Download as pdf or txt
You might also like
- Schematitic and Wiring Drawing ADEM IIIDocument2 pagesSchematitic and Wiring Drawing ADEM IIIJose Luis Rattia86% (7)
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisFrom EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisRating: 4 out of 5 stars4/5 (2)
- Trilogy of Wireless Power: Basic principles, WPT Systems and ApplicationsFrom EverandTrilogy of Wireless Power: Basic principles, WPT Systems and ApplicationsNo ratings yet
- Alternating Current Field Measurement Level 1 Course (ACFM L1)Document357 pagesAlternating Current Field Measurement Level 1 Course (ACFM L1)susheel100% (2)
- EMATDocument28 pagesEMATravichandraNo ratings yet
- Principles of Eddy Current TestingDocument1 pagePrinciples of Eddy Current Testingpcotfas100% (1)
- Ultrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentFrom EverandUltrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentRating: 4.5 out of 5 stars4.5/5 (3)
- Woodward 505eDocument23 pagesWoodward 505eRajendra Singh100% (3)
- Quotation For Electrical Work Labour Rate OnlyDocument3 pagesQuotation For Electrical Work Labour Rate OnlySenthil Kumar100% (4)
- Ultrasonic Emats For Weld InspectionDocument3 pagesUltrasonic Emats For Weld InspectionWigand JuniorNo ratings yet
- Corrosion Detection Under Pipe Supports Using EMAT PDFDocument10 pagesCorrosion Detection Under Pipe Supports Using EMAT PDFpaeg6512No ratings yet
- Corrosion Detection Under Pipe Supports Using EMATDocument10 pagesCorrosion Detection Under Pipe Supports Using EMATpaeg6512No ratings yet
- Corrosion Detection Under Pipe Supports Using EMAT PDFDocument10 pagesCorrosion Detection Under Pipe Supports Using EMAT PDFpaeg6512No ratings yet
- Corrosion Detection Under Pipe Supports Using EMATDocument10 pagesCorrosion Detection Under Pipe Supports Using EMATLuhur BudiNo ratings yet
- EMAT Inspection Services PDFDocument1 pageEMAT Inspection Services PDFCepi Sindang KamulanNo ratings yet
- Air Gap Capacitive Sensor: ApplicationsDocument2 pagesAir Gap Capacitive Sensor: ApplicationsCesar BarrigaNo ratings yet
- Unit 2 - Elements of AutomationDocument48 pagesUnit 2 - Elements of AutomationGautham BVNo ratings yet
- Electromagnetic Acoustic Transducers (Emats) : Standard Guide ForDocument8 pagesElectromagnetic Acoustic Transducers (Emats) : Standard Guide ForEric GozzerNo ratings yet
- High-Resolution EMAT As A Diagnostic Tool For Analysis of SCC and Crack-Like Pipeline Defects - IOGPC2015-7940 Thomas Beuker / ROSEN Matthias Hilvert / ROSENDocument24 pagesHigh-Resolution EMAT As A Diagnostic Tool For Analysis of SCC and Crack-Like Pipeline Defects - IOGPC2015-7940 Thomas Beuker / ROSEN Matthias Hilvert / ROSENrajnish14feb8516No ratings yet
- Notes On - LevelSureDocument4 pagesNotes On - LevelSureDavid BaughNo ratings yet
- Condition Monitoring of Rotating EquipmeDocument14 pagesCondition Monitoring of Rotating EquipmessshettyNo ratings yet
- Temposonics: Absolute, Non-Contact Position SensorsDocument18 pagesTemposonics: Absolute, Non-Contact Position SensorsciroNo ratings yet
- 01 How To Choose An MRT Device - Mennens BelgiumDocument5 pages01 How To Choose An MRT Device - Mennens BelgiumSemingHaugErstadNo ratings yet
- Total Harmonic DistortionDocument22 pagesTotal Harmonic DistortionhamidrezaNo ratings yet
- 452 ZambranoOteroDocument1 page452 ZambranoOteroAnbarasan PerumalNo ratings yet
- R Scan Array PAUT Specification Sheet 01Document4 pagesR Scan Array PAUT Specification Sheet 01Ashru KumarNo ratings yet
- OlympusDocument5 pagesOlympuswon choiNo ratings yet
- Mechatronics Engineering: Unit 2Document34 pagesMechatronics Engineering: Unit 2m.m.e m.m.eNo ratings yet
- Syscom: MR2002-CE Civil Engineering SystemDocument6 pagesSyscom: MR2002-CE Civil Engineering Systemadasda adasdasNo ratings yet
