Download as xlsx, pdf, or txt
You might also like
- Test Procedure - BusbarDocument4 pagesTest Procedure - Busbarmayur dhande67% (3)
- 11KV SAT ProcedureDocument25 pages11KV SAT Proceduremirage1977100% (1)
- Inspection and Test Plan (Shunt Reactor)Document5 pagesInspection and Test Plan (Shunt Reactor)adi yudhaNo ratings yet
- 2) Inspection Test Plan # Earth CableDocument1 page2) Inspection Test Plan # Earth Cableamin talibinNo ratings yet
- Quality Assurance PlanDocument2 pagesQuality Assurance PlanSAGARNo ratings yet
- Testing PresentationDocument17 pagesTesting PresentationGYUNGHYUN JIANo ratings yet
- Cable Pressure Test Before & AfterDocument1 pageCable Pressure Test Before & AfterArif Hillmi MohamadNo ratings yet
- Technical Specification - 2023 01 16 18 50 06Document10 pagesTechnical Specification - 2023 01 16 18 50 06abhishekgupta9990No ratings yet
- MV Panel Test RportDocument2 pagesMV Panel Test Rportmuhammad ahsanNo ratings yet
- Megger Lead Data SheetDocument5 pagesMegger Lead Data SheetNaresh ANo ratings yet
- E 28-Electrical Laboratory & Testing EquipmentDocument61 pagesE 28-Electrical Laboratory & Testing EquipmentShrikant KambleNo ratings yet
- Test Report FormDocument7 pagesTest Report Formmyo kyawNo ratings yet
- Section 13: Generator Bus Duct and Bus BarDocument2 pagesSection 13: Generator Bus Duct and Bus BarManjunathRangishettyNo ratings yet
- BENNING ST 710 Appliance Tester (VDE 0701-0702) Mobile and Network-Independent Testing of Electrical AppliancesDocument1 pageBENNING ST 710 Appliance Tester (VDE 0701-0702) Mobile and Network-Independent Testing of Electrical AppliancesTapioriusNo ratings yet
- Metrel Mi3200 Insulation Tester DatasheetDocument2 pagesMetrel Mi3200 Insulation Tester Datasheetcarlos mamani apazaNo ratings yet
- ELECT-TIC-2.6 (Continuity and Insulation Resistance Test)Document3 pagesELECT-TIC-2.6 (Continuity and Insulation Resistance Test)Muhammad Irfan100% (1)
- XXXX LTDDocument2 pagesXXXX LTDsemajamesNo ratings yet
- Adwea/addc/aadc Standard: Sat-Aaa-Swg-Mv - (Rev.0-2015)Document12 pagesAdwea/addc/aadc Standard: Sat-Aaa-Swg-Mv - (Rev.0-2015)robert.blazevicNo ratings yet
- Equipment Test FormatDocument4 pagesEquipment Test FormatMASUD RANANo ratings yet
- Material Integrity Testing MISTDocument2 pagesMaterial Integrity Testing MISTsyafiqNo ratings yet
- L&T QapDocument2 pagesL&T Qapsriram.5230No ratings yet
- Sunlight FATPDocument22 pagesSunlight FATPtienNo ratings yet
- Functional Test Sheet - CBDocument2 pagesFunctional Test Sheet - CBaslam shaikh100% (2)
- Megger Limited Mit415 en Megohmmeter Datasheet PDFDocument4 pagesMegger Limited Mit415 en Megohmmeter Datasheet PDFmel3breNo ratings yet
- Nvis9000 Manual PDFDocument11 pagesNvis9000 Manual PDFtzkhan19No ratings yet
- Itp SwitchgearDocument3 pagesItp Switchgearmuhammad afrizalNo ratings yet
- Mar HM 18.06.22Document302 pagesMar HM 18.06.22özgen bölükNo ratings yet
- Buco Project: Field Installation Tests Visual and Mechanical Inspection Remarks Yes NoDocument3 pagesBuco Project: Field Installation Tests Visual and Mechanical Inspection Remarks Yes Noதுரைராஜ் இலட்சுமணன்No ratings yet
- Type Test CablesDocument9 pagesType Test CablesvkartikeyNo ratings yet
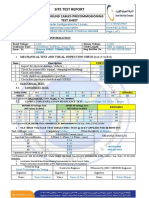
- Site Test Report: Under Ground Cables Precommissioning Test SheetDocument1 pageSite Test Report: Under Ground Cables Precommissioning Test SheetNaser Mahamid100% (1)
- Project Summary Report - HV Cable (Up To 33kV)Document10 pagesProject Summary Report - HV Cable (Up To 33kV)vo100% (1)
