Download as pdf or txt
You might also like
- t1080s ManualDocument191 pagest1080s ManualMorena Estatal Arizona100% (5)
- QST Owner S Manual - enDocument174 pagesQST Owner S Manual - enDennis100% (2)
- Influence of Heating Rate On The Burning of Cement Clinker. Akin.Document4 pagesInfluence of Heating Rate On The Burning of Cement Clinker. Akin.rmarin_90No ratings yet
- Why Green Concrete?: - Huge Impact On Sustainability - Most Widely Used Material On EarthDocument33 pagesWhy Green Concrete?: - Huge Impact On Sustainability - Most Widely Used Material On EarthShantanu JhaNo ratings yet
- Co Processing 1Document123 pagesCo Processing 1mjbotelhoNo ratings yet
- Lecture # 04: Chemistry of Cement Manufacturin GDocument89 pagesLecture # 04: Chemistry of Cement Manufacturin Gmurtaza mustafaNo ratings yet
- Report - Blended Cement Green Duratable Sustainable - 13apr2022Document92 pagesReport - Blended Cement Green Duratable Sustainable - 13apr2022Alexander Weaver100% (1)
- Lect# 2 Cement Hydration, Role of IngredientsDocument170 pagesLect# 2 Cement Hydration, Role of IngredientsTaimoor AhmadNo ratings yet
- Usage of Cement Kiln Dust in Cement Products - Research ReviewDocument7 pagesUsage of Cement Kiln Dust in Cement Products - Research ReviewhawdinNo ratings yet
- Catalyst AssignmentDocument5 pagesCatalyst AssignmentBorith pangNo ratings yet
- CatalystDocument22 pagesCatalystAdan JavedNo ratings yet
- Nanotechnology in The Cement Industry - A Patent AnalysisDocument9 pagesNanotechnology in The Cement Industry - A Patent AnalysisOscar Santos EstofaneroNo ratings yet
- Role of Catalysis in Sustainable Development4thDocument59 pagesRole of Catalysis in Sustainable Development4thSwamiNo ratings yet
- The CO Uptake of Concrete in A 100 Year Perspective: Claus Pade, Maria GuimaraesDocument9 pagesThe CO Uptake of Concrete in A 100 Year Perspective: Claus Pade, Maria Guimaraesrola atefNo ratings yet
- Oil Well Cementing Brochure Low ResDocument2 pagesOil Well Cementing Brochure Low ResJulio David GarciaNo ratings yet
- To Know About The Convenient Level of Small CarDocument35 pagesTo Know About The Convenient Level of Small CarPrannoy RajNo ratings yet
- Catalysis: A Brief Review On Nano-Catalyst: August 2014Document11 pagesCatalysis: A Brief Review On Nano-Catalyst: August 2014Kapil KhandelwalNo ratings yet
- Mitigation of CO2 by Chemical ConversionDocument21 pagesMitigation of CO2 by Chemical Conversiona_abbaspourNo ratings yet
- CKC Guidance Manual Jan 10 2008 PDFDocument34 pagesCKC Guidance Manual Jan 10 2008 PDFamk2009No ratings yet
- SPL Utilization in Cement Steel IndustryDocument19 pagesSPL Utilization in Cement Steel IndustryVincent 2020No ratings yet
- Cement Technology Roadmap 2009Document36 pagesCement Technology Roadmap 2009Andy GNo ratings yet
- Indian Cement Industry-Carbon-Energy ConsumptionDocument28 pagesIndian Cement Industry-Carbon-Energy ConsumptionbaljeetNo ratings yet
- Sustainable Approach For Linz-Donawitz Slag WasteDocument9 pagesSustainable Approach For Linz-Donawitz Slag WasteAmit kumar Sahu 09No ratings yet
- Maihar Cement SatnaDocument33 pagesMaihar Cement SatnamanuNo ratings yet
- CementDocument55 pagesCementSajjad AhmadNo ratings yet