- A Comprehensive Analysis of Magnet DefecDocument10 pagesA Comprehensive Analysis of Magnet DefecNAOUREZ BEN HADJNo ratings yet
- Family of Tofd Products: CEN/TS 14751:2004 Compliant EN 5836:2000 CompliantDocument11 pagesFamily of Tofd Products: CEN/TS 14751:2004 Compliant EN 5836:2000 CompliantHermann LeonardoNo ratings yet
- PALM Flat Scanner: For General Weld InspectionDocument4 pagesPALM Flat Scanner: For General Weld InspectionYoucef ChorfaNo ratings yet
- Magnetometer - GEM - Proton - GSM - 19tfinDocument2 pagesMagnetometer - GEM - Proton - GSM - 19tfinPena PurnamaNo ratings yet
- GE - Palm Scanner PipeDocument4 pagesGE - Palm Scanner Pipepokeboy19No ratings yet
- Mechatronics Lab PDFDocument6 pagesMechatronics Lab PDFkiranNo ratings yet
- NDT&E International: P.A. Petcher, M.D.G. Potter, S. DixonDocument7 pagesNDT&E International: P.A. Petcher, M.D.G. Potter, S. Dixonyugesh raajhaNo ratings yet
- Sensor de Posición para Cilindros Hidraulicos Modelo RH Mts TemposonicDocument7 pagesSensor de Posición para Cilindros Hidraulicos Modelo RH Mts TemposonicElmer Rojas CNo ratings yet
- Surftest SV-3100Document12 pagesSurftest SV-3100صالح سميرNo ratings yet
- Weld-Solution en LTR 201712 WebDocument8 pagesWeld-Solution en LTR 201712 WebLương Hồ VũNo ratings yet
- Anritsu - Mt9085seriesDocument20 pagesAnritsu - Mt9085seriesFrancisco SeNo ratings yet
- Ultrasonic Thickness Measurement: AdvantagesDocument2 pagesUltrasonic Thickness Measurement: AdvantagesGowrisanthosh PalikaNo ratings yet
- VC en 09-2021Document36 pagesVC en 09-2021VratNo ratings yet
- Harisonic UT TrnsdcrCat 201502 ENDocument16 pagesHarisonic UT TrnsdcrCat 201502 ENFethi BELOUISNo ratings yet
- 066 LW Tensile Tester v2.0 PDFDocument4 pages066 LW Tensile Tester v2.0 PDFMarkusNo ratings yet
- Brochure VC-920 EN PDFDocument4 pagesBrochure VC-920 EN PDFAriawan HasnanNo ratings yet
- Journal of Energy - 2018 03 Separat 01Document6 pagesJournal of Energy - 2018 03 Separat 01Where did you go ?No ratings yet
- Thickness Measurement: Temate /powerut Tg-Il SystemsDocument2 pagesThickness Measurement: Temate /powerut Tg-Il SystemsAshru KumarNo ratings yet
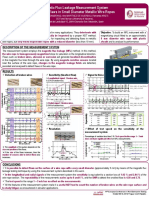
- Statistic-Based Method To Monitor Belt Transmission Looseness Through Motor Phase CurrentsDocument9 pagesStatistic-Based Method To Monitor Belt Transmission Looseness Through Motor Phase CurrentsJOEL EZEQUIEL PACHECO MENANo ratings yet
- Jual - Coating Thickness CEM DT-156 #Harga #082217294199Document3 pagesJual - Coating Thickness CEM DT-156 #Harga #082217294199Tantan Teknik IndonesiaNo ratings yet
- Presemtation Etalon Jimtof2012Document63 pagesPresemtation Etalon Jimtof2012Mario AriasNo ratings yet
- Tube & Tank Inspection: MRUT (Medium Range UT)Document2 pagesTube & Tank Inspection: MRUT (Medium Range UT)Professional TrustNo ratings yet
- The Electromagnetic (EM) Inspection of Offshore Wire Ropes: Figure 1. Mooring Rope InspectionDocument10 pagesThe Electromagnetic (EM) Inspection of Offshore Wire Ropes: Figure 1. Mooring Rope InspectionVICTOR MANUELNo ratings yet
- CM3002 Sensors in CMDocument3 pagesCM3002 Sensors in CMtasneemengsolNo ratings yet
- A - MEDIA TO GET - ALL DATAS IN ELECTRICAL SCIENCE... !! - Transformer Stability Test Procedure PDFDocument1 pageA - MEDIA TO GET - ALL DATAS IN ELECTRICAL SCIENCE... !! - Transformer Stability Test Procedure PDFRK KNo ratings yet
- Arise Global Inspection Services Company BrochureDocument35 pagesArise Global Inspection Services Company BrochuremaroofNo ratings yet
- Siemensr 711 A and 711 911E ENGDocument12 pagesSiemensr 711 A and 711 911E ENGManzoor-ul- HassanNo ratings yet
- PHYWE 5.3.03 Hall Effect in MetalsDocument3 pagesPHYWE 5.3.03 Hall Effect in MetalsMary LeeNo ratings yet
- The Impacts of Antenna Azimuth and Tilt Installation Accuracy OnDocument9 pagesThe Impacts of Antenna Azimuth and Tilt Installation Accuracy OnntvanNo ratings yet
