
Lab Manual
Lab Manual
You might also like
- 428 Trakpactor - pdf428335614 PDFDocument8 pages428 Trakpactor - pdf428335614 PDFusuario29000100% (1)
- Lathe ReportDocument16 pagesLathe ReportMuhammad Aisamuddin88% (8)
- Department of Mechanical Engineering ME1030-Basic Workshop Practice Lab (1 0 0 2)Document17 pagesDepartment of Mechanical Engineering ME1030-Basic Workshop Practice Lab (1 0 0 2)Devansh MathurNo ratings yet
- Chapter 4 LatheDocument10 pagesChapter 4 LatheDipayan DasNo ratings yet
- Unit-II The LatheDocument14 pagesUnit-II The LatheThulasi RamNo ratings yet
- Experiment NoDocument8 pagesExperiment NoNavin YadavNo ratings yet
- Abhay TiwariDocument17 pagesAbhay Tiwaridabangg Siddharth mishraNo ratings yet
- Machine Shop Theory and Practi Ce: Mechanical EngineeringDocument17 pagesMachine Shop Theory and Practi Ce: Mechanical EngineeringJohn Borja100% (1)
- Machine Tools: Lathe & Lathe WorkDocument35 pagesMachine Tools: Lathe & Lathe WorkRahul Deb PalNo ratings yet
- Module 5 PDFDocument28 pagesModule 5 PDFkaushal shivaprakashNo ratings yet
- 5.workshop Practice - Machine Shop - ES-ME192 - or - 292Document10 pages5.workshop Practice - Machine Shop - ES-ME192 - or - 292Priyanshu BanerjeeNo ratings yet
- Chapter 11Document32 pagesChapter 11Mark Angelo M. BubanNo ratings yet
- Machine Tools Lab Manual (13-14)Document39 pagesMachine Tools Lab Manual (13-14)Krishna Murthy100% (1)
- Study and Operation of An Engine Lathe.: Course No: Ipe-108 Course Title: Workshop PracticeDocument9 pagesStudy and Operation of An Engine Lathe.: Course No: Ipe-108 Course Title: Workshop PracticeSazzadNo ratings yet
- A Study On Types of Lathe Machine and Operations: ReviewDocument6 pagesA Study On Types of Lathe Machine and Operations: ReviewJames UgbesNo ratings yet
- M AchingDocument10 pagesM AchingSnehasishNo ratings yet
- Lab Report No.7: ObjectiveDocument10 pagesLab Report No.7: ObjectiveKashif SultanNo ratings yet
- LATHE - WriteupDocument21 pagesLATHE - WriteupMERISH GURU100% (1)
- Machine Tools LAB Manual PDFDocument77 pagesMachine Tools LAB Manual PDF5F2 SHAIK PALUR SAMEENANo ratings yet
- UNIT 1introductiontomachineandmachinetool PDFDocument18 pagesUNIT 1introductiontomachineandmachinetool PDFHaruna AbassNo ratings yet
- BME 513 Lecture NotesDocument31 pagesBME 513 Lecture Noteschibuzorosinachi21No ratings yet
- Introduction Machine ToolsDocument18 pagesIntroduction Machine ToolsMahesh JNo ratings yet
- UNIT 1introductiontomachineandmachinetoolDocument18 pagesUNIT 1introductiontomachineandmachinetoolBHAVESHNo ratings yet
- Machine Tools Lab ManualDocument32 pagesMachine Tools Lab ManualPhani Gurijala100% (2)
- WORKSHOP PRACTICE-B.Tech IIDocument46 pagesWORKSHOP PRACTICE-B.Tech IIrawat7233abhayNo ratings yet
- Module 6 Part 2 Bme-1Document17 pagesModule 6 Part 2 Bme-1joeste965No ratings yet
- Lab 7 Workshop Teacher VersionDocument4 pagesLab 7 Workshop Teacher Versionumar272No ratings yet
- ME 2255 Lathe MachineDocument35 pagesME 2255 Lathe MachineSadia Tasneem NishatNo ratings yet
- Lathe and Drilling MachineDocument99 pagesLathe and Drilling Machinesagar0% (1)
