Download as pdf or txt
You might also like
- Method Statement For Aluminium Windows and Doors Related Glazing) (K)Document9 pagesMethod Statement For Aluminium Windows and Doors Related Glazing) (K)Akash Yadav67% (3)
- International Economics 8th Edition Husted Test BankDocument10 pagesInternational Economics 8th Edition Husted Test Bankjethrodavide6qi100% (28)
- Pressure Vessel Inspection Procedure Rev.2Document24 pagesPressure Vessel Inspection Procedure Rev.2Ariq Fauzan100% (7)
- FM 1614 FRC Pipe and Fittings For UG FP Service 2017Document28 pagesFM 1614 FRC Pipe and Fittings For UG FP Service 2017andyNo ratings yet
- Supergroup South Africa-Contextual Leadership From Turnaround To Strategic NicheW19095-PDF-ENG PDFDocument7 pagesSupergroup South Africa-Contextual Leadership From Turnaround To Strategic NicheW19095-PDF-ENG PDFAditya AnandNo ratings yet
- Drilling Mast and Subtructure CertificatDocument10 pagesDrilling Mast and Subtructure CertificatAhmed Imtiaz Rao0% (1)
- BOP RecertificationDocument14 pagesBOP RecertificationSameer Parambath100% (5)
- Prepration of ITP For Storage Tanks Fabrication & ErectionDocument27 pagesPrepration of ITP For Storage Tanks Fabrication & ErectionRamuAlagappan93% (15)
- Planday Restaurant KPIs Checklist Web FinalDocument4 pagesPlanday Restaurant KPIs Checklist Web FinalÓscar Correia100% (1)
- Emdqp Ins 211Document10 pagesEmdqp Ins 211EduardNo ratings yet
- Sop Iii-001 R00Document27 pagesSop Iii-001 R00BepdjNo ratings yet
- Afton Chemical Asia Pte LTD Project Lion - Phase 2 Singapore Preparation of Inspection and Test Plan For Storage Tanks Fabrication & ErectionDocument28 pagesAfton Chemical Asia Pte LTD Project Lion - Phase 2 Singapore Preparation of Inspection and Test Plan For Storage Tanks Fabrication & ErectionIsprotec IngenieriaNo ratings yet
- Ekulama1 Hydrostatic Testing Procedure - Rev 2Document15 pagesEkulama1 Hydrostatic Testing Procedure - Rev 2eke23No ratings yet
- KURD-SPC-PRJ-002 Flange Joint Integrity SpecificationDocument13 pagesKURD-SPC-PRJ-002 Flange Joint Integrity Specificationbmanojkumar16No ratings yet
- 32 Saip 11Document9 pages32 Saip 11Jam100% (2)
- Crude Oil Stroage Tanks SpecsDocument48 pagesCrude Oil Stroage Tanks Specsmanish318No ratings yet
- 01 Saip 01Document17 pages01 Saip 01Kuppan Srinivasan100% (2)
- RP 6.0 2015 Vfinal - 0Document18 pagesRP 6.0 2015 Vfinal - 0Kewell LimNo ratings yet
- std-130 - PIPES, VALVES AND FITTINGSDocument23 pagesstd-130 - PIPES, VALVES AND FITTINGSAnoopNo ratings yet
- Specification For Leak Test PipeDocument10 pagesSpecification For Leak Test PipeEsteban Rios PitaNo ratings yet
- Saep 1145Document20 pagesSaep 1145Amit shah100% (1)
- S.A.E.P. - 1145Document20 pagesS.A.E.P. - 1145silvrsurfr637No ratings yet
- QMS 32 - 2009Document4 pagesQMS 32 - 2009Prasenjit PuriNo ratings yet
- Ogdcl Rig Tor Rm-4573Document8 pagesOgdcl Rig Tor Rm-4573Ahmed Imtiaz RaoNo ratings yet
- Inspection and Certification of Blowout Preventers (CAODC)Document18 pagesInspection and Certification of Blowout Preventers (CAODC)Carlos MunizagaNo ratings yet
- Im Exgp-Pb 6Document16 pagesIm Exgp-Pb 6JoeyNo ratings yet
- 00 Saip 75 PDFDocument64 pages00 Saip 75 PDFluke luckyNo ratings yet
- JG-SC-003 NDTDocument10 pagesJG-SC-003 NDTarsil5840No ratings yet
- Caodc RP 6.0 Inspection and Certification of BopDocument19 pagesCaodc RP 6.0 Inspection and Certification of BopEDWIN M.P0% (1)