- Capacitive Proximity SwitchDocument42 pagesCapacitive Proximity Switchsvaish13No ratings yet
- Tank Inspection: Guide & Manual GM-MS-MIT-101 ENDocument4 pagesTank Inspection: Guide & Manual GM-MS-MIT-101 ENTony Bou GhariosNo ratings yet
- Temposonics: R-Series Models RP and RHDocument15 pagesTemposonics: R-Series Models RP and RHAnonymous HvDSpkgVNo ratings yet
- EE227-Final Exam-FeildsDocument1 pageEE227-Final Exam-FeildsayadmanNo ratings yet
- SUA7000 A IPowerDocument2 pagesSUA7000 A IPowerJuan Ramon RodriguezNo ratings yet
- Bioelectromagnetics Volume 17 Joseph L. Kirschvink - Microwave Absorption by Magnetite - A Possible Mechanism For Coupling NoDocument8 pagesBioelectromagnetics Volume 17 Joseph L. Kirschvink - Microwave Absorption by Magnetite - A Possible Mechanism For Coupling NoJose SygNo ratings yet
- SC91710 eDocument19 pagesSC91710 ebetodias30No ratings yet
- Mitsubishi ME96SS (Power Meter)Document32 pagesMitsubishi ME96SS (Power Meter)SimonCondorNo ratings yet
- Unit 8: Part 2: PD, PID, and Feedback Compensation: Engineering 5821: Control Systems IDocument32 pagesUnit 8: Part 2: PD, PID, and Feedback Compensation: Engineering 5821: Control Systems INikhil PanikkarNo ratings yet
- DJM 900 NexusDocument223 pagesDJM 900 NexusDJ MAONo ratings yet
- New Syllabus Checklist Class - 12Document6 pagesNew Syllabus Checklist Class - 121clickeditsNo ratings yet
- Portable Plasma Torch Height Controller Manual: Type F1620Document46 pagesPortable Plasma Torch Height Controller Manual: Type F1620Kanivalavan CNo ratings yet
- Type SSM Medium Voltage 2300 - 13,800V: SoftstartersDocument5 pagesType SSM Medium Voltage 2300 - 13,800V: SoftstartersJavier AffifNo ratings yet
- Foot Step Electricity Generation Mechanism Using Rack and PinionDocument35 pagesFoot Step Electricity Generation Mechanism Using Rack and PinionKushank Mittal75% (4)
- ABB PS Range Brochure (May 2011)Document12 pagesABB PS Range Brochure (May 2011)Andres Alva JustoNo ratings yet
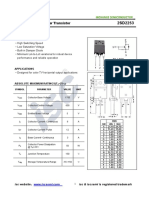
- Isc 2SD2253: Silicon NPN Power TransistorDocument2 pagesIsc 2SD2253: Silicon NPN Power TransistorFrancisco Meza BenavidezNo ratings yet
- Leakage Current BasicDocument26 pagesLeakage Current Basicsavithri123anuragNo ratings yet
- IPD-SelectionGuide AV00-0254EN 052919 PDFDocument72 pagesIPD-SelectionGuide AV00-0254EN 052919 PDFMark ManzanasNo ratings yet
- 149 Fusionadora OP9280Document2 pages149 Fusionadora OP9280Ferdinand FernandezNo ratings yet
- Iee Assignment-2Document4 pagesIee Assignment-2220112034No ratings yet
- Power Systems Protection Course: Al-Balqa Applied UniversityDocument48 pagesPower Systems Protection Course: Al-Balqa Applied UniversityPIOS CHICKENNo ratings yet
- Air Circuit BreakerDocument12 pagesAir Circuit BreakerTridip PaulNo ratings yet
- Mobile Substation Presentation For CEADocument16 pagesMobile Substation Presentation For CEAarshu1463No ratings yet
- 2.8-GHz Prescaler Keeps Cost Down PDFDocument14 pages2.8-GHz Prescaler Keeps Cost Down PDFagmnm1962No ratings yet
- The Complete Product Range of Water ApplicationsDocument42 pagesThe Complete Product Range of Water Applicationsremus popescuNo ratings yet
- LG 47LN5400-CN Chassis LD31B, LD36BDocument87 pagesLG 47LN5400-CN Chassis LD31B, LD36BJose Barroso GuerraNo ratings yet
- Sepic Converter: Prepared ByDocument30 pagesSepic Converter: Prepared BychaitanyaNo ratings yet
- Switch-Mode Power Supply Controller: DescriptionDocument8 pagesSwitch-Mode Power Supply Controller: Descriptionokeinfo100% (1)
- 1.introduction To CompassesDocument33 pages1.introduction To CompassesTisha Galolo100% (2)
- Star Trac Fitness™ E-TR Treadmill: Wner S AnualDocument52 pagesStar Trac Fitness™ E-TR Treadmill: Wner S AnualKelvis MateranoNo ratings yet