
PPAP
PPAP
You might also like
- EMS & OHSMS Internal Audit ChecklistDocument44 pagesEMS & OHSMS Internal Audit ChecklistRaajha Munibathiran93% (14)
- (Harold Bloom) Sandra Cisnero's The House On Mango (B-Ok - Xyz)Document122 pages(Harold Bloom) Sandra Cisnero's The House On Mango (B-Ok - Xyz)Raja riazur rehman100% (3)
- Corrective & Preventive Action Report (Capa) : Compliant. NoDocument1 pageCorrective & Preventive Action Report (Capa) : Compliant. NoRaajha Munibathiran100% (2)
- MSDS-PELLASTOL 94 S - EnglishDocument13 pagesMSDS-PELLASTOL 94 S - EnglishRaajha MunibathiranNo ratings yet
- Ppap Training PresentationDocument166 pagesPpap Training PresentationSeismuxasNo ratings yet
- Class V Social India Wins Freedom WRKSHT 2015 16Document3 pagesClass V Social India Wins Freedom WRKSHT 2015 16rahul.mishra88% (8)
- Deed of Sale of Used VehicleDocument2 pagesDeed of Sale of Used VehiclePablo Jan Marc FilioNo ratings yet
- Production Part Approval Process PPAPDocument2 pagesProduction Part Approval Process PPAPJinhua NiNo ratings yet
- PPAP TrainingDocument127 pagesPPAP TrainingAbhilash AgnihotriNo ratings yet
- Redstar Worldwide PCB Fab Notes GuideDocument13 pagesRedstar Worldwide PCB Fab Notes Guidesandee kumarNo ratings yet
- ProductionDocument3 pagesProductionNoksMaokaNo ratings yet
- Gymnopedie English BellsDocument2 pagesGymnopedie English Bellsgdavis3778No ratings yet
- Production Part Approval ProcessDocument166 pagesProduction Part Approval ProcessJose Pablo VbNo ratings yet
- Peso y Balance MDDocument14 pagesPeso y Balance MDJose JimenezNo ratings yet
- PPAP Submission LevelsDocument1 pagePPAP Submission Levelsrgrao85No ratings yet
- Action Plan List: Updated XX-XX-XXXXDocument1 pageAction Plan List: Updated XX-XX-XXXXske-schneider.plNo ratings yet
- R R R R R R R R R R R R R R (1) : This Page Is Printed Under User's Responsibility and Must Not Be Retained For ReferenceDocument2 pagesR R R R R R R R R R R R R R (1) : This Page Is Printed Under User's Responsibility and Must Not Be Retained For ReferenceindonesiakujayaNo ratings yet
- RBCAPQPPPAPPackDocument60 pagesRBCAPQPPPAPPackAbdelilah KadriNo ratings yet
- PPAP Submission LevelsDocument1 pagePPAP Submission LevelsNurlanNo ratings yet
- INSERTS 5band EQ PQDocument1 pageINSERTS 5band EQ PQapi-12922547No ratings yet
- Rbcapqpppappack JL 6718Document57 pagesRbcapqpppappack JL 6718Luis Marcio AnicezioNo ratings yet
- I53 THEATER RevisionsDocument1 pageI53 THEATER RevisionsKessley Euzzelle CalloNo ratings yet
- Lighthouse ThoyondouDocument1 pageLighthouse Thoyondoujuttcell4No ratings yet
- Production Part Approval Process Aiag Ppap 4 EditionDocument32 pagesProduction Part Approval Process Aiag Ppap 4 EditionMukesh TiwariNo ratings yet
- NCR Supplier PPAP Training PresentationDocument166 pagesNCR Supplier PPAP Training PresentationRajeev ChadhaNo ratings yet
- PPAP Workbook 01 - 29 - 15Document48 pagesPPAP Workbook 01 - 29 - 15joy252No ratings yet
- Production Part Approval Process Training PDFDocument43 pagesProduction Part Approval Process Training PDFwulfgang66No ratings yet
- 5.24 Requisition FormDocument1 page5.24 Requisition FormMyl VierNo ratings yet
- Fault Switch 1: Headlights InopDocument4 pagesFault Switch 1: Headlights InopLong HàNo ratings yet