- 60 KV and 20 KV SA Factory Test ReportsDocument2 pages60 KV and 20 KV SA Factory Test Reportsvinoth madhavanNo ratings yet
- Fluke 1520Document3 pagesFluke 1520Renan MorgadoNo ratings yet
- Fluke 1520 - Datasheet 483614 PDFDocument3 pagesFluke 1520 - Datasheet 483614 PDFAzhari RahmatNo ratings yet
- Ficha Técnica Ducter MedicionesDocument2 pagesFicha Técnica Ducter MedicionesYAIRNo ratings yet
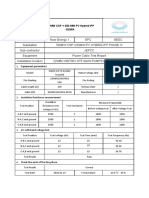
- 700MW CSP + 250 MW PV Hybrid IPP - Dewa: Equipment ParametersDocument2 pages700MW CSP + 250 MW PV Hybrid IPP - Dewa: Equipment Parametersmuhammad bin aliNo ratings yet
- Field Inspection and Test ReportDocument19 pagesField Inspection and Test ReportAe SuwaphanNo ratings yet
- Attachment I Itp Cathodic PDocument3 pagesAttachment I Itp Cathodic Pmhamoet100% (2)
- Cables Lab Has Facilities To Undertake Type Testing of All Types of PowerDocument5 pagesCables Lab Has Facilities To Undertake Type Testing of All Types of PowerkittieyNo ratings yet
- Customer Inspection CommentsDocument12 pagesCustomer Inspection CommentsvamshikdavNo ratings yet
- Ddev Plastiks Industries Limited - SurangiDocument3 pagesDdev Plastiks Industries Limited - SurangiDebasis MallickNo ratings yet
- Effect of Booster Shed On Ceramic Post Insulator Pollution Flashover Performance ImprovementDocument4 pagesEffect of Booster Shed On Ceramic Post Insulator Pollution Flashover Performance ImprovementDavid GutierrezNo ratings yet
- Lecture 6 Cathodic Protection Engineering - Assessment of Pipeline Condition Through Surveys - Part-II - WatermarkDocument27 pagesLecture 6 Cathodic Protection Engineering - Assessment of Pipeline Condition Through Surveys - Part-II - WatermarkPradip GajjarNo ratings yet
- Modern Testing On Motors 07.02.2018Document70 pagesModern Testing On Motors 07.02.2018Vivek Vous Aime100% (1)
- HTF Buildigng Cable Hippot Test From VFD To MotorDocument20 pagesHTF Buildigng Cable Hippot Test From VFD To Motorمحمد ابن علیNo ratings yet
- NV9000Document11 pagesNV9000raghavarajNo ratings yet
- Installcheck Cca 240euraDocument2 pagesInstallcheck Cca 240eurazeljkoNo ratings yet
- Switchgear Maintenance: Lakeland, Florida 33810 Tel: 863-686-5667Document23 pagesSwitchgear Maintenance: Lakeland, Florida 33810 Tel: 863-686-5667ManibalanNo ratings yet
- MV Cable Test ReportDocument3 pagesMV Cable Test ReportMachaoNo ratings yet
- 1.10 Commissioning Procedures (Site Test Manual)Document14 pages1.10 Commissioning Procedures (Site Test Manual)hesby vbNo ratings yet
- Standard Inspection and Test Plan ITP No: 610 Power and Control Cable InstallationDocument23 pagesStandard Inspection and Test Plan ITP No: 610 Power and Control Cable InstallationSivakumar Ullamparthi0% (1)
- (Electric Cable Pulling and Termination Work ITP) FINAL Rev1Document25 pages(Electric Cable Pulling and Termination Work ITP) FINAL Rev1Aous HNo ratings yet
- Introduction BAUR Products VLF TD PD MWT IEEE 2018Document77 pagesIntroduction BAUR Products VLF TD PD MWT IEEE 2018Lucho RufoNo ratings yet
- l3 304-04 Handout Testing 2018Document3 pagesl3 304-04 Handout Testing 2018Iffi KingggNo ratings yet
- Adwea/addc/aadc Standard: Sat-Aaa-Swg-Mv-Prefab - (Rev.0-2015)Document5 pagesAdwea/addc/aadc Standard: Sat-Aaa-Swg-Mv-Prefab - (Rev.0-2015)robert.blazevicNo ratings yet
- Single 2011 MI 3201TeraOhm 5 KV Plus AngDocument2 pagesSingle 2011 MI 3201TeraOhm 5 KV Plus AngCitlali GordilloNo ratings yet
- Electrical Characterization of Organic Electronic Materials and DevicesFrom EverandElectrical Characterization of Organic Electronic Materials and DevicesNo ratings yet