- Mineralogy of ClinkerDocument7 pagesMineralogy of ClinkerAyaz AhmadNo ratings yet
- Alkali Activated MetakaolinDocument15 pagesAlkali Activated MetakaolinMadihah Wan RazaliNo ratings yet
- PDF Summer Training Report of Shree CementDocument28 pagesPDF Summer Training Report of Shree CementRaghav AroraNo ratings yet
- CEMENT - The Hydraulic BinderDocument20 pagesCEMENT - The Hydraulic Bindertuhintahmid1093100% (1)
- Mineral Resources SeminarDocument21 pagesMineral Resources Seminarsini100% (2)
- Tests On Portland Cement: CompositionDocument27 pagesTests On Portland Cement: CompositionIrma NurrohmahNo ratings yet
- Influence of Calcined Clay, Limestone, Sulfate and Clinker ProportionsDocument8 pagesInfluence of Calcined Clay, Limestone, Sulfate and Clinker ProportionsPaknubkNo ratings yet
- The Prospects For Green Steel'making in A Net-Zero Economy A UKperspectiveDocument15 pagesThe Prospects For Green Steel'making in A Net-Zero Economy A UKperspectiveanbuNo ratings yet
- Effects of Clinker Grinding Aids On Flow of Cement Based MaterialsDocument11 pagesEffects of Clinker Grinding Aids On Flow of Cement Based MaterialsJaga JayNo ratings yet
- Chapter 3 - Cement Hydration and AAR in ConcreteDocument65 pagesChapter 3 - Cement Hydration and AAR in Concreteaddis zewd100% (1)
- 1 BravermanDocument105 pages1 Bravermanridho ma'rufNo ratings yet
- Multi-Zone Catalytic Cracking (MCC) - A New Platform For Direct Cracking of Crude & Opportunity Feedstock To Light Olefins & BTXDocument11 pagesMulti-Zone Catalytic Cracking (MCC) - A New Platform For Direct Cracking of Crude & Opportunity Feedstock To Light Olefins & BTXRavinder KumarNo ratings yet
- Alkali Activated ConcreteDocument9 pagesAlkali Activated ConcreteKofi AboraNo ratings yet
- Sustainability in Cement Industry: Rakesh Bhargava Chief Climate & Sustainability Officer Shree Cement LTDDocument35 pagesSustainability in Cement Industry: Rakesh Bhargava Chief Climate & Sustainability Officer Shree Cement LTDRamdeo YadavNo ratings yet
- Influence of NaOH Concentration On Microstructure and Properties of Cured Alkali-Activated Calcined Clay (Hafid - 2017)Document36 pagesInfluence of NaOH Concentration On Microstructure and Properties of Cured Alkali-Activated Calcined Clay (Hafid - 2017)juan diazNo ratings yet
- Atmospheric Oxidation of Refractory Gold-Containing Concentrates and OresDocument6 pagesAtmospheric Oxidation of Refractory Gold-Containing Concentrates and OresLevent ErgunNo ratings yet
- ACC Sustainable Development Rep2018-Aug5 2019Document88 pagesACC Sustainable Development Rep2018-Aug5 2019Prabhu KiranNo ratings yet
- Green Concrete - The Future of Sustainable ConstructionDocument5 pagesGreen Concrete - The Future of Sustainable ConstructionAnuj ManeNo ratings yet
- Utilization of Fly Ash and Rice Husk Ash As A Supplement To Concrete Materials - A Critical ReviewDocument9 pagesUtilization of Fly Ash and Rice Husk Ash As A Supplement To Concrete Materials - A Critical Reviewijetrm journalNo ratings yet
- Meq 01 2015 0012Document17 pagesMeq 01 2015 0012Anonymous Ja3jvaXNo ratings yet
- Lab Energy For Proximate Analysis of Coal and BiomassDocument14 pagesLab Energy For Proximate Analysis of Coal and BiomassPadam Prasad PaudelNo ratings yet