- HammerDocument1 pageHammerJorge Prado DiazNo ratings yet
- Technology: Designing Surfaces For PerformanceDocument46 pagesTechnology: Designing Surfaces For PerformanceDavid Gallego CalveteNo ratings yet
- Quick Start Guide: 7906/ 7956/ 8106 SeriesDocument2 pagesQuick Start Guide: 7906/ 7956/ 8106 SeriesPascal LandsheereNo ratings yet
- PPAP Level (Third Version) : Requirements Level 1 Level 2 Level 3 Level 4 Level 5Document1 pagePPAP Level (Third Version) : Requirements Level 1 Level 2 Level 3 Level 4 Level 5오동욱No ratings yet
- 13-C NMR Chemical Shift TableDocument1 page13-C NMR Chemical Shift TableAlanLourençoNo ratings yet
- 13-C NMR Chemical Shift Table PDFDocument1 page13-C NMR Chemical Shift Table PDFAchmad Ramadhanna'il RNo ratings yet
- 13-C NMR Chemical Shift TableDocument1 page13-C NMR Chemical Shift TableMerinda ShafaraNo ratings yet
- 13-C NMR Chemical Shift TableDocument1 page13-C NMR Chemical Shift TableSherwin John NavarroNo ratings yet
- 13 C NMR Chemical Shift TableDocument1 page13 C NMR Chemical Shift TableNgoc Hong TranNo ratings yet
- Art Song AnalysisDocument2 pagesArt Song AnalysissanzpiNo ratings yet
- Iner View: Panel Yamamah Steel Layout CustomerDocument1 pageIner View: Panel Yamamah Steel Layout CustomerMostafaElrakhawyNo ratings yet
- Iner View: Panel Yamamah Steel Layout CustomerDocument1 pageIner View: Panel Yamamah Steel Layout CustomerMostafaElrakhawyNo ratings yet
- Iner View: Panel Yamamah Steel Layout CustomerDocument1 pageIner View: Panel Yamamah Steel Layout CustomerMostafaElrakhawyNo ratings yet
- Cane Factory MillingDocument5 pagesCane Factory MillingzalabiNo ratings yet
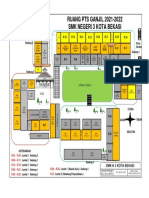
- RUANG PTS GANJIL 2021-2022 SMK Negeri 3 Kota Bekasi: GudangDocument1 pageRUANG PTS GANJIL 2021-2022 SMK Negeri 3 Kota Bekasi: GudangRamdoni StwnNo ratings yet
- Ppap 50 50010996M - M2054Document55 pagesPpap 50 50010996M - M2054med seifiNo ratings yet
- Schematic Diagram: / Transmitter Code For Robot With Wireless CameraDocument7 pagesSchematic Diagram: / Transmitter Code For Robot With Wireless CameraTemesgenNo ratings yet
- Denah PAT 2023Document1 pageDenah PAT 2023MAULANA HABIBIENo ratings yet
- DW Assembly CROWN Avalon Battlefleet Set WEBDocument11 pagesDW Assembly CROWN Avalon Battlefleet Set WEBJamie ThompsonNo ratings yet
- Features: Switching RegulatorDocument7 pagesFeatures: Switching RegulatorCesar GastaldiNo ratings yet
- Luxio - Electrical Wiring DiagramDocument28 pagesLuxio - Electrical Wiring DiagramSigit PermanaNo ratings yet
- A Panel LiftDocument1 pageA Panel LiftAry PNo ratings yet
- 55pug7906 78 QSG BRPDocument2 pages55pug7906 78 QSG BRPChocoTrainer Felipe AguiarNo ratings yet
- JD Beck NAMM 2020 TranscriptionDocument5 pagesJD Beck NAMM 2020 TranscriptionCorradoManganaroNo ratings yet
- Dynamic Radar Cruise Control 570Document1 pageDynamic Radar Cruise Control 570Ngoc AnNo ratings yet
- Tarea10 PDFDocument1 pageTarea10 PDFJosue Ricardo Gomez GallegosNo ratings yet
- District 2Document1 pageDistrict 2Jeremy GreenNo ratings yet
- 11 - JEE - Physics - Current Electricity and Heating Effect - Methods of Determining Equivalent Resistance For Different NetworkDocument2 pages11 - JEE - Physics - Current Electricity and Heating Effect - Methods of Determining Equivalent Resistance For Different NetworkAman VishwakarmaNo ratings yet
