Download as pdf or txt
You might also like
- Elkem Poster 2Document1 pageElkem Poster 2retiefw3No ratings yet
- Astm C1397-13Document9 pagesAstm C1397-13Boz Van DuynNo ratings yet
- Hardenability of High CR White Cast IronDocument4 pagesHardenability of High CR White Cast IronanruloNo ratings yet
- Di InspectioninDocument38 pagesDi InspectioninJanith Saumya BandaraNo ratings yet
- Cast IronsDocument8 pagesCast IronsAlberto LunaNo ratings yet
- Sampling of Liquid Cast IronDocument2 pagesSampling of Liquid Cast Ironarnaldorcr8646No ratings yet
- Solidi Cation of Gray Cast IronDocument5 pagesSolidi Cation of Gray Cast IronZohaib Khurshid SultanNo ratings yet
- Carbide Dissolution in Thin Wall Ductile Iron PDFDocument8 pagesCarbide Dissolution in Thin Wall Ductile Iron PDFsachinguptachdNo ratings yet
- Ductile Iron, Also Known As Ductile Cast Iron, Nodular Cast Iron, Spheroidal Graphite Iron, Spherulitic Graphite Cast IronDocument3 pagesDuctile Iron, Also Known As Ductile Cast Iron, Nodular Cast Iron, Spheroidal Graphite Iron, Spherulitic Graphite Cast IronRajesh N Priya GopinathanNo ratings yet
- Effect of Aloying Elements in Cast IronDocument2 pagesEffect of Aloying Elements in Cast IronsachinguptachdNo ratings yet
- Effect of Minor and Trace Elements in Cast IronDocument2 pagesEffect of Minor and Trace Elements in Cast IronsachinguptachdNo ratings yet
- Offsetting Macro-Shrinkage in Ductile IronDocument13 pagesOffsetting Macro-Shrinkage in Ductile IronmetkarthikNo ratings yet
- Effects of MN Content and Heat TreatmentDocument5 pagesEffects of MN Content and Heat TreatmentTrần Xuân VịnhNo ratings yet
- Casting Defect - Fissure DefectsDocument3 pagesCasting Defect - Fissure Defectsvivek1312No ratings yet
- Effect of Boron in D.I.Document2 pagesEffect of Boron in D.I.Sachin KumbharNo ratings yet
- AFS Thermal Analysis of CupsDocument12 pagesAFS Thermal Analysis of Cupsyash_ganatraNo ratings yet
- Application Manual Chapter 6 - Feeding & GatingDocument148 pagesApplication Manual Chapter 6 - Feeding & GatingVishal MaliNo ratings yet
- KB Alloys Foundrymans Guide To SR and TiBorDocument7 pagesKB Alloys Foundrymans Guide To SR and TiBorfoundryjoeNo ratings yet
- Controlling The Chemistry and The and The Section Size Is Very ImportantDocument2 pagesControlling The Chemistry and The and The Section Size Is Very ImportantHeuzerGomesNo ratings yet
- Effect of Basic Chemical Element in Sgi Ductile Iron IJERTV1IS7135Document7 pagesEffect of Basic Chemical Element in Sgi Ductile Iron IJERTV1IS7135Uma KoduriNo ratings yet
- Colour MetallographyDocument12 pagesColour MetallographystefaneduardNo ratings yet
- Crystals 12 00978Document9 pagesCrystals 12 00978irmaNo ratings yet
- Late Metal Stream InoculationDocument2 pagesLate Metal Stream Inoculationarnaldorcr8646No ratings yet
- Nitrogen Fissures Defects in Iron Castings: Back ToDocument2 pagesNitrogen Fissures Defects in Iron Castings: Back ToJustin DixonNo ratings yet
- Microsoft PowerPoint - Austenitic Manganese Steel Compatibility Mode 2Document81 pagesMicrosoft PowerPoint - Austenitic Manganese Steel Compatibility Mode 2Damla Kaymakçı100% (1)
- Sand Casting Defects PosterDocument1 pageSand Casting Defects Posterleh antNo ratings yet
- Effect of Minor and Trace Elements in Cast IronDocument2 pagesEffect of Minor and Trace Elements in Cast IronsachinguptachdNo ratings yet