- Inspection and Test Plan (Itp) For Control ValvesDocument15 pagesInspection and Test Plan (Itp) For Control ValveszakariaNo ratings yet
- ADS 022 2018 enDocument81 pagesADS 022 2018 enKirupa KaranNo ratings yet
- Vol 5 Oct G Inspection GuidelinesDocument139 pagesVol 5 Oct G Inspection GuidelinesFranklin NarvaezNo ratings yet
- Inspection and Test Plan For Pressure Reliving Devices 1707841397Document16 pagesInspection and Test Plan For Pressure Reliving Devices 1707841397BernathTurnipNo ratings yet
- Sabp L 003Document46 pagesSabp L 003Li PengNo ratings yet
- gs102 1Document9 pagesgs102 1medodedo201050% (2)
- Corrected Qap For RVNL Bina Kota ProjectDocument161 pagesCorrected Qap For RVNL Bina Kota ProjectPrasanta ParidaNo ratings yet
- FM 1612 PVC Pipe & Fittings For UG FP Service 2016Document27 pagesFM 1612 PVC Pipe & Fittings For UG FP Service 2016andy100% (1)
- Saep 324 PDFDocument13 pagesSaep 324 PDFArvind ShakyaNo ratings yet
- Cgk063 Rfa Mos M XXX - Fcu & Fan InstallationDocument44 pagesCgk063 Rfa Mos M XXX - Fcu & Fan Installationdiki anggriawanNo ratings yet
- Agalipay STP: General Inspection and Test PlanDocument23 pagesAgalipay STP: General Inspection and Test PlanSakura ShigaNo ratings yet
- STD 153Document15 pagesSTD 153Shriram AvasarkarNo ratings yet
- Saep 1146Document8 pagesSaep 1146Amit shahNo ratings yet
- Edition 6 - RP 1.0 VFinal (2016)Document16 pagesEdition 6 - RP 1.0 VFinal (2016)Asad KhanNo ratings yet
- Pipelayer (R1)Document12 pagesPipelayer (R1)zandro padillaNo ratings yet
- Cgk063-Rfa-Mos-M-Xxx - Refrigerant & Condensate Pipe InstallationDocument31 pagesCgk063-Rfa-Mos-M-Xxx - Refrigerant & Condensate Pipe Installationdiki anggriawanNo ratings yet
- 5-Construction QA QC-MachineryDocument7 pages5-Construction QA QC-MachineryVPN NetworkNo ratings yet
- Specification For Welding of Duplex Stainless Steel Pipelines AmendmentsSupplements To API STD 1104Document54 pagesSpecification For Welding of Duplex Stainless Steel Pipelines AmendmentsSupplements To API STD 1104Ajesh Kumar Muraleedharan100% (1)
- AIE-PR-PRJ-005 - in Service Pipework Inspection Procedure Rev 01Document20 pagesAIE-PR-PRJ-005 - in Service Pipework Inspection Procedure Rev 01faraz_muslimNo ratings yet
- Aep1145 PDFDocument21 pagesAep1145 PDFMohammed AL-GomaieNo ratings yet
- GS 20-1-3 - MainbodyDocument31 pagesGS 20-1-3 - MainbodySubash ChandraboseNo ratings yet
- STD PIP VECQ1001 2009 Vessel Shop Qualification ProcedureDocument27 pagesSTD PIP VECQ1001 2009 Vessel Shop Qualification ProcedureNikunj KNo ratings yet
- O - (TOC) - SOP - 008 - R0 - SOP For Welding Consumables Handling and ControlDocument8 pagesO - (TOC) - SOP - 008 - R0 - SOP For Welding Consumables Handling and ControlMDhana SekarNo ratings yet
- 100-YER-PM-PPM-0550 (Welders & Brazers)Document11 pages100-YER-PM-PPM-0550 (Welders & Brazers)Armando AballeNo ratings yet
- POF 300 Achieving Successful In-Line Inspection - Nov 2021Document33 pagesPOF 300 Achieving Successful In-Line Inspection - Nov 2021Stephen MalobaNo ratings yet
- TP 116 04Document58 pagesTP 116 04La Ga Ta TitiNo ratings yet
- Sample SAT Procedure (Only For Reference)Document3 pagesSample SAT Procedure (Only For Reference)Mohammed SinanNo ratings yet
- Iqwq-ce1092-Qpqac-00-0001 - 0 -Quality Control Procedure for Civil 土建质量控制程序Document37 pagesIqwq-ce1092-Qpqac-00-0001 - 0 -Quality Control Procedure for Civil 土建质量控制程序Ali MajeedNo ratings yet
- SP-1274 - Specification For Civil Engineering Materials TestingDocument48 pagesSP-1274 - Specification For Civil Engineering Materials TestingIbrahim Naguib100% (2)