- Optimizing Raw Mills PerformanceDocument14 pagesOptimizing Raw Mills PerformanceLe HoangNo ratings yet
- Brand Positioning of Ambuja Cement With Special Reference To BilaspurDocument43 pagesBrand Positioning of Ambuja Cement With Special Reference To BilaspurVinay SinghNo ratings yet
- Coating TendencyDocument1 pageCoating TendencySatish KumarNo ratings yet
- Photocatalytic ConcreteDocument42 pagesPhotocatalytic ConcreteHarwinder MattuNo ratings yet
- Prehydration of CementDocument5 pagesPrehydration of CementaaqilaqtharNo ratings yet
- 3.1 Alternative MaterialsDocument4 pages3.1 Alternative MaterialsalbertbunguriNo ratings yet
- Characterization of Cement Minerals, Cements and Their Reaction Products at The Atomic and Nano ScaleDocument21 pagesCharacterization of Cement Minerals, Cements and Their Reaction Products at The Atomic and Nano ScaleyinglvNo ratings yet
- Cpoh6 Contents PDFDocument3 pagesCpoh6 Contents PDFHazem DiabNo ratings yet
- Cement: C) Bogue's CompoundsDocument31 pagesCement: C) Bogue's CompoundsSafikul HossainNo ratings yet
- Chemical Analysis and Percent CementDocument8 pagesChemical Analysis and Percent CementValeria PerlazaNo ratings yet
- Shree CementDocument10 pagesShree CementbaranganaNo ratings yet
- 2010 Abstract Booklet Complete.9!28!10Document67 pages2010 Abstract Booklet Complete.9!28!10Manfred GithinjiNo ratings yet
- Replacement of Clinker With Dune SandDocument18 pagesReplacement of Clinker With Dune SandRehan RaviNo ratings yet
- Use of Green Cement in Concrete For Friendly Building ConstructionDocument7 pagesUse of Green Cement in Concrete For Friendly Building ConstructionBRANDON FRANCISCO MOLINANo ratings yet
- DR - Mohamed Ali-Leeds Univ. PresentationDocument9 pagesDR - Mohamed Ali-Leeds Univ. PresentationDr. Mohamed AliNo ratings yet
- Use of LCI For The Decision-Making of A Belgian Cement Producer: A Common Methodology For Accounting CO Emissions Related To The Cement Life CycleDocument6 pagesUse of LCI For The Decision-Making of A Belgian Cement Producer: A Common Methodology For Accounting CO Emissions Related To The Cement Life CycleAnonymous LEVNDh4No ratings yet
- Using Waste Heat To Dry RDF A Technical and EnviroDocument17 pagesUsing Waste Heat To Dry RDF A Technical and EnviroSiddharth SinghNo ratings yet
- Alkali Sulphur RatioDocument3 pagesAlkali Sulphur RatioSiddharth SinghNo ratings yet
- Refractory LitratureDocument43 pagesRefractory LitratureSiddharth SinghNo ratings yet
- Property Analysis of Alumina Refractory Bricks-AreviewDocument4 pagesProperty Analysis of Alumina Refractory Bricks-AreviewSiddharth SinghNo ratings yet
- Cyclone Collection Efficiency PDFDocument11 pagesCyclone Collection Efficiency PDFSiddharth SinghNo ratings yet
- Chemical Composition & Effect ClinkerDocument8 pagesChemical Composition & Effect ClinkerSiddharth SinghNo ratings yet
- Quality & Composition of Cement Clinker - INFINITY FOR CEMENT EQUIPMENT PDFDocument74 pagesQuality & Composition of Cement Clinker - INFINITY FOR CEMENT EQUIPMENT PDFSiddharth Singh100% (1)
- Ash Ring Formation in KilnDocument4 pagesAsh Ring Formation in KilnSiddharth SinghNo ratings yet
- An Introductory Handbook On WDG4G Diesel Locomotive - FinalDocument208 pagesAn Introductory Handbook On WDG4G Diesel Locomotive - FinalVinay SharmaNo ratings yet