- Rac03 K PDFDocument6 pagesRac03 K PDFSimon AmplemanNo ratings yet
- PPAP Workbook SupplierDocument25 pagesPPAP Workbook SupplierJuan VillaNo ratings yet
- 2 - Storey Multi - Purpose BLDGDocument1 page2 - Storey Multi - Purpose BLDGLenon RugayanNo ratings yet
- Sapata Sheet 4Document1 pageSapata Sheet 4Dejan AntanasijevicNo ratings yet
- Carlos Larios Ochaita Derecho Internacional PublicoDocument60 pagesCarlos Larios Ochaita Derecho Internacional PublicoQ'n F'vNo ratings yet
- Engine Control-01-01Document13 pagesEngine Control-01-01kakaNo ratings yet
- The Czech and Slovak Republics: Twenty years of Independence, 1993–2013From EverandThe Czech and Slovak Republics: Twenty years of Independence, 1993–2013M. Mark StolarikNo ratings yet
- The Rough Guide to Beijing (Travel Guide eBook)From EverandThe Rough Guide to Beijing (Travel Guide eBook)Rating: 2 out of 5 stars2/5 (1)
- DOE - PresentationDocument59 pagesDOE - PresentationRaajha MunibathiranNo ratings yet
- MSA ExampleDocument4 pagesMSA ExampleRaajha Munibathiran100% (1)
- SPC FormatDocument2 pagesSPC FormatRaajha MunibathiranNo ratings yet
- CMS - Trg. MaterialDocument33 pagesCMS - Trg. MaterialRaajha MunibathiranNo ratings yet
- X Bar & R Bar SampleDocument2 pagesX Bar & R Bar SampleRaajha MunibathiranNo ratings yet
- CMS Manual EngDocument43 pagesCMS Manual EngRaajha MunibathiranNo ratings yet
- Incident Investigation ReportDocument2 pagesIncident Investigation ReportRaajha MunibathiranNo ratings yet
- FMEADocument24 pagesFMEARaajha MunibathiranNo ratings yet
- Keyboard NotesDocument9 pagesKeyboard NotesRaajha MunibathiranNo ratings yet
- QCtool - Charts TrainingDocument65 pagesQCtool - Charts TrainingRaajha MunibathiranNo ratings yet
- MSDS - Retingan MLF - EnglishDocument10 pagesMSDS - Retingan MLF - EnglishRaajha MunibathiranNo ratings yet
- Display of Information Related To Air, Water and Hazardous Waste GenerationDocument1 pageDisplay of Information Related To Air, Water and Hazardous Waste GenerationRaajha Munibathiran100% (1)
- The Following Updated Key Documents (2019-20) Required For OHSAS (BS 18001:2007) AuditDocument2 pagesThe Following Updated Key Documents (2019-20) Required For OHSAS (BS 18001:2007) AuditRaajha MunibathiranNo ratings yet
- SCRAP REGISTER - (Mention Scrap Name) : Logo Date Scrab Note Ref. From Qty Received UOM Total StockDocument2 pagesSCRAP REGISTER - (Mention Scrap Name) : Logo Date Scrab Note Ref. From Qty Received UOM Total StockRaajha Munibathiran100% (1)
- Techniques For ISO 9000 ImplementationDocument43 pagesTechniques For ISO 9000 ImplementationmasmulyoNo ratings yet
- DPMO SigmaTableDocument1 pageDPMO SigmaTableRaajha MunibathiranNo ratings yet
- Joanne Archambault, PHD 2015 Ata - Session St-4Document51 pagesJoanne Archambault, PHD 2015 Ata - Session St-4Raajha Munibathiran100% (1)
- Severity Table - AIAG-VDA Process FMEADocument1 pageSeverity Table - AIAG-VDA Process FMEARaajha Munibathiran100% (2)
- Occurrence Table - AIAG-VDA Process FMEADocument3 pagesOccurrence Table - AIAG-VDA Process FMEARaajha MunibathiranNo ratings yet
- Detection Table - AIAG-VDA Process FMEADocument1 pageDetection Table - AIAG-VDA Process FMEARaajha MunibathiranNo ratings yet