- Feeding Risering For Steel Casting Design PDFDocument10 pagesFeeding Risering For Steel Casting Design PDFHusen TaufiqNo ratings yet
- Elkem InoculacaoDocument26 pagesElkem InoculacaoeduardolavratiNo ratings yet
- Chills General RulesDocument36 pagesChills General RulesMuthu KumarNo ratings yet
- Home About Us Products Quality Control Representation Useful Links Contact UsDocument5 pagesHome About Us Products Quality Control Representation Useful Links Contact Ustushak mNo ratings yet
- Manganese, Sulfur and Manganese-Sulfur Ratio Effects in Gray Cast IronDocument30 pagesManganese, Sulfur and Manganese-Sulfur Ratio Effects in Gray Cast IronNetoNo ratings yet
- ATAS Metstar Kovis FoundryDocument18 pagesATAS Metstar Kovis FoundryslagmercuryNo ratings yet
- Elkem - Overview Brochure Foundry TabletDocument6 pagesElkem - Overview Brochure Foundry TabletHassan Ahmed100% (1)
- 4 Draft or Taper AllowanceDocument5 pages4 Draft or Taper AllowanceAde PuspitaNo ratings yet
- Cast Iron SolidificationDocument12 pagesCast Iron Solidificationkatchani123100% (1)
- Chunky GraphiteDocument16 pagesChunky GraphitesachinguptachdNo ratings yet
- Common Metallurgical Defects in Grey Cast IronDocument9 pagesCommon Metallurgical Defects in Grey Cast IronRolando Nuñez Monrroy100% (1)
- Grey Iron A Unique MaterialDocument13 pagesGrey Iron A Unique MaterialmetkarthikNo ratings yet
- Effect of Bismuth in Ductile IronDocument4 pagesEffect of Bismuth in Ductile Ironmarcotulio123100% (2)
- A Model For The Graphite Formation in Ductile Cast Iron Part I Inoculation MechanismsDocument25 pagesA Model For The Graphite Formation in Ductile Cast Iron Part I Inoculation MechanismsAdams GodoyNo ratings yet
- 26-ELKEM Poster-Graphite Structures in Cast IronsDocument1 page26-ELKEM Poster-Graphite Structures in Cast IronsHOSSIENNo ratings yet
- Wall Chart SEDEX Filters EngDocument1 pageWall Chart SEDEX Filters EngGermano BissonNo ratings yet
- Cast IronDocument12 pagesCast IronSurendra SonayeNo ratings yet
- Cast IronDocument15 pagesCast IronJohnNo ratings yet
- Shrinkage in Iron CastingsDocument10 pagesShrinkage in Iron CastingskarthikkandaNo ratings yet
- Zn-Fe-Al Phase Diagram Low TempDocument16 pagesZn-Fe-Al Phase Diagram Low Tempbdavis33100% (1)
- Filter NotesDocument46 pagesFilter Notestanzil10100% (1)
- Elkem 13 Compacted Graphite IronDocument2 pagesElkem 13 Compacted Graphite Ironmarcotulio123No ratings yet
- The Precipitation Hardening SSsDocument3 pagesThe Precipitation Hardening SSsClaudia MmsNo ratings yet
- Design of Gating and Riser System For Grate Bar CastingDocument6 pagesDesign of Gating and Riser System For Grate Bar CastingvaseaNo ratings yet
- Common Metal Casting DefectsDocument12 pagesCommon Metal Casting DefectsMACKAY9999No ratings yet
- Mapa MetalograficoDocument1 pageMapa MetalograficoBreno DellaNo ratings yet
- Effect of Cooling Rate On Microstructure and Mechanical Properties of Gray Cast Iron - IsIDocument6 pagesEffect of Cooling Rate On Microstructure and Mechanical Properties of Gray Cast Iron - IsIgiokniessNo ratings yet
- Elkem 05 Inoculation MechanismsDocument2 pagesElkem 05 Inoculation Mechanismsmarcotulio123No ratings yet
- Gating-Risering Sec2Document35 pagesGating-Risering Sec2jagan_4u100% (1)
- CH 3 PDFDocument20 pagesCH 3 PDFHassaan SajidNo ratings yet
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Chem ReactionDocument1 pageChem ReactionKrizelle Mae BaronganNo ratings yet
