Download as xls, pdf, or txt
You might also like
- Eurocode 2 Design of Concrete Structures BS en 1992-1-1 2023Document408 pagesEurocode 2 Design of Concrete Structures BS en 1992-1-1 2023m n alamNo ratings yet
- Asme Y14.41-2019Document131 pagesAsme Y14.41-2019RocioNo ratings yet
- Inpection Test Plan DetailDocument23 pagesInpection Test Plan Detail26Anggun Eka PramuditaNo ratings yet
- Vendor Rejection and Debit PolicyDocument6 pagesVendor Rejection and Debit PolicysharanNo ratings yet
- DH and DS Series 1 Repair InstructionsDocument12 pagesDH and DS Series 1 Repair InstructionsServicio TLMNo ratings yet
- Shutter Mag WiDocument1 pageShutter Mag Wikiran vkNo ratings yet
- Through-Hole Soldering Mechanical Assembly, Hardware Through-Hole Soldering Mechanical Assembly, Hardware (Cont.)Document2 pagesThrough-Hole Soldering Mechanical Assembly, Hardware Through-Hole Soldering Mechanical Assembly, Hardware (Cont.)Prateep UntimanonNo ratings yet
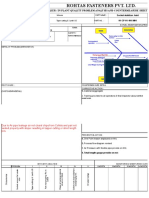
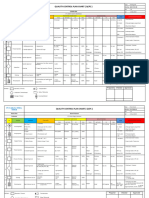
- Without Punch Part Mix: Customer/Supplier / in Plant Quality Problem Analysis and Countermeasure Sheet (5 - Rule)Document13 pagesWithout Punch Part Mix: Customer/Supplier / in Plant Quality Problem Analysis and Countermeasure Sheet (5 - Rule)Rohtash fastnerNo ratings yet
- Rohtas Fasteners Pvt. LTD.: Supplier / In-Plant Quality Problem Analysis and Countermeasure Sheet (5-Rule)Document4 pagesRohtas Fasteners Pvt. LTD.: Supplier / In-Plant Quality Problem Analysis and Countermeasure Sheet (5-Rule)Rohtash fastnerNo ratings yet
- Fmea Machining Rev 01Document12 pagesFmea Machining Rev 01Suraj RawatNo ratings yet
- Checking AidsDocument2 pagesChecking AidsqualityNo ratings yet
- IATF 16949 2016 Clause 4 Intrested Party Needs & Expectation FormatDocument2 pagesIATF 16949 2016 Clause 4 Intrested Party Needs & Expectation FormatMahesh JadhavNo ratings yet
- Bgl-Fm-Qa-10a Daily Rework RecordDocument1 pageBgl-Fm-Qa-10a Daily Rework RecordMohit SinghNo ratings yet
- Efwe 2 e 4 GF 1 W 3Document1 pageEfwe 2 e 4 GF 1 W 3BALACHANDAR SNo ratings yet
- CAPA Incomplete Part MixDocument16 pagesCAPA Incomplete Part MixRohtash fastnerNo ratings yet
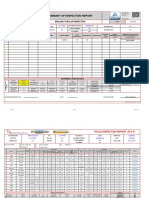
- Vendor Inspection Results Aal Inspection Results: Sample Description (Please Tick) For Aal RefDocument3 pagesVendor Inspection Results Aal Inspection Results: Sample Description (Please Tick) For Aal RefAmit KumarNo ratings yet
- Quality Plan (Incoming) : Assy / Sub-Assy Name: Format No: Assy / Sub-Assy No: Latest Drawing Reference DetailsDocument5 pagesQuality Plan (Incoming) : Assy / Sub-Assy Name: Format No: Assy / Sub-Assy No: Latest Drawing Reference DetailsScientific KingNo ratings yet
- Format No - Qf-As-02 - Daily Production Log BookDocument2 pagesFormat No - Qf-As-02 - Daily Production Log BookDisha ShahNo ratings yet
- F Qa 48 Ppap Readiness Sheet For 0.7lDocument4 pagesF Qa 48 Ppap Readiness Sheet For 0.7lVikas RaiNo ratings yet
- CNC HMC Acc CheckDocument2 pagesCNC HMC Acc CheckKalees WaranNo ratings yet
