Download as pdf or txt
You might also like
- AMRetain™ - ArcelorMittal - Sheet PilingDocument4 pagesAMRetain™ - ArcelorMittal - Sheet Pilingjames_frankNo ratings yet
- Risk Management AssignmentDocument15 pagesRisk Management AssignmentYee KangNo ratings yet
- Room Inspections - 4 Is The Best Score, 1 Is The Worst ScoreDocument1 pageRoom Inspections - 4 Is The Best Score, 1 Is The Worst ScoreJerson Ronald Ydme BilbaoNo ratings yet
- Wind Engineering Research Needs 2011 07Document4 pagesWind Engineering Research Needs 2011 07Khắc Tự NhậtNo ratings yet
- Typical Retaining WallDocument22 pagesTypical Retaining Wallnavneet3bawaNo ratings yet
- 1 RMR PDFDocument14 pages1 RMR PDFchakrapanithotaNo ratings yet
- Grid ConnectedDocument97 pagesGrid ConnectedNemezis1987No ratings yet
- The Digging and Holding Capacity of AnchorsDocument22 pagesThe Digging and Holding Capacity of AnchorszxcxcvbNo ratings yet
- Changing From British To European Cement Standards: What's New?Document12 pagesChanging From British To European Cement Standards: What's New?Sherif MohamedNo ratings yet
- Sand Cushion: 1. IntroductionDocument2 pagesSand Cushion: 1. Introductionlokesh nandinaNo ratings yet
- 9479 0801 12.10.2015 Madan Mohan Malviya Tech. University GorakhpurDocument17 pages9479 0801 12.10.2015 Madan Mohan Malviya Tech. University GorakhpurAnoopNo ratings yet
- Wind TurbineDocument22 pagesWind TurbineRonaldo KasperNo ratings yet
- Comparison of Foundation Design Specifications For Vibratory MachinesDocument10 pagesComparison of Foundation Design Specifications For Vibratory MachinesJosé Antonio Alarcón LeónNo ratings yet
- Ground Support Considerations For Deep CavingDocument16 pagesGround Support Considerations For Deep CavingMark Edowai100% (1)
- Pipe-Soil Interaction With Flowlines During LateraDocument21 pagesPipe-Soil Interaction With Flowlines During LateraDavid Peace AchebeNo ratings yet
- Modulus of Subgrade Reaction - Which One To UseDocument11 pagesModulus of Subgrade Reaction - Which One To Usedubai_santanuNo ratings yet
- Geotechnical Design Considerationsfor Onshore Wind Turbine Shallow FoundationsDocument14 pagesGeotechnical Design Considerationsfor Onshore Wind Turbine Shallow Foundationszhenyu su100% (1)
- New Piles Installation SystemsDocument38 pagesNew Piles Installation SystemsAnand JadoenathmisierNo ratings yet
- Geotechnical Risk and Inadequate Site InvestigatioDocument11 pagesGeotechnical Risk and Inadequate Site InvestigatioTamer Elkady100% (1)
- Pipe Rack 1803-Pr-01 Calculation For Pilings & Pile Caps: Megha Engineering & Infrastructure LTD Intecsa IndustrialDocument1 pagePipe Rack 1803-Pr-01 Calculation For Pilings & Pile Caps: Megha Engineering & Infrastructure LTD Intecsa IndustrialphanikrishnabNo ratings yet
- 141-000-MI-CN-PLN-0005 Code-3Document35 pages141-000-MI-CN-PLN-0005 Code-3um erNo ratings yet
- 001 10067-9-V01-G00Z-01671 N/a 0 2Document39 pages001 10067-9-V01-G00Z-01671 N/a 0 2Ahmed SaadNo ratings yet
- Site Specific Ground Response Analysis PDFDocument9 pagesSite Specific Ground Response Analysis PDFSudan ShresthaNo ratings yet
- Concord - July10Document56 pagesConcord - July10iyappanthiagarajanNo ratings yet
- Hydrogeophysical Investigation ReportDocument10 pagesHydrogeophysical Investigation ReportEvans Vakpo kofiNo ratings yet