- 1.8 Non Destructive Testing DisciplineDocument1 page1.8 Non Destructive Testing DisciplineTechie ndtNo ratings yet
- Plumbing Fixture Flow Rate Tables (Non Residential)Document1 pagePlumbing Fixture Flow Rate Tables (Non Residential)DNo ratings yet
- 05 Ex Control Stations-2016 IngDocument14 pages05 Ex Control Stations-2016 IngSivagurunathan SpNo ratings yet
- 11 Green Building Materials That Are Way Better Than Concrete - Inhabitat - Green Design, Innovation, Architecture, Green BuildingDocument19 pages11 Green Building Materials That Are Way Better Than Concrete - Inhabitat - Green Design, Innovation, Architecture, Green BuildingCarlo IbuyanNo ratings yet
- Stress Corrosion Cracking and Component Failure Causes andDocument2 pagesStress Corrosion Cracking and Component Failure Causes andaecf_130% (1)
- Problade Ultra: Product Information Technical Data Sheet ForDocument3 pagesProblade Ultra: Product Information Technical Data Sheet ForEldhose ChackochanNo ratings yet
- Durbar Floor Plate (Corus) .Document12 pagesDurbar Floor Plate (Corus) .Stuart GoodswenNo ratings yet
- Deodar Court FinDocument10 pagesDeodar Court Finjitu2968No ratings yet
- Visiomer - Hema P Products - Flyer - December 2020 - v2Document3 pagesVisiomer - Hema P Products - Flyer - December 2020 - v2sasidharkanthetiNo ratings yet
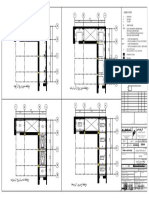
- ADD - STRUCURAL-ModelDocument1 pageADD - STRUCURAL-ModelOmar YassenNo ratings yet
- 07545-Foam RoofingDocument4 pages07545-Foam RoofingEfz EfzNo ratings yet
- Epoxy Protective Coatings: Standard Specification ForDocument10 pagesEpoxy Protective Coatings: Standard Specification Fordong ganNo ratings yet
- 16 ScabbingDocument4 pages16 Scabbingvivek13120% (1)
- S-8018 B2Document5 pagesS-8018 B2Abhishek AnandNo ratings yet
- Mason Industries, Inc.: Position 1 (Floor in Poured Position) Position 2 (Spring & Neoprene Cup Installed)Document1 pageMason Industries, Inc.: Position 1 (Floor in Poured Position) Position 2 (Spring & Neoprene Cup Installed)Mai Tuan AnhNo ratings yet
- Ampco Mold Design GuidelinesDocument39 pagesAmpco Mold Design GuidelinesNaukowyDrpNo ratings yet
- Introduction To Inconel 715Document8 pagesIntroduction To Inconel 715MATHANKUMAR PNo ratings yet
- Goyal DWG plan-FFDocument1 pageGoyal DWG plan-FFAATVIK SHRIVASTAVANo ratings yet
- ERW Standard and Line Pipe Grades: Grade A Carbon Steel (ASTM A53, A523, Api 5L Psl1)Document7 pagesERW Standard and Line Pipe Grades: Grade A Carbon Steel (ASTM A53, A523, Api 5L Psl1)GomathyselviNo ratings yet
- Installation Procedure EquipmentDocument11 pagesInstallation Procedure EquipmentdesuyaNo ratings yet
- Allfasteners Anchor Selection GuideDocument68 pagesAllfasteners Anchor Selection GuideMattNo ratings yet
- Pioneer ScopeDocument85 pagesPioneer ScopeArchana ShuklaNo ratings yet
- K. Bargaheiser - Corrosion PaperDocument16 pagesK. Bargaheiser - Corrosion PaperJHON WILMAR CARDENAS PULIDONo ratings yet
- General Requirements For Steel Sheet, Metallic-Coated by The Hot-Dip ProcessDocument13 pagesGeneral Requirements For Steel Sheet, Metallic-Coated by The Hot-Dip Processmarjan banooNo ratings yet
- ControlValves Datasheet PDFDocument60 pagesControlValves Datasheet PDFBsd FareedNo ratings yet
- Aw 78-24-27 2015Document57 pagesAw 78-24-27 2015Jade Geronimo100% (3)
- Sika Waterbars 2011-10-1Document5 pagesSika Waterbars 2011-10-1ShamaNo ratings yet