- Đáp Án BT Grammar Tatq 2Document9 pagesĐáp Án BT Grammar Tatq 2myduyenn4625No ratings yet
- Volume IV Batangas City Comprehensive Development Plan 2019 2025Document170 pagesVolume IV Batangas City Comprehensive Development Plan 2019 2025Aliza Marie PlacinoNo ratings yet
- Blood RelationDocument23 pagesBlood RelationTigerNo ratings yet
- Vakalatnama: in The Court of District and Session Judge Thane at Thane Case NoDocument15 pagesVakalatnama: in The Court of District and Session Judge Thane at Thane Case NoPrachi VasaniNo ratings yet
- Ease of Doing BusinessDocument5 pagesEase of Doing BusinessAndrew GallardoNo ratings yet
- Review Quiz 2 12102020Document1 pageReview Quiz 2 12102020Romel MedenillaNo ratings yet
- DLIMSDocument1 pageDLIMSshahid MahmoodNo ratings yet
- The Interdependent Nature of BusinessDocument7 pagesThe Interdependent Nature of Businessdajiah greenNo ratings yet
- ABC Day Care CaseDocument11 pagesABC Day Care CaseTom ChanNo ratings yet
- Economics-Class XI, SAMPLE PAPER 2023-24Document7 pagesEconomics-Class XI, SAMPLE PAPER 2023-24bansaladitya1708100% (1)
- Chapitre 4 - NETWORK DESIGN - Conception Logique Reseau PDFDocument114 pagesChapitre 4 - NETWORK DESIGN - Conception Logique Reseau PDFit sonyNo ratings yet
- 55+ Easy and Mostly Free Ways To Market Your BookDocument10 pages55+ Easy and Mostly Free Ways To Market Your BookSoulGate MediaNo ratings yet
- BFCG-LA Exec Summary v2Document1 pageBFCG-LA Exec Summary v2Tim DowdingNo ratings yet
- Dayao v. ComelecDocument15 pagesDayao v. ComelecRichelle CartinNo ratings yet
- United States Court of Appeals, Tenth CircuitDocument4 pagesUnited States Court of Appeals, Tenth CircuitScribd Government DocsNo ratings yet
- Cross Cultural Issues in Hr-1Document54 pagesCross Cultural Issues in Hr-1ANKIT MAANNo ratings yet
- Call Center Business in Bangladesh: A Call Centre (UKDocument22 pagesCall Center Business in Bangladesh: A Call Centre (UKRyhanul IslamNo ratings yet
- Final Instructions Cat ExamDocument5 pagesFinal Instructions Cat Exammohammed aslamNo ratings yet
- Jewish Ritual Murder - 2. - Introduction (Page 1 - XIX)Document6 pagesJewish Ritual Murder - 2. - Introduction (Page 1 - XIX)Apolo OuliosNo ratings yet
- Rajkot N-Equity QuotationDocument3 pagesRajkot N-Equity QuotationanilravraniNo ratings yet
- ROTHENBERG, Jerome. A Book of The Book PDFDocument556 pagesROTHENBERG, Jerome. A Book of The Book PDFNuno Miguel NevesNo ratings yet
- Melting Pot or Salad Bowl? Cultural DiversityDocument9 pagesMelting Pot or Salad Bowl? Cultural DiversityRingle JobNo ratings yet
- AggressionDocument9 pagesAggressionapi-645961517No ratings yet
- Leadership Programs in Healthcare - INSEAD Healthcare ClubDocument14 pagesLeadership Programs in Healthcare - INSEAD Healthcare ClubkennyNo ratings yet
- BofA - The EEMEA FX Strategist Higher Oil More EEMEA FX Weakness - 20230926Document19 pagesBofA - The EEMEA FX Strategist Higher Oil More EEMEA FX Weakness - 20230926Sofia Franco100% (1)
- Employee at Will Offer LetterDocument5 pagesEmployee at Will Offer LetterNgan PhamNo ratings yet
- Update Data Karyawan - ShareDocument4 pagesUpdate Data Karyawan - SharedanangNo ratings yet












































































































