagesHydrostatic Test Procedureคุณพ่อน้อง บิ๊กบอสNo ratings yet
- Fabrication and Control ProcedureDocument19 pagesFabrication and Control Procedureคุณพ่อน้อง บิ๊กบอสNo ratings yet
- Inspection Report TK3200Document100 pagesInspection Report TK3200คุณพ่อน้อง บิ๊กบอสNo ratings yet
- Welder Qualification Records (WQT)Document17 pagesWelder Qualification Records (WQT)คุณพ่อน้อง บิ๊กบอสNo ratings yet
- Procedure Qualification Records (PQR)Document13 pagesProcedure Qualification Records (PQR)คุณพ่อน้อง บิ๊กบอสNo ratings yet
- PL 6507 Pul 01Document1 pagePL 6507 Pul 01คุณพ่อน้อง บิ๊กบอสNo ratings yet
- CAST - WP0 - Deliverable 0.3Document34 pagesCAST - WP0 - Deliverable 0.3คุณพ่อน้อง บิ๊กบอสNo ratings yet
- Field Schedule Control ProcedureDocument37 pagesField Schedule Control Procedureคุณพ่อน้อง บิ๊กบอสNo ratings yet
- WPQ Ix - C - WPW 7.0.4 Form 2007 Rev. 0Document1 pageWPQ Ix - C - WPW 7.0.4 Form 2007 Rev. 0คุณพ่อน้อง บิ๊กบอส100% (1)
- 7) - Procedure FRP Tank InstallationDocument34 pages7) - Procedure FRP Tank Installationคุณพ่อน้อง บิ๊กบอสNo ratings yet
- Polishing Procedure For PipesDocument4 pagesPolishing Procedure For Pipesคุณพ่อน้อง บิ๊กบอส0% (1)
- S-A3-125f-01 - Specification For Painting Work - Rev.b - CDocument35 pagesS-A3-125f-01 - Specification For Painting Work - Rev.b - Cคุณพ่อน้อง บิ๊กบอสNo ratings yet
- Material Inspection Report 6426-1Document5 pagesMaterial Inspection Report 6426-1คุณพ่อน้อง บิ๊กบอสNo ratings yet
- Method Statement For Static Equipment InstallationDocument20 pagesMethod Statement For Static Equipment Installationคุณพ่อน้อง บิ๊กบอสNo ratings yet
- ISBL ISO Joint DB 14-9-16Document35 pagesISBL ISO Joint DB 14-9-16คุณพ่อน้อง บิ๊กบอสNo ratings yet
- Exotic PlantsDocument164 pagesExotic PlantsKenneth100% (9)
- 2 Lecture in Adultery and ConcubinageDocument6 pages2 Lecture in Adultery and ConcubinageJerick OrtegaNo ratings yet
- Project For LMSDocument7 pagesProject For LMSTHUY PHAM NGOCNo ratings yet
- Change of Name Request FormDocument2 pagesChange of Name Request FormDinesh Rishi BhogaNo ratings yet
- Manual John Deere Gator XUV 850DDocument2 pagesManual John Deere Gator XUV 850Djoel blancoNo ratings yet
- Personal Development: Quarter 1-Module 3 Week 3&4Document12 pagesPersonal Development: Quarter 1-Module 3 Week 3&4Nikka Irah CamaristaNo ratings yet
- 03 Industrial RevolutionDocument103 pages03 Industrial Revolutioninfo12060% (1)
- Invoction: Bs English Iii Poetry-A (Invocation) Faraz AhmedDocument2 pagesInvoction: Bs English Iii Poetry-A (Invocation) Faraz AhmedaliNo ratings yet
- ResumeDocument2 pagesResumeSamm0% (1)
- Final Report SubmisionDocument53 pagesFinal Report SubmisionGaurav TrivediNo ratings yet
- Einstein Mirror and Fermat's Principle of Least TimeDocument3 pagesEinstein Mirror and Fermat's Principle of Least TimeHanan RosenthalNo ratings yet
- Briefhistoryof MyrespectedforefathersDocument11 pagesBriefhistoryof MyrespectedforefathersAli Zar GrafixNo ratings yet
- Conflict Management: Conflict Management Strategies Tips For Managing Conflict Conflict Prevention TechniquesDocument77 pagesConflict Management: Conflict Management Strategies Tips For Managing Conflict Conflict Prevention Techniquesgoldfish8No ratings yet
- Romeo and JulietDocument20 pagesRomeo and JulietSher Elliott100% (1)
- Anito Elementary SchoolDocument4 pagesAnito Elementary SchoolKristina CalvoNo ratings yet
- Course Modules - IT Systems Management 1 HISM100-1Document8 pagesCourse Modules - IT Systems Management 1 HISM100-1Bonginkosi0% (1)
- Financial Accounting Chapter 13Document59 pagesFinancial Accounting Chapter 13Waqas MazharNo ratings yet
- 2019 CLC 211Document6 pages2019 CLC 211Asif NawazNo ratings yet
- 1ST DYNAMIC Questionnaire and Background CheckingDocument2 pages1ST DYNAMIC Questionnaire and Background CheckingGregory RabulanNo ratings yet
- MRTS71Document15 pagesMRTS71bradrimmNo ratings yet
- Paternity and Filiation Study Guide CivRevDocument12 pagesPaternity and Filiation Study Guide CivRevOL VRNo ratings yet
- Kyc Form - Corporate - MotorDocument2 pagesKyc Form - Corporate - Motorjoseph hoffarthNo ratings yet
- 10B 1Document8 pages10B 1Nazar RachmawanNo ratings yet
- Corrosion of Steel in Concrete Understanding Investigation and Repair-51-100Document50 pagesCorrosion of Steel in Concrete Understanding Investigation and Repair-51-100Sumit Singh ThakurNo ratings yet
- "Building Information Modeling": Cadd Ii Cadd For Architecture 2Document8 pages"Building Information Modeling": Cadd Ii Cadd For Architecture 2Darlene FernandezNo ratings yet
- Lesson2 ShsDocument4 pagesLesson2 ShsCristy Balubayan NazarenoNo ratings yet
- Chromium and DiabetesDocument29 pagesChromium and DiabetesTri Kusuma Agung PuruhitaNo ratings yet
- Mathematics Achievement Test (MAT)Document18 pagesMathematics Achievement Test (MAT)Rustico Y Jerusalem0% (1)
- 5/ What Is The Relationship Between Structure of The Small Intestine and Its Function?Document3 pages5/ What Is The Relationship Between Structure of The Small Intestine and Its Function?just kimbooNo ratings yet
- GFH 44Document9 pagesGFH 44Marie MedinaNo ratings yet