- Construction of 500w12vinverter ChargerDocument12 pagesConstruction of 500w12vinverter ChargerAbba SaadNo ratings yet
- Automatic Chargers Instructions PDFDocument12 pagesAutomatic Chargers Instructions PDFJames HillNo ratings yet
- Semikron SKKT 330Document5 pagesSemikron SKKT 330shubham kulshreshthaNo ratings yet
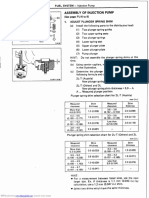
- Assembly of Injection Pump: FU-16 Fuel SystemDocument6 pagesAssembly of Injection Pump: FU-16 Fuel SystemDavid QuispeNo ratings yet
- Executive Summary of Business ConceptDocument3 pagesExecutive Summary of Business ConceptRita RanveerNo ratings yet
- CP Oppurtunities in Pulp & Paper SectorDocument45 pagesCP Oppurtunities in Pulp & Paper SectorloganathanNo ratings yet
- PERKÿNS SABRE 6TG2AM AYRDIMCI MOTORDocument2 pagesPERKÿNS SABRE 6TG2AM AYRDIMCI MOTORRiki Akbar100% (1)
- Using A MusTool MT8205 Oscilloscope To Analyze WavesDocument15 pagesUsing A MusTool MT8205 Oscilloscope To Analyze WavesSasidharan Kattisseril GovindanNo ratings yet
- K2 Roots Sustainability ReportDocument16 pagesK2 Roots Sustainability Reportmqv5297No ratings yet
- General 6Document4 pagesGeneral 6Solomon AttaNo ratings yet
- DC Machine & Ac MachineDocument19 pagesDC Machine & Ac MachineSankara nathNo ratings yet
- 073 Määttänen PDFDocument11 pages073 Määttänen PDFhankNo ratings yet
- Yanmar 3tnv82a Bpms Engine Parts Sec WatDocument4 pagesYanmar 3tnv82a Bpms Engine Parts Sec Watapril98% (57)
- Class 11 3 ChapDocument22 pagesClass 11 3 ChapMani TsheringNo ratings yet
- New Holland Eh215 Crawler ExcavatorDocument653 pagesNew Holland Eh215 Crawler ExcavatorcarlosNo ratings yet
- Implications of The Proposed EU Ban of Russian Oil For Global Oil MarketsDocument32 pagesImplications of The Proposed EU Ban of Russian Oil For Global Oil MarketsAmrit IyerNo ratings yet
- Yathong Drill Site Selection - February 2022 Upated With JK EditsDocument32 pagesYathong Drill Site Selection - February 2022 Upated With JK Editsbenji82985211No ratings yet
- Closed Loop by Geophires Residential PDFDocument21 pagesClosed Loop by Geophires Residential PDFvitaxnNo ratings yet
- Review Different Types of MPPT Techniques For Photovoltaic SystemsDocument7 pagesReview Different Types of MPPT Techniques For Photovoltaic SystemsShubhamNo ratings yet
- Climate Change EQsDocument49 pagesClimate Change EQsValenciaNo ratings yet
- An Overview of Control Ice Cube RelaysDocument5 pagesAn Overview of Control Ice Cube RelaysManuel HenriquezNo ratings yet
- EF2000iS: Service Manual Manual de ServicioDocument312 pagesEF2000iS: Service Manual Manual de ServicioYves de Ryckel100% (1)
- Theoretical Model of Buoyancy-Induced Heat Transfer in Closed Compressor RotorsDocument7 pagesTheoretical Model of Buoyancy-Induced Heat Transfer in Closed Compressor RotorsmhjianNo ratings yet
- Physics Formula Sheet PakLearningSpot PDFDocument11 pagesPhysics Formula Sheet PakLearningSpot PDFSameed AbbasNo ratings yet
- Mazda TSB 01-007-09Document3 pagesMazda TSB 01-007-09Brett.HNo ratings yet
- Earth Science SSP 2022 2Document23 pagesEarth Science SSP 2022 2Jayzelyn YarasNo ratings yet
- Inspection Test Plan: PT - Bambang DjajaDocument4 pagesInspection Test Plan: PT - Bambang DjajabimoNo ratings yet