Download as pdf or txt
You might also like
- EMS & OHSMS Internal Audit ChecklistDocument44 pagesEMS & OHSMS Internal Audit ChecklistRaajha Munibathiran93% (14)
- (Harold Bloom) Sandra Cisnero's The House On Mango (B-Ok - Xyz)Document122 pages(Harold Bloom) Sandra Cisnero's The House On Mango (B-Ok - Xyz)Raja riazur rehman100% (3)
- Corrective & Preventive Action Report (Capa) : Compliant. NoDocument1 pageCorrective & Preventive Action Report (Capa) : Compliant. NoRaajha Munibathiran100% (2)
- MSDS-PELLASTOL 94 S - EnglishDocument13 pagesMSDS-PELLASTOL 94 S - EnglishRaajha MunibathiranNo ratings yet
- Ppap Training PresentationDocument166 pagesPpap Training PresentationSeismuxasNo ratings yet
- Class V Social India Wins Freedom WRKSHT 2015 16Document3 pagesClass V Social India Wins Freedom WRKSHT 2015 16rahul.mishra88% (8)
- Deed of Sale of Used VehicleDocument2 pagesDeed of Sale of Used VehiclePablo Jan Marc FilioNo ratings yet
- Production Part Approval Process PPAPDocument2 pagesProduction Part Approval Process PPAPJinhua NiNo ratings yet
- PPAP TrainingDocument127 pagesPPAP TrainingAbhilash AgnihotriNo ratings yet
- Redstar Worldwide PCB Fab Notes GuideDocument13 pagesRedstar Worldwide PCB Fab Notes Guidesandee kumarNo ratings yet
- ProductionDocument3 pagesProductionNoksMaokaNo ratings yet
- Gymnopedie English BellsDocument2 pagesGymnopedie English Bellsgdavis3778No ratings yet
- Production Part Approval ProcessDocument166 pagesProduction Part Approval ProcessJose Pablo VbNo ratings yet
- Peso y Balance MDDocument14 pagesPeso y Balance MDJose JimenezNo ratings yet
- PPAP Submission LevelsDocument1 pagePPAP Submission Levelsrgrao85No ratings yet
- Action Plan List: Updated XX-XX-XXXXDocument1 pageAction Plan List: Updated XX-XX-XXXXske-schneider.plNo ratings yet
- R R R R R R R R R R R R R R (1) : This Page Is Printed Under User's Responsibility and Must Not Be Retained For ReferenceDocument2 pagesR R R R R R R R R R R R R R (1) : This Page Is Printed Under User's Responsibility and Must Not Be Retained For ReferenceindonesiakujayaNo ratings yet
- RBCAPQPPPAPPackDocument60 pagesRBCAPQPPPAPPackAbdelilah KadriNo ratings yet
- PPAP Submission LevelsDocument1 pagePPAP Submission LevelsNurlanNo ratings yet
- INSERTS 5band EQ PQDocument1 pageINSERTS 5band EQ PQapi-12922547No ratings yet
- Rbcapqpppappack JL 6718Document57 pagesRbcapqpppappack JL 6718Luis Marcio AnicezioNo ratings yet
- I53 THEATER RevisionsDocument1 pageI53 THEATER RevisionsKessley Euzzelle CalloNo ratings yet
- Lighthouse ThoyondouDocument1 pageLighthouse Thoyondoujuttcell4No ratings yet
- Production Part Approval Process Aiag Ppap 4 EditionDocument32 pagesProduction Part Approval Process Aiag Ppap 4 EditionMukesh TiwariNo ratings yet
- NCR Supplier PPAP Training PresentationDocument166 pagesNCR Supplier PPAP Training PresentationRajeev ChadhaNo ratings yet
- PPAP Workbook 01 - 29 - 15Document48 pagesPPAP Workbook 01 - 29 - 15joy252No ratings yet
- Production Part Approval Process Training PDFDocument43 pagesProduction Part Approval Process Training PDFwulfgang66No ratings yet
- 5.24 Requisition FormDocument1 page5.24 Requisition FormMyl VierNo ratings yet