- Soil Improvement Works For An Offshore L PDFDocument12 pagesSoil Improvement Works For An Offshore L PDFSRINIVAS DNo ratings yet
- AED Design Requirements - Geotechnical Investigations - Jan10Document26 pagesAED Design Requirements - Geotechnical Investigations - Jan10rhunter2010No ratings yet
- Annexure A Nimli Hydrological SurveyDocument23 pagesAnnexure A Nimli Hydrological SurveyUmesh MishraNo ratings yet
- Wind Info FR Feasibility in BruneiDocument31 pagesWind Info FR Feasibility in Bruneimidas33100% (1)
- Final RerortDocument14 pagesFinal Rerortsrigirisetty208No ratings yet
- Cryogenic Drilling: Subsurface Contaminants Focus AreaDocument24 pagesCryogenic Drilling: Subsurface Contaminants Focus AreaTinashe Enock ChitondweNo ratings yet
- Spillway Stability Design PDFDocument13 pagesSpillway Stability Design PDFyasirjuraba100% (2)
- Ul Underground TanksDocument9 pagesUl Underground TanksEric SamNo ratings yet
- Sheet #4 - Stiffened PlatesDocument3 pagesSheet #4 - Stiffened PlatesHany EmadNo ratings yet
- İsrail Deprem Yönetmeliği EkiDocument18 pagesİsrail Deprem Yönetmeliği EkiErol Eylemci KaplanNo ratings yet
- Is 13849 PDFDocument517 pagesIs 13849 PDFsauravNo ratings yet
- 225R 99Document41 pages225R 99farhadamNo ratings yet
- Wind Load Calculations 0.2 (14 Degree)Document3 pagesWind Load Calculations 0.2 (14 Degree)tarang patelNo ratings yet
- April 2012: in Case of Doubt, The German-Language Original Shall Be Considered AuthoritativeDocument25 pagesApril 2012: in Case of Doubt, The German-Language Original Shall Be Considered AuthoritativeToni Garrote FerreroNo ratings yet
- Sheeting Structure Verification Input DataDocument26 pagesSheeting Structure Verification Input DataanonimusazNo ratings yet
- TTE033-2103-04-01-A0 - Conveyor C-51Document106 pagesTTE033-2103-04-01-A0 - Conveyor C-51Fandy SipataNo ratings yet
- Gcs2 002 Gen Az7 SP 01 0 Specification For PaintingDocument31 pagesGcs2 002 Gen Az7 SP 01 0 Specification For Paintingsondk2100% (2)
- Karachi Master Plan-2020 CV-03: J A N U A R y 2 0 0 7Document204 pagesKarachi Master Plan-2020 CV-03: J A N U A R y 2 0 0 7Dani DaniNo ratings yet
- PROCEEDINGS OF THE 69th CGS CONFERENCEDocument39 pagesPROCEEDINGS OF THE 69th CGS CONFERENCEnxpxdNo ratings yet
- Geo Tech Investigation Spec BHELlDocument59 pagesGeo Tech Investigation Spec BHELlSanjay SahuNo ratings yet
- Lecture 2Document30 pagesLecture 2hayelomNo ratings yet
- Request For Proposal For Topographical Survey-RourkelaDocument13 pagesRequest For Proposal For Topographical Survey-Rourkelafreddy ramdinNo ratings yet
- Design and Performance of A 15m Deep Excavation For A Wagon TipplerDocument5 pagesDesign and Performance of A 15m Deep Excavation For A Wagon TipplerlingamkumarNo ratings yet
- BK91 1307 WHA 187 GIV RPT 0001 - A - Geotechnical Investigation Report For Warehouse - C3Document57 pagesBK91 1307 WHA 187 GIV RPT 0001 - A - Geotechnical Investigation Report For Warehouse - C3Berry UmpolaNo ratings yet
- Sleeper DesignDocument4 pagesSleeper DesignriccecriNo ratings yet
- Hybrid Foundation System For Offshore Wind Turbine - Ahmed AbdelkaderDocument17 pagesHybrid Foundation System For Offshore Wind Turbine - Ahmed AbdelkaderMarcelo ZamboniNo ratings yet
- Structural Design, Fabrication and Installation of Offshore Conductor PipeDocument16 pagesStructural Design, Fabrication and Installation of Offshore Conductor Pipezxzhao1973No ratings yet