- K88 GN 000Z 06 TMS Tle 460 0014 00Document33 pagesK88 GN 000Z 06 TMS Tle 460 0014 00m.jawwadNo ratings yet
- Sabp L 004Document11 pagesSabp L 004Eagle SpiritNo ratings yet
- 3990 Less or Nonflammable TransformersDocument16 pages3990 Less or Nonflammable TransformersmilecsaNo ratings yet
- NDTDocument23 pagesNDTPrabhu Subbiah Ramdoss100% (6)
- IQWQ-CE1092-QPQAC-00-0004 - 0 -QUALITY CONTROL PROCEDURE FOR FIELD FEBRICATED TANKS罐安装质量控制程序 PDFDocument15 pagesIQWQ-CE1092-QPQAC-00-0004 - 0 -QUALITY CONTROL PROCEDURE FOR FIELD FEBRICATED TANKS罐安装质量控制程序 PDFAli MajeedNo ratings yet
- Acy 428Document1 pageAcy 428EduardNo ratings yet
- Calibration Certificate: Page 1 / 1Document1 pageCalibration Certificate: Page 1 / 1EduardNo ratings yet
- DR 039 00184Document2 pagesDR 039 00184EduardNo ratings yet
- Emdqp Ins 212Document20 pagesEmdqp Ins 212EduardNo ratings yet
- Calibration Certificate: Page 1 / 1Document1 pageCalibration Certificate: Page 1 / 1EduardNo ratings yet
- Calibration Certificate: Page 1 / 1Document1 pageCalibration Certificate: Page 1 / 1EduardNo ratings yet
- Inspection Report: Wesco LLCDocument8 pagesInspection Report: Wesco LLCEduardNo ratings yet
- S36BW 419100316050Document1 pageS36BW 419100316050EduardNo ratings yet
- SCANDocument5 pagesSCANEduardNo ratings yet
- MTC 4140 5.25-2.75 HT 986366-5Document9 pagesMTC 4140 5.25-2.75 HT 986366-5EduardNo ratings yet
- TSH-AR-00.0005 Rev.5Document10 pagesTSH-AR-00.0005 Rev.5EduardNo ratings yet
- EMAR 01 Rev01 FINALDocument12 pagesEMAR 01 Rev01 FINALEduardNo ratings yet
- EMDC DQT Well Asset Daily Reporting SpreadsheetDocument42 pagesEMDC DQT Well Asset Daily Reporting SpreadsheetEduardNo ratings yet
- Emtsli 01Document3 pagesEmtsli 01EduardNo ratings yet
- Emdqp Ins 211Document10 pagesEmdqp Ins 211EduardNo ratings yet
- IOA 21073 Rev 1Document2 pagesIOA 21073 Rev 1EduardNo ratings yet
- ATTA-Quality Plan-19-001Rev.01-signedDocument5 pagesATTA-Quality Plan-19-001Rev.01-signedEduardNo ratings yet
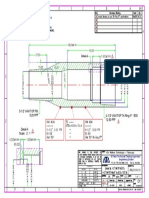
- ATTA.D.0193.18 Rev 01 - Crossover Sub, 3.50 VAM TOP PIn #9.20 X 4.50 VAM TOP TK-Ring II Box #12.60 X 18.00 OALDocument1 pageATTA.D.0193.18 Rev 01 - Crossover Sub, 3.50 VAM TOP PIn #9.20 X 4.50 VAM TOP TK-Ring II Box #12.60 X 18.00 OALEduardNo ratings yet
- ATTA.D.0192.18 Rev 01 - Crossover Sub, 4.50 VAM TOP PIn #12.60 X 4.50 VAM TOP TK-Ring II Box #12.60 X 18.00 OALDocument1 pageATTA.D.0192.18 Rev 01 - Crossover Sub, 4.50 VAM TOP PIn #12.60 X 4.50 VAM TOP TK-Ring II Box #12.60 X 18.00 OALEduardNo ratings yet
- EMDC DQT Well Asset Daily Reporting Spreadsheet - IOA21073Document42 pagesEMDC DQT Well Asset Daily Reporting Spreadsheet - IOA21073EduardNo ratings yet
- 4140 5.25-2.75 HT 986366-5Document9 pages4140 5.25-2.75 HT 986366-5EduardNo ratings yet
- UnpricedDocument4 pagesUnpricedEduardNo ratings yet
- String 3Document1 pageString 3EduardNo ratings yet
- Al Nasr Metal Industries Location MapDocument1 pageAl Nasr Metal Industries Location MapEduardNo ratings yet
- Serial Number Thread Depth Before CW Thread Depth After CW W18AFM0115 0.01 0.04 W18AFM0141 0.015 0.05 W18AFM0151 0.01 0.045Document1 pageSerial Number Thread Depth Before CW Thread Depth After CW W18AFM0115 0.01 0.04 W18AFM0141 0.015 0.05 W18AFM0151 0.01 0.045EduardNo ratings yet
- Emtmp Pur 205Document3 pagesEmtmp Pur 205EduardNo ratings yet