- System Audit Check SheetDocument8 pagesSystem Audit Check SheetFINAL QUALITYNo ratings yet
- Rejection Record.Document10 pagesRejection Record.karan shahNo ratings yet
- QCPC Pmi FanDocument14 pagesQCPC Pmi FanMaelEdwardAritonangNo ratings yet
- Effective Problem SolvingDocument1 pageEffective Problem Solvingmuthuswamy77No ratings yet
- Prepared By:-Sunil Vy. Approved By: - KS NayakDocument4 pagesPrepared By:-Sunil Vy. Approved By: - KS NayakDevaa VyNo ratings yet
- Butterworth Feedmill SDN BHD: Toolbox Meeting RecordsDocument1 pageButterworth Feedmill SDN BHD: Toolbox Meeting RecordsNurul NatashaNo ratings yet
- QMS MisDocument5 pagesQMS Miskumar QANo ratings yet
- Set Up ApprovalDocument8 pagesSet Up ApprovalSuraj RawatNo ratings yet
- Hyundai Transys Knob Assy FR Seat H/Adj RH 88023-K3000 NNB/T9YDocument2 pagesHyundai Transys Knob Assy FR Seat H/Adj RH 88023-K3000 NNB/T9YubraghuNo ratings yet
- Ettihad Draft Reports For RMDocument12 pagesEttihad Draft Reports For RMArun SidharthNo ratings yet
- PQCS Tube Flange Rough - ForgingDocument1 pagePQCS Tube Flange Rough - ForgingBalram JiNo ratings yet
- Flow DiagramDocument2 pagesFlow DiagramMiftah ZarkasiNo ratings yet
- Control Plan m6 Flange NutDocument8 pagesControl Plan m6 Flange NutRANANo ratings yet
- FIR-garments PDFDocument4 pagesFIR-garments PDFTarun PariharNo ratings yet
- Packaging STDDocument1 pagePackaging STDRohtash fastnerNo ratings yet
- 66 FM-TRD-05 Tool History CardDocument2 pages66 FM-TRD-05 Tool History CardUttrakhand Vibes- OriginalNo ratings yet
- Collar Nut Defect MatrixDocument2 pagesCollar Nut Defect MatrixRohtash fastnerNo ratings yet
- Standard Work For Leaders Daily Checklist SampleDocument2 pagesStandard Work For Leaders Daily Checklist SampleRanjeet DongreNo ratings yet
- SPC FormatDocument1 pageSPC FormatJaydeep PoteNo ratings yet
- Toaz - Info Red Bin Analysis Procedure PRDocument4 pagesToaz - Info Red Bin Analysis Procedure PRRohit QualityNo ratings yet
- New Prod-DB and KPI 22Document5 pagesNew Prod-DB and KPI 22Senthilmani MuthuswamyNo ratings yet
- TKW Fasteners ProfileDocument37 pagesTKW Fasteners ProfileRishi GautamNo ratings yet
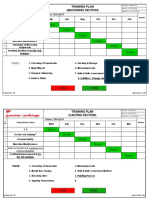
- Training Module and Training SheetDocument6 pagesTraining Module and Training SheetSuraj RawatNo ratings yet
- 8D Gas Box Pocket Size NGDocument11 pages8D Gas Box Pocket Size NGRD PlcsNo ratings yet
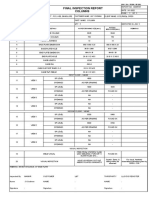
- Columbia - Pakona Engineering Pvt. LTDDocument2 pagesColumbia - Pakona Engineering Pvt. LTDmaulikNo ratings yet
- WI QA 14 PIug GaugesDocument1 pageWI QA 14 PIug GaugesAnkur Gupta100% (1)
- Fr-scm-085 Packaging StandardDocument3 pagesFr-scm-085 Packaging StandardKaramjit SinghNo ratings yet
- 4m Change & Ecn NoteDocument1 page4m Change & Ecn NoteAnurag ChaudharyNo ratings yet
- QA-SQA-003 Supplier Quality System Audit CAPA by SupplierDocument11 pagesQA-SQA-003 Supplier Quality System Audit CAPA by SupplierAbhishek AllenNo ratings yet
- Turtle Diagrams - Stores + ShippingDocument1 pageTurtle Diagrams - Stores + Shippingcem electromechNo ratings yet