- Fault Switch 1: Headlights InopDocument4 pagesFault Switch 1: Headlights InopLong HàNo ratings yet
- HammerDocument1 pageHammerJorge Prado DiazNo ratings yet
- Technology: Designing Surfaces For PerformanceDocument46 pagesTechnology: Designing Surfaces For PerformanceDavid Gallego CalveteNo ratings yet
- Quick Start Guide: 7906/ 7956/ 8106 SeriesDocument2 pagesQuick Start Guide: 7906/ 7956/ 8106 SeriesPascal LandsheereNo ratings yet
- PPAP Level (Third Version) : Requirements Level 1 Level 2 Level 3 Level 4 Level 5Document1 pagePPAP Level (Third Version) : Requirements Level 1 Level 2 Level 3 Level 4 Level 5오동욱No ratings yet
- 13-C NMR Chemical Shift TableDocument1 page13-C NMR Chemical Shift TableAlanLourençoNo ratings yet
- 13-C NMR Chemical Shift Table PDFDocument1 page13-C NMR Chemical Shift Table PDFAchmad Ramadhanna'il RNo ratings yet
- 13-C NMR Chemical Shift TableDocument1 page13-C NMR Chemical Shift TableMerinda ShafaraNo ratings yet
- 13-C NMR Chemical Shift TableDocument1 page13-C NMR Chemical Shift TableSherwin John NavarroNo ratings yet
- 13 C NMR Chemical Shift TableDocument1 page13 C NMR Chemical Shift TableNgoc Hong TranNo ratings yet
- Art Song AnalysisDocument2 pagesArt Song AnalysissanzpiNo ratings yet
- Iner View: Panel Yamamah Steel Layout CustomerDocument1 pageIner View: Panel Yamamah Steel Layout CustomerMostafaElrakhawyNo ratings yet
- Iner View: Panel Yamamah Steel Layout CustomerDocument1 pageIner View: Panel Yamamah Steel Layout CustomerMostafaElrakhawyNo ratings yet
- Iner View: Panel Yamamah Steel Layout CustomerDocument1 pageIner View: Panel Yamamah Steel Layout CustomerMostafaElrakhawyNo ratings yet
- Cane Factory MillingDocument5 pagesCane Factory MillingzalabiNo ratings yet
- RUANG PTS GANJIL 2021-2022 SMK Negeri 3 Kota Bekasi: GudangDocument1 pageRUANG PTS GANJIL 2021-2022 SMK Negeri 3 Kota Bekasi: GudangRamdoni StwnNo ratings yet
- Ppap 50 50010996M - M2054Document55 pagesPpap 50 50010996M - M2054med seifiNo ratings yet
- Schematic Diagram: / Transmitter Code For Robot With Wireless CameraDocument7 pagesSchematic Diagram: / Transmitter Code For Robot With Wireless CameraTemesgenNo ratings yet
- Denah PAT 2023Document1 pageDenah PAT 2023MAULANA HABIBIENo ratings yet
- DW Assembly CROWN Avalon Battlefleet Set WEBDocument11 pagesDW Assembly CROWN Avalon Battlefleet Set WEBJamie ThompsonNo ratings yet
- Features: Switching RegulatorDocument7 pagesFeatures: Switching RegulatorCesar GastaldiNo ratings yet
- Luxio - Electrical Wiring DiagramDocument28 pagesLuxio - Electrical Wiring DiagramSigit PermanaNo ratings yet
- A Panel LiftDocument1 pageA Panel LiftAry PNo ratings yet
- 55pug7906 78 QSG BRPDocument2 pages55pug7906 78 QSG BRPChocoTrainer Felipe AguiarNo ratings yet
- JD Beck NAMM 2020 TranscriptionDocument5 pagesJD Beck NAMM 2020 TranscriptionCorradoManganaroNo ratings yet
- Dynamic Radar Cruise Control 570Document1 pageDynamic Radar Cruise Control 570Ngoc AnNo ratings yet
- Tarea10 PDFDocument1 pageTarea10 PDFJosue Ricardo Gomez GallegosNo ratings yet
- District 2Document1 pageDistrict 2Jeremy GreenNo ratings yet
- 11 - JEE - Physics - Current Electricity and Heating Effect - Methods of Determining Equivalent Resistance For Different NetworkDocument2 pages11 - JEE - Physics - Current Electricity and Heating Effect - Methods of Determining Equivalent Resistance For Different NetworkAman VishwakarmaNo ratings yet