- MI Plan For NDC Expected Order Date 05-06-2018 Rev 1 With VF50 - String 3Document29 pagesMI Plan For NDC Expected Order Date 05-06-2018 Rev 1 With VF50 - String 3EduardNo ratings yet
- Emtmp Pur 204Document2 pagesEmtmp Pur 204EduardNo ratings yet
- X-Overs PQPDocument6 pagesX-Overs PQPEduardNo ratings yet
- Pump in Sub PQPDocument2 pagesPump in Sub PQPEduardNo ratings yet
- FuturePaymentsNon FungibleTokensDocument46 pagesFuturePaymentsNon FungibleTokensPetraNo ratings yet
- M1. Introduction To Cost and Management AccountingDocument11 pagesM1. Introduction To Cost and Management AccountingLara Camille CelestialNo ratings yet
- Ap08-Aa9-Ev05 - Formato - Taller Aplicacion Estrategias Comprension Textos Tecnicos Ingles - Luis CastiblancoDocument13 pagesAp08-Aa9-Ev05 - Formato - Taller Aplicacion Estrategias Comprension Textos Tecnicos Ingles - Luis CastiblancoLuis Eduardo Castiblanco Jordan100% (1)
- A Khulna BARAK BANKDocument1 pageA Khulna BARAK BANKogaNo ratings yet
- 2022 Omnibus Sworn Statement (Revised) - DILGDocument2 pages2022 Omnibus Sworn Statement (Revised) - DILGmaxor4242No ratings yet
- Kalender 2024 PoscoDocument26 pagesKalender 2024 PoscoJundi FaizyNo ratings yet
- IECEP-Cagayan Valley Membership Form - LOUDEXILENE DAPHNE S. ACOBDocument1 pageIECEP-Cagayan Valley Membership Form - LOUDEXILENE DAPHNE S. ACOBCorazon SibalNo ratings yet
- Advanced Income Tax Solutions PDFDocument214 pagesAdvanced Income Tax Solutions PDFelenaNo ratings yet
- Harnischfeger QuestionsDocument1 pageHarnischfeger QuestionsKateryna GerusNo ratings yet
- OmniBlu™ Digital Service Platform OverviewDocument4 pagesOmniBlu™ Digital Service Platform Overviewtamphamdinh02No ratings yet
- LKAS 8 Accounting Policies (New)Document33 pagesLKAS 8 Accounting Policies (New)Kogularamanan NithiananthanNo ratings yet
- EDPI Paper 6 - ManishDocument11 pagesEDPI Paper 6 - ManishrsunderyNo ratings yet
- Marketing Proj Moov FinalDocument26 pagesMarketing Proj Moov FinalAbhi Modak33% (9)
- Dynanet DN2 Eq Broch enDocument2 pagesDynanet DN2 Eq Broch enDaniloNo ratings yet
- IFM-OB-Tender-Brief-Slides (Done Excel, Done CC) PDFDocument25 pagesIFM-OB-Tender-Brief-Slides (Done Excel, Done CC) PDFCK AngNo ratings yet
- Project Report On GT PharmaDocument3 pagesProject Report On GT PharmaUmair AhmedNo ratings yet
- Listado de ProductosDocument70 pagesListado de ProductosAlejandra VargasNo ratings yet
- Key Information Document: What Type of Contract Will I Be Engaged In?Document74 pagesKey Information Document: What Type of Contract Will I Be Engaged In?Towfiquzzaman ShummoNo ratings yet
- Portfolio Management MMDocument31 pagesPortfolio Management MMTu DuongNo ratings yet
- Agency CredentialsDocument46 pagesAgency Credentialsgiftyrajpal1No ratings yet
- Full Download Core Concepts of Accounting Information Systems 13th Edition Simkin Test BankDocument35 pagesFull Download Core Concepts of Accounting Information Systems 13th Edition Simkin Test Bankhhagyalexik100% (44)
- Atrapanieblas CorreccionesDocument17 pagesAtrapanieblas CorreccionesEl CrackkNo ratings yet
- Sabi V SaharaDocument2 pagesSabi V SaharasahilNo ratings yet
- Transaction Code Description of Transaction IS-U: SchedulingDocument7 pagesTransaction Code Description of Transaction IS-U: SchedulingAakriti VigNo ratings yet
- Deed of Assignment of Shares and Subscription Rights - SampleDocument2 pagesDeed of Assignment of Shares and Subscription Rights - SampleFelot100% (2)
- Introduction To Social MediaDocument8 pagesIntroduction To Social MediamaryNo ratings yet