- Measurement and Prediction of Construction Vibration Affecting Sensitive LaboratoriesDocument7 pagesMeasurement and Prediction of Construction Vibration Affecting Sensitive Laboratoriesfandy sipataNo ratings yet
- RTPR-ENG-REP-00XX - A Steelwork Transfer E3D To Shop Detailing Testing ReportDocument27 pagesRTPR-ENG-REP-00XX - A Steelwork Transfer E3D To Shop Detailing Testing ReportJustine Lloyd Bautista100% (1)
- Correlations For Quick Prediction of Swell PressuresDocument6 pagesCorrelations For Quick Prediction of Swell PressuresNadim527No ratings yet
- 7 SCH D Section III Technical Specification of WorkDocument8 pages7 SCH D Section III Technical Specification of Workabhishek agrawalNo ratings yet
- 3PS Eq 002 - 01Document32 pages3PS Eq 002 - 01Bikas SahaNo ratings yet
- Cathodic ProtectionDocument5 pagesCathodic ProtectionAAFNo ratings yet
- Jgpd-Isf-t-sh-sa-1302-04-Ms For Placement of Light Weight Concrete For Roof Deck Areas Rev-04Document87 pagesJgpd-Isf-t-sh-sa-1302-04-Ms For Placement of Light Weight Concrete For Roof Deck Areas Rev-04gulzamanNo ratings yet
- 4-Part-B Civil PDFDocument65 pages4-Part-B Civil PDFPratik GuptaNo ratings yet
- Vol IIDocument74 pagesVol IIBhaskar ReddyNo ratings yet
- Oil Movemnt TanksDocument98 pagesOil Movemnt Tankssocomenin2013No ratings yet
- BIL-BCC-BRBCL-620-C007-F014 R1-Layout1Document1 pageBIL-BCC-BRBCL-620-C007-F014 R1-Layout1Vikash SinghNo ratings yet
- BIL BCC BRBCL 620 C007 F05 R1 Layout1Document1 pageBIL BCC BRBCL 620 C007 F05 R1 Layout1Vikash SinghNo ratings yet
- BIL-BCC-BRBCL-620-C007-F013 R1-Layout1Document1 pageBIL-BCC-BRBCL-620-C007-F013 R1-Layout1Vikash SinghNo ratings yet
- BIL BCC BRBCL 620 C007 F09 R1 Layout1Document1 pageBIL BCC BRBCL 620 C007 F09 R1 Layout1Vikash SinghNo ratings yet
- BIL BCC BRBCL 620 C007 F02 R1 Layout1Document1 pageBIL BCC BRBCL 620 C007 F02 R1 Layout1Vikash SinghNo ratings yet
- BIL-BCC-BRBCL-620-C007-F015 R1-Layout1Document1 pageBIL-BCC-BRBCL-620-C007-F015 R1-Layout1Vikash SinghNo ratings yet
- Publication of Interview ListDocument1 pagePublication of Interview ListVikash SinghNo ratings yet
- CHP 5053968.pdf (32.57 MT) LOT 2Document1 pageCHP 5053968.pdf (32.57 MT) LOT 2Vikash SinghNo ratings yet
- Publication of Result CS&LODocument1 pagePublication of Result CS&LOVikash SinghNo ratings yet
- CHP 5054175.pdf LOT 3.pdf ADocument1 pageCHP 5054175.pdf LOT 3.pdf AVikash SinghNo ratings yet
- Staircase Bom IndentDocument8 pagesStaircase Bom IndentVikash SinghNo ratings yet
- Project Reference - Ammonia Plant AlgeriaDocument1 pageProject Reference - Ammonia Plant AlgeriaVikash SinghNo ratings yet
- Application Methodology - PrimerDocument2 pagesApplication Methodology - PrimerVikash SinghNo ratings yet
- Annexure A Bio-Data FormatDocument3 pagesAnnexure A Bio-Data FormatVikash SinghNo ratings yet
- Company Profile:: Schedule "A" Mini Ratna Government PSUDocument11 pagesCompany Profile:: Schedule "A" Mini Ratna Government PSUVikash SinghNo ratings yet
- Bond Strength of Fiber-Reinforced Polymer Matrix Composite Bars To Concrete by Pullout TestingDocument9 pagesBond Strength of Fiber-Reinforced Polymer Matrix Composite Bars To Concrete by Pullout TestingasmaNo ratings yet