- Production Validation TemplateDocument1 pageProduction Validation Templatesathyabalaraman100% (1)
- LHPL-FMT-09 Break Down Hrs Monitoring Chart MTTR & MTBFDocument6 pagesLHPL-FMT-09 Break Down Hrs Monitoring Chart MTTR & MTBFDevendra SinghNo ratings yet
- Change Management C Pillar Stacking Reduced From 1+4 To 1+2Document18 pagesChange Management C Pillar Stacking Reduced From 1+4 To 1+2shobha shelarNo ratings yet
- Corrective Actions For Not Ok Charcteristics: Months - July13Document1 pageCorrective Actions For Not Ok Charcteristics: Months - July13shobha shelarNo ratings yet
- Part Wise Rejection PPM GRAPH TRENDDocument57 pagesPart Wise Rejection PPM GRAPH TRENDPrakash kumarTripathiNo ratings yet
- Cii Erode: 1S PresentationDocument19 pagesCii Erode: 1S PresentationsathyabalaramanNo ratings yet
- Annex-1-Process Flow ChartDocument1 pageAnnex-1-Process Flow ChartDeepak DasNo ratings yet
- FT 35 DC D10447340A Setup ApprovalDocument7 pagesFT 35 DC D10447340A Setup ApprovalSuraj RawatNo ratings yet
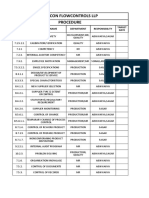
- Anicon Flowcontrols LLP Procedure: Procedure Name Department Responsibility Clause NO Target DateDocument9 pagesAnicon Flowcontrols LLP Procedure: Procedure Name Department Responsibility Clause NO Target DateAnicon Flowcontols llpNo ratings yet
- Work Instruction For Operator (English)Document1 pageWork Instruction For Operator (English)PRAMODNo ratings yet
- MTP Micro Turn Proudtcs Apqp Timing Plan: S.No Description Resp. Status W1 W2Document9 pagesMTP Micro Turn Proudtcs Apqp Timing Plan: S.No Description Resp. Status W1 W2Sahil WadhwaNo ratings yet
- Contingency Plan 2017-2018Document1 pageContingency Plan 2017-2018Suraj RawatNo ratings yet
- F Mint 08 Preventive, Maintenance Check SheetDocument10 pagesF Mint 08 Preventive, Maintenance Check SheetBangali SinghNo ratings yet
- Dokumen - Tips - QCPC Bracket BumperDocument3 pagesDokumen - Tips - QCPC Bracket BumpervolkNo ratings yet
- 2 Final Ins Beams 2Document16 pages2 Final Ins Beams 2madhu krishnaNo ratings yet
- QA ProcessDocument4 pagesQA Processmadhu krishnaNo ratings yet
- Quototation Request Form: Description of Building Type of FrameDocument1 pageQuototation Request Form: Description of Building Type of Framemadhu krishnaNo ratings yet
- No Objection: CertificateDocument2 pagesNo Objection: Certificatemadhu krishnaNo ratings yet
- 1 Fitup Ins LatticeDocument192 pages1 Fitup Ins Latticemadhu krishnaNo ratings yet
- 1 FinalDocument27 pages1 Finalmadhu krishnaNo ratings yet
- Peb Fabrication Project WorkDocument16 pagesPeb Fabrication Project Workmadhu krishnaNo ratings yet
- ATA 32 Landing Gear (1) - Páginas-194-195Document2 pagesATA 32 Landing Gear (1) - Páginas-194-195Maria Fernanda Nuñez RuizNo ratings yet
- Profbreaker: Parts ListDocument47 pagesProfbreaker: Parts Listmurat HATONo ratings yet
- Yoga Agung Saputra 10/22/2016: Designed by Checked by Approved by Date DateDocument3 pagesYoga Agung Saputra 10/22/2016: Designed by Checked by Approved by Date DateAbu SufyanNo ratings yet