- Rac03 K PDFDocument6 pagesRac03 K PDFSimon AmplemanNo ratings yet
- PPAP Workbook SupplierDocument25 pagesPPAP Workbook SupplierJuan VillaNo ratings yet
- 2 - Storey Multi - Purpose BLDGDocument1 page2 - Storey Multi - Purpose BLDGLenon RugayanNo ratings yet
- Sapata Sheet 4Document1 pageSapata Sheet 4Dejan AntanasijevicNo ratings yet
- Carlos Larios Ochaita Derecho Internacional PublicoDocument60 pagesCarlos Larios Ochaita Derecho Internacional PublicoQ'n F'vNo ratings yet
- Engine Control-01-01Document13 pagesEngine Control-01-01kakaNo ratings yet
- The Czech and Slovak Republics: Twenty years of Independence, 1993–2013From EverandThe Czech and Slovak Republics: Twenty years of Independence, 1993–2013M. Mark StolarikNo ratings yet
- The Rough Guide to Beijing (Travel Guide eBook)From EverandThe Rough Guide to Beijing (Travel Guide eBook)Rating: 2 out of 5 stars2/5 (1)
- DOE - PresentationDocument59 pagesDOE - PresentationRaajha MunibathiranNo ratings yet
- MSA ExampleDocument4 pagesMSA ExampleRaajha Munibathiran100% (1)
- SPC FormatDocument2 pagesSPC FormatRaajha MunibathiranNo ratings yet
- CMS - Trg. MaterialDocument33 pagesCMS - Trg. MaterialRaajha MunibathiranNo ratings yet
- X Bar & R Bar SampleDocument2 pagesX Bar & R Bar SampleRaajha MunibathiranNo ratings yet
- CMS Manual EngDocument43 pagesCMS Manual EngRaajha MunibathiranNo ratings yet
- Incident Investigation ReportDocument2 pagesIncident Investigation ReportRaajha MunibathiranNo ratings yet
- FMEADocument24 pagesFMEARaajha MunibathiranNo ratings yet
- Keyboard NotesDocument9 pagesKeyboard NotesRaajha MunibathiranNo ratings yet
- QCtool - Charts TrainingDocument65 pagesQCtool - Charts TrainingRaajha MunibathiranNo ratings yet
- MSDS - Retingan MLF - EnglishDocument10 pagesMSDS - Retingan MLF - EnglishRaajha MunibathiranNo ratings yet
- Display of Information Related To Air, Water and Hazardous Waste GenerationDocument1 pageDisplay of Information Related To Air, Water and Hazardous Waste GenerationRaajha Munibathiran100% (1)
- The Following Updated Key Documents (2019-20) Required For OHSAS (BS 18001:2007) AuditDocument2 pagesThe Following Updated Key Documents (2019-20) Required For OHSAS (BS 18001:2007) AuditRaajha MunibathiranNo ratings yet
- SCRAP REGISTER - (Mention Scrap Name) : Logo Date Scrab Note Ref. From Qty Received UOM Total StockDocument2 pagesSCRAP REGISTER - (Mention Scrap Name) : Logo Date Scrab Note Ref. From Qty Received UOM Total StockRaajha Munibathiran100% (1)
- Techniques For ISO 9000 ImplementationDocument43 pagesTechniques For ISO 9000 ImplementationmasmulyoNo ratings yet
- DPMO SigmaTableDocument1 pageDPMO SigmaTableRaajha MunibathiranNo ratings yet
- Joanne Archambault, PHD 2015 Ata - Session St-4Document51 pagesJoanne Archambault, PHD 2015 Ata - Session St-4Raajha Munibathiran100% (1)
- Severity Table - AIAG-VDA Process FMEADocument1 pageSeverity Table - AIAG-VDA Process FMEARaajha Munibathiran100% (2)
- Occurrence Table - AIAG-VDA Process FMEADocument3 pagesOccurrence Table - AIAG-VDA Process FMEARaajha MunibathiranNo ratings yet
