Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5823)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- UG-99 Standard Hydrostatic Test: ASME BPVC - VIII.1-2019 UG-99Document3 pagesUG-99 Standard Hydrostatic Test: ASME BPVC - VIII.1-2019 UG-99sergiotero100% (1)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Foundations of Mems 2nd Edition Chang Liu Solutions ManualDocument9 pagesFoundations of Mems 2nd Edition Chang Liu Solutions ManualDennisSandersnofpw93% (15)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Thermal Design of Water Cooled DuctDocument8 pagesThermal Design of Water Cooled Ductpavan100% (1)
- Shoulder PlugsDocument1 pageShoulder PlugssergioteroNo ratings yet
- Shoulder Plugs GasketsDocument1 pageShoulder Plugs GasketssergioteroNo ratings yet
- New Correlation Equationsfor Finned Tube HeatexchangersDocument12 pagesNew Correlation Equationsfor Finned Tube HeatexchangerssergioteroNo ratings yet
- J Enconman 2006 03 034Document16 pagesJ Enconman 2006 03 034sergioteroNo ratings yet
- Spinelli, Stefano Farina, Marcello Ballarino, Andrea - Naples, ItalyDocument6 pagesSpinelli, Stefano Farina, Marcello Ballarino, Andrea - Naples, ItalysergioteroNo ratings yet
- Paper Conical Ring InsertsDocument8 pagesPaper Conical Ring InsertssergioteroNo ratings yet
- Fuel and Energy Abstracts Volume 38 Issue 5 1997 Utilization of Coal-Water Fuels in Fire-Tube BoilersDocument1 pageFuel and Energy Abstracts Volume 38 Issue 5 1997 Utilization of Coal-Water Fuels in Fire-Tube BoilerssergioteroNo ratings yet
- EPJ Web of Conferences Volume 82 Issue 2015 KhaustovComputer Simulation of Vortex Combustion ProcessesDocument5 pagesEPJ Web of Conferences Volume 82 Issue 2015 KhaustovComputer Simulation of Vortex Combustion ProcessessergioteroNo ratings yet
- Applied Thermal Engineering Volume 25 Issue 11-12 2005experimental Study of Fire Tube BoDocument7 pagesApplied Thermal Engineering Volume 25 Issue 11-12 2005experimental Study of Fire Tube BosergioteroNo ratings yet
- The Role of Carbon Capture and Storage in The Energy TransitionDocument23 pagesThe Role of Carbon Capture and Storage in The Energy TransitionEsperanza MorenoNo ratings yet
- Centrifugal Pump Process Data SheetDocument2 pagesCentrifugal Pump Process Data Sheetmayukhguha1988No ratings yet
- Tutorial 7.5Document2 pagesTutorial 7.5sidNo ratings yet
- Me 124 - Air Conditioning Module 3Document22 pagesMe 124 - Air Conditioning Module 3kyledarbymanalo1437No ratings yet
- Ovalle, Lenn y McCain.-Tools To Manage Gas - Condensate Reservoirs Novel Fluid-Property CorrelationsDocument8 pagesOvalle, Lenn y McCain.-Tools To Manage Gas - Condensate Reservoirs Novel Fluid-Property Correlationssergio floresNo ratings yet
- Nano Technology (OE) - Unit 2Document94 pagesNano Technology (OE) - Unit 2Department of Chemical EngineeringNo ratings yet
- Ansi - Ieee C12.16-1991Document128 pagesAnsi - Ieee C12.16-1991Miguel Angel Martinez GarciaNo ratings yet
- Manual de Servicio de Split Marca Fujitsu Modelo Arg25alcDocument63 pagesManual de Servicio de Split Marca Fujitsu Modelo Arg25alcdaniel perezNo ratings yet
- PHYSICS YEAR 11 1ST CAT THIRD TERM - Attempt ReviewDocument11 pagesPHYSICS YEAR 11 1ST CAT THIRD TERM - Attempt ReviewIdagoNo ratings yet
- 1mrk508015-Ben B en Auxiliary Signalling and Trippning Relays Rxma 1 Rxma 2 Rxms 1 RXSF 1 Rxme 1 Rxme 18 RXMH 2 RXMDocument20 pages1mrk508015-Ben B en Auxiliary Signalling and Trippning Relays Rxma 1 Rxma 2 Rxms 1 RXSF 1 Rxme 1 Rxme 18 RXMH 2 RXMalaa6474794No ratings yet
- Black HolesDocument2 pagesBlack HolesJapheth SolaresNo ratings yet
- Chapter 1 Periodical Motion (Update 27-10-2020)Document27 pagesChapter 1 Periodical Motion (Update 27-10-2020)Kim Yuan TanNo ratings yet
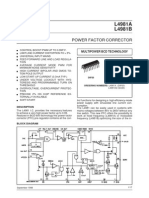
- L4981ADocument17 pagesL4981AMcu CdiiNo ratings yet
- MMMDocument34 pagesMMMVaibhav Vithoba NaikNo ratings yet
- SCI 9 Q4 Module 3 Momentum and ImpulseDocument24 pagesSCI 9 Q4 Module 3 Momentum and ImpulseshimuraririkkuNo ratings yet
- Stoichiometry Final Test BankDocument140 pagesStoichiometry Final Test BankFatmaNo ratings yet
- Manual D Instalacion Chiller Trane PDFDocument32 pagesManual D Instalacion Chiller Trane PDFJUAN FRANCISCO AYALANo ratings yet
- Electrical Design ProjectDocument12 pagesElectrical Design ProjectClyde Anthony G. BalgosNo ratings yet
- Electro Magnetic FieldDocument4 pagesElectro Magnetic FieldAnanya ParameswaranNo ratings yet
- Project 1 (Physics)Document8 pagesProject 1 (Physics)Sachidanand Singh100% (1)
- HMT16 MarksDocument12 pagesHMT16 MarkstagoreboopathyNo ratings yet
- Refri - Carta Psicrométrica 760 MMHGDocument1 pageRefri - Carta Psicrométrica 760 MMHGRúbia Cristina FavrettoNo ratings yet
- Current Electricity TEST: Name: ClassDocument3 pagesCurrent Electricity TEST: Name: ClassRobbie TurnerNo ratings yet
- Power Engineering Systems Learning Unit 1Document46 pagesPower Engineering Systems Learning Unit 1John CorneliusNo ratings yet
- Vector Prod Basics PDFDocument11 pagesVector Prod Basics PDFMalisha Rahman Tonni 1921946042No ratings yet
- Problems in BookDocument32 pagesProblems in BookVeronica NocheNo ratings yet
- Prep For Success Hookes Law Letter SizeDocument7 pagesPrep For Success Hookes Law Letter SizeRavin BoodhanNo ratings yet
- Factors Affecting ThrustDocument4 pagesFactors Affecting ThrustHARDIK MADAANNo ratings yet