- Ax-124 4wd Parts CatalougeDocument256 pagesAx-124 4wd Parts CatalougeBALA100% (1)
- Fittings - DM Fit Quick Fit CatalogDocument82 pagesFittings - DM Fit Quick Fit CatalogSinergroup Water Filters Water Purifiers Water SoftenersNo ratings yet
- Deepfoundationin BangladeshDocument29 pagesDeepfoundationin BangladeshAsif Mostafa AnikNo ratings yet
- Get TRDocDocument174 pagesGet TRDocGreg ZiakNo ratings yet
- Milling and Machining CentersDocument5 pagesMilling and Machining CentersJose JulianNo ratings yet
- Avery Hardoll Whittaker Controls 4 Inch Self Sealing Ind CouplingsDocument2 pagesAvery Hardoll Whittaker Controls 4 Inch Self Sealing Ind CouplingsClarkFedele27No ratings yet
- QB Med1Document12 pagesQB Med1Ankit UpadhyayNo ratings yet
- Westbury C10, C20 InstalltionDocument2 pagesWestbury C10, C20 InstalltionKristen AlfredNo ratings yet
- 11 Mercury Steam Binary VCDocument3 pages11 Mercury Steam Binary VCSekhar Babu PendyalaNo ratings yet
- 61 TOP MOST Hydraulic Machines - Mechanical Engineering Multiple Choice Questions and Answers Mechanical Engineering Multiple Choice QuestionsDocument9 pages61 TOP MOST Hydraulic Machines - Mechanical Engineering Multiple Choice Questions and Answers Mechanical Engineering Multiple Choice QuestionsArpitRanderiaNo ratings yet
- Intersectionofregularsolids GeometricDrawing JoshuaNavaArts 1675717424054Document48 pagesIntersectionofregularsolids GeometricDrawing JoshuaNavaArts 1675717424054Jafar EarlNo ratings yet
- Mechanical Seal Ubaid-151030062424-Lva1-App6891Document26 pagesMechanical Seal Ubaid-151030062424-Lva1-App6891ammarNo ratings yet
- Bendi - B3-30 - AC - Maintenance - Check Lists PDFDocument9 pagesBendi - B3-30 - AC - Maintenance - Check Lists PDFChristian BedoyaNo ratings yet
- ScrewdriversDocument12 pagesScrewdriversmegaland otomobilNo ratings yet
- PKC-NRL-ME-TD-001 - 4 - R7 - (DETAIL OF NOZZLES, MANHOLES & PERFORATED PIPE) - ModelDocument1 pagePKC-NRL-ME-TD-001 - 4 - R7 - (DETAIL OF NOZZLES, MANHOLES & PERFORATED PIPE) - ModelBimal DeyNo ratings yet
- Attention: MR Barton Maher: Coffey Geotechnics Pty LTD ABN 93 056 929 483Document9 pagesAttention: MR Barton Maher: Coffey Geotechnics Pty LTD ABN 93 056 929 483Draciv VicardNo ratings yet
- Welding Costs - Continued - TWIDocument6 pagesWelding Costs - Continued - TWISumantaNo ratings yet
- Wire Rope Inspection ProgramDocument2 pagesWire Rope Inspection Programسيد جابر البعاجNo ratings yet
- UPN Profiles TablesDocument4 pagesUPN Profiles TablesNikita VrckoskaNo ratings yet
- Panchi Industrial Services 133/1 Nh-24 Bye Pass Vijay Nagar, Ghaziabad - 201009Document4 pagesPanchi Industrial Services 133/1 Nh-24 Bye Pass Vijay Nagar, Ghaziabad - 201009GudduNo ratings yet
- Despiece Block WA500 4.11Document1 pageDespiece Block WA500 4.11LuisNo ratings yet
- Herc-Alloy 1000 Chain Clevlok Lodelok Hook: Types of Chain SlingsDocument1 pageHerc-Alloy 1000 Chain Clevlok Lodelok Hook: Types of Chain SlingsMinhKhuongHieuNo ratings yet
- Pontoon ScantlingDocument4 pagesPontoon ScantlingDammyNo ratings yet