- Detection Table - AIAG-VDA Process FMEADocument1 pageDetection Table - AIAG-VDA Process FMEARaajha MunibathiranNo ratings yet
- Đáp Án BT Grammar Tatq 2Document9 pagesĐáp Án BT Grammar Tatq 2myduyenn4625No ratings yet
- Volume IV Batangas City Comprehensive Development Plan 2019 2025Document170 pagesVolume IV Batangas City Comprehensive Development Plan 2019 2025Aliza Marie PlacinoNo ratings yet
- Blood RelationDocument23 pagesBlood RelationTigerNo ratings yet
- Vakalatnama: in The Court of District and Session Judge Thane at Thane Case NoDocument15 pagesVakalatnama: in The Court of District and Session Judge Thane at Thane Case NoPrachi VasaniNo ratings yet
- Ease of Doing BusinessDocument5 pagesEase of Doing BusinessAndrew GallardoNo ratings yet
- Review Quiz 2 12102020Document1 pageReview Quiz 2 12102020Romel MedenillaNo ratings yet
- DLIMSDocument1 pageDLIMSshahid MahmoodNo ratings yet
- The Interdependent Nature of BusinessDocument7 pagesThe Interdependent Nature of Businessdajiah greenNo ratings yet
- ABC Day Care CaseDocument11 pagesABC Day Care CaseTom ChanNo ratings yet
- Economics-Class XI, SAMPLE PAPER 2023-24Document7 pagesEconomics-Class XI, SAMPLE PAPER 2023-24bansaladitya1708100% (1)
- Chapitre 4 - NETWORK DESIGN - Conception Logique Reseau PDFDocument114 pagesChapitre 4 - NETWORK DESIGN - Conception Logique Reseau PDFit sonyNo ratings yet
- 55+ Easy and Mostly Free Ways To Market Your BookDocument10 pages55+ Easy and Mostly Free Ways To Market Your BookSoulGate MediaNo ratings yet
- BFCG-LA Exec Summary v2Document1 pageBFCG-LA Exec Summary v2Tim DowdingNo ratings yet
- Dayao v. ComelecDocument15 pagesDayao v. ComelecRichelle CartinNo ratings yet
- United States Court of Appeals, Tenth CircuitDocument4 pagesUnited States Court of Appeals, Tenth CircuitScribd Government DocsNo ratings yet
- Cross Cultural Issues in Hr-1Document54 pagesCross Cultural Issues in Hr-1ANKIT MAANNo ratings yet
- Call Center Business in Bangladesh: A Call Centre (UKDocument22 pagesCall Center Business in Bangladesh: A Call Centre (UKRyhanul IslamNo ratings yet
- Final Instructions Cat ExamDocument5 pagesFinal Instructions Cat Exammohammed aslamNo ratings yet
- Jewish Ritual Murder - 2. - Introduction (Page 1 - XIX)Document6 pagesJewish Ritual Murder - 2. - Introduction (Page 1 - XIX)Apolo OuliosNo ratings yet
- Rajkot N-Equity QuotationDocument3 pagesRajkot N-Equity QuotationanilravraniNo ratings yet
- ROTHENBERG, Jerome. A Book of The Book PDFDocument556 pagesROTHENBERG, Jerome. A Book of The Book PDFNuno Miguel NevesNo ratings yet
- Melting Pot or Salad Bowl? Cultural DiversityDocument9 pagesMelting Pot or Salad Bowl? Cultural DiversityRingle JobNo ratings yet
- AggressionDocument9 pagesAggressionapi-645961517No ratings yet
- Leadership Programs in Healthcare - INSEAD Healthcare ClubDocument14 pagesLeadership Programs in Healthcare - INSEAD Healthcare ClubkennyNo ratings yet
- BofA - The EEMEA FX Strategist Higher Oil More EEMEA FX Weakness - 20230926Document19 pagesBofA - The EEMEA FX Strategist Higher Oil More EEMEA FX Weakness - 20230926Sofia Franco100% (1)
- Employee at Will Offer LetterDocument5 pagesEmployee at Will Offer LetterNgan PhamNo ratings yet
- Update Data Karyawan - ShareDocument4 pagesUpdate Data Karyawan - SharedanangNo ratings yet