- MITSUBISHI - FX3GFX3U Programming Manual - Basic Applied Instructions EditionDocument944 pagesMITSUBISHI - FX3GFX3U Programming Manual - Basic Applied Instructions Editionjulio perezNo ratings yet
- Konica-Minolta Bizhub 423 Error CodesDocument26 pagesKonica-Minolta Bizhub 423 Error Codesnafees0% (1)
- Actox 40W Ku-Band BUC/SSPA Data Sheet ABDN40KXDocument2 pagesActox 40W Ku-Band BUC/SSPA Data Sheet ABDN40KXarzeszutNo ratings yet
- Slot06 CH05 InternalMemory 38 SlidesDocument39 pagesSlot06 CH05 InternalMemory 38 Slidestín nguyễnNo ratings yet
- WWS Group An Introduction To Manual Metal Arc Stick WeldingDocument11 pagesWWS Group An Introduction To Manual Metal Arc Stick WeldingnamkvalNo ratings yet
- Teleco CatalogDocument48 pagesTeleco CatalogstuartxiNo ratings yet
- Time Table For Winter 2023 Theory ExaminationDocument7 pagesTime Table For Winter 2023 Theory ExaminationShivraj JaiswarNo ratings yet
- Energy Systems For Electric and Hybrid Vehicles (PDFDrive)Document517 pagesEnergy Systems For Electric and Hybrid Vehicles (PDFDrive)Tai100% (1)
- DCC QnpaperDocument8 pagesDCC QnpaperAnonymous 8pCXXsNo ratings yet
- TRP Step-Down TransformerDocument1 pageTRP Step-Down TransformerBanupriya BalasubramanianNo ratings yet
- 01 Guidelines For Fiber Optic Cable InstDocument14 pages01 Guidelines For Fiber Optic Cable InstAdrián NavarroNo ratings yet
- Disclosure To Promote The Right To InformationDocument21 pagesDisclosure To Promote The Right To InformationProfNDAcharyaNo ratings yet
- S1339A Operation + Service Manual (Same As Boonton 92B) PDFDocument51 pagesS1339A Operation + Service Manual (Same As Boonton 92B) PDFRoxana Aldea-CiaciruNo ratings yet
- Product Data OSFHU-ITWDocument4 pagesProduct Data OSFHU-ITWQUIÑONEZ CONSTRUCCIONES DE TIJUANA SA DE CVNo ratings yet
- Advanced Electrical Machines and Drives: Dr. Muhammad HumzaDocument22 pagesAdvanced Electrical Machines and Drives: Dr. Muhammad HumzaMuhammedNo ratings yet
- Tekmar 365 Variable Speed Mixing Control/ 4-20 MaDocument16 pagesTekmar 365 Variable Speed Mixing Control/ 4-20 Mae-ComfortUSANo ratings yet
- Ig41s-M7s Bios 101213 PDFDocument33 pagesIg41s-M7s Bios 101213 PDFАнтон МальченкоNo ratings yet
- Special Function RegisterDocument44 pagesSpecial Function Registercoolkanna100% (2)
- Ignition System Based Licensing Using PIC MicrocontrollerDocument5 pagesIgnition System Based Licensing Using PIC MicrocontrollerSomshekar SomshekarNo ratings yet
- Instruction Manual: The Magnetostrictive Position SensorsDocument19 pagesInstruction Manual: The Magnetostrictive Position SensorsJoe Santi LozanoNo ratings yet
- TBS1000B TBS1000BEDU Digital Storage Oscilloscopes Service Manual en USDocument33 pagesTBS1000B TBS1000BEDU Digital Storage Oscilloscopes Service Manual en USdani385arNo ratings yet
- ALC101 Data Sheet - 1.24Document28 pagesALC101 Data Sheet - 1.24Ada Dev CsabaNo ratings yet
- What Is RTWP - TelecomHallDocument4 pagesWhat Is RTWP - TelecomHallrajNo ratings yet
- TX 8000 LiquidDocument13 pagesTX 8000 LiquidStarLink1No ratings yet
- Re Cho A113.13 PDFDocument1,199 pagesRe Cho A113.13 PDFAbhishank BhardwajNo ratings yet
- CH 0 IntroductionDocument22 pagesCH 0 Introductionspark بريقNo ratings yet
- Data Pulse Module For MULTICAL - 403 and 603 - Data Sheet - EnglishDocument4 pagesData Pulse Module For MULTICAL - 403 and 603 - Data Sheet - EnglishbbwroNo ratings yet
- Catalog Correction 2022Document18 pagesCatalog Correction 2022api-258917487No ratings yet
- Wire Splices and JointsDocument88 pagesWire Splices and JointsJayveeDomincel100% (4)
- Avr 2807Document130 pagesAvr 2807bechaseNo ratings yet