- Instruction Manual (Centrifugal Pump-E)Document16 pagesInstruction Manual (Centrifugal Pump-E)Naman BajpaiNo ratings yet
- View Topic - Clarification On Calculation of Stability Index of RC FrameDocument5 pagesView Topic - Clarification On Calculation of Stability Index of RC Framekhajarasool786No ratings yet
- Chapter 4 Subgrade SoilsDocument26 pagesChapter 4 Subgrade Soilskolluri srinivas reddyNo ratings yet
- Curriculum Vitae: Michael H. ScottDocument8 pagesCurriculum Vitae: Michael H. ScottAngga Fajar SetiawanNo ratings yet
- Cob, A Vernacular Earth Construction Process in The Context of Modern Sustainable BuildingDocument17 pagesCob, A Vernacular Earth Construction Process in The Context of Modern Sustainable BuildingMilena Vallone PottNo ratings yet
- SPECIFICATION of SUPERSONIC GABIONS and Mattress 2012Document2 pagesSPECIFICATION of SUPERSONIC GABIONS and Mattress 2012Antonette Marie ElgarioNo ratings yet
- The Viable System Model and The Viplan SoftwareDocument19 pagesThe Viable System Model and The Viplan SoftwareRodrigo FernandezNo ratings yet
- Floor Systems guideEN PDFDocument96 pagesFloor Systems guideEN PDFkurtainNo ratings yet
- Unit 2Document3 pagesUnit 2Mario GuamanNo ratings yet
- Steelwise Nov-2014 PDFDocument5 pagesSteelwise Nov-2014 PDFJatinTankNo ratings yet
- Safety Clearance Recommendations For TransformerDocument5 pagesSafety Clearance Recommendations For TransformerNesarkiran BagadeNo ratings yet
- Thummapala Pipe Line EstimateDocument39 pagesThummapala Pipe Line EstimateRavi IvarNo ratings yet
- NHAI Quality Assurance Manual PDFDocument308 pagesNHAI Quality Assurance Manual PDFkom1984No ratings yet
- A 416 A416-M - 99Document5 pagesA 416 A416-M - 99Tan Tanju100% (1)
- Umubano Primary School: by Jean-Charles TallDocument18 pagesUmubano Primary School: by Jean-Charles Tallangel johnNo ratings yet
- Webasto CostrustiaDocument24 pagesWebasto CostrustiaandreiNo ratings yet
- RC-1 Example 3.1Document7 pagesRC-1 Example 3.1rabia jemal100% (2)
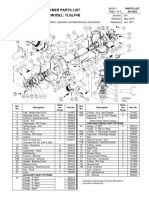
- Blackmer Parts List Pump Model: Tlglf4BDocument2 pagesBlackmer Parts List Pump Model: Tlglf4BRAUL ARMANDO PALOMO CAMPOSNo ratings yet
- Hrsgs Cracking, Corrosion and PerformanceDocument26 pagesHrsgs Cracking, Corrosion and PerformanceOsu AmpawanonNo ratings yet
- Karnaphuli Water Supply Project Phase 2: P&Id For Chlorine Neutralization SystemDocument4 pagesKarnaphuli Water Supply Project Phase 2: P&Id For Chlorine Neutralization SystemJahangir Alam100% (1)
- Exam 2 PDFDocument25 pagesExam 2 PDFSERGIO RODRIGUEZ GUACHERONo ratings yet
- Sa Lab Manual 1Document32 pagesSa Lab Manual 1Saurabh SahuNo ratings yet
- Substantial Changes To ANSI/AISC 360 in The 2022 Edition That Appear in Public Review One Draft Dated August 3, 2020Document8 pagesSubstantial Changes To ANSI/AISC 360 in The 2022 Edition That Appear in Public Review One Draft Dated August 3, 2020phamminhquangNo ratings yet
- SPECIFICATIONS Final PPT - MVDocument13 pagesSPECIFICATIONS Final PPT - MVAbid mullaNo ratings yet
- 02 Feb 2020Document21 pages02 Feb 2020Imran KhanNo ratings yet
- Gypsum False CeilingDocument6 pagesGypsum False Ceilingkalpesh86patel9246No ratings yet
- Datia Mini Smart City Madhya Pradesh Urban Development CompanyDocument6 pagesDatia Mini Smart City Madhya Pradesh Urban Development Companyshivshankar kushwahaNo ratings yet