- Production Technology Assignment1Document22 pagesProduction Technology Assignment1shah shakeel rssNo ratings yet
- LatheDocument68 pagesLatheregistrarNo ratings yet
- Lathe, Milling Machine, Computer Numerical Control (CNC) and RobotsDocument25 pagesLathe, Milling Machine, Computer Numerical Control (CNC) and RobotsLAKSH RAMASWAMYNo ratings yet
- Updated Lathe ManualDocument12 pagesUpdated Lathe ManualDivyansh GargNo ratings yet
- Student Manual 1Document99 pagesStudent Manual 1Vardhan KatamoniNo ratings yet
- Lathe OperationsDocument28 pagesLathe OperationsKrunal PatilNo ratings yet
- 1 TurningDocument2 pages1 Turningsampatd444No ratings yet
- Lathe Types, Parts, Specification, Operations, PrecautionsDocument15 pagesLathe Types, Parts, Specification, Operations, PrecautionsnNo ratings yet
- Lathe MachineDocument12 pagesLathe MachineEmy SyazlindaNo ratings yet
- Gec 218 Module Three - Machine TechnologyDocument17 pagesGec 218 Module Three - Machine TechnologyOyedotun TundeNo ratings yet
- Advance Manufacturing Process (Amp) Project FinalDocument12 pagesAdvance Manufacturing Process (Amp) Project FinalAyyan Gaonkhadkar100% (3)
- MP-I - Lab Manual DarshanDocument159 pagesMP-I - Lab Manual DarshanNitinGothiNo ratings yet
- Manufacturing Technology Ii Assignment I: Batch 10Document11 pagesManufacturing Technology Ii Assignment I: Batch 10sh_nk2010No ratings yet
- ME6311 Manufacturing Technology Lab IDocument44 pagesME6311 Manufacturing Technology Lab Irahul dNo ratings yet
- IME - Module 2 NotesDocument27 pagesIME - Module 2 Noteskdshakuntala40No ratings yet
- 2 Lathe MachineDocument5 pages2 Lathe Machineмσнαммєd ƒαιz ραтєlNo ratings yet
- Lab 2 TurningDocument12 pagesLab 2 TurningLuqman HakimNo ratings yet
- Activity #9Document2 pagesActivity #9Mariella Alyzza InciongNo ratings yet
- MCMT Unit-IIDocument190 pagesMCMT Unit-IISai RamNo ratings yet
- Engine Lathe ProcessesDocument41 pagesEngine Lathe ProcessesMoe MyuNo ratings yet
- Manufacturing ProcessDocument11 pagesManufacturing ProcessRimti BhowmikNo ratings yet
- Module 2Document10 pagesModule 2Shamanth M BabuNo ratings yet
- Me2207 Manufacturing Technology I Lab ManualDocument71 pagesMe2207 Manufacturing Technology I Lab ManualKarthick N91% (11)
- Module 2 - MC TOOLS, CNC & 3D PRINTINGDocument27 pagesModule 2 - MC TOOLS, CNC & 3D PRINTINGSHARATH RNo ratings yet
- Lab ManualDocument60 pagesLab Manualshahid_ahmed_28No ratings yet
- How to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheFrom EverandHow to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheRating: 4.5 out of 5 stars4.5/5 (2)
- Metalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsFrom EverandMetalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsNo ratings yet
- Wood Turning - The Lathe and Its Accessories, Tools, Turning Between Centres Face-Plate Work, Boring, PolishingFrom EverandWood Turning - The Lathe and Its Accessories, Tools, Turning Between Centres Face-Plate Work, Boring, PolishingNo ratings yet
- Turning and Boring A specialized treatise for machinists, students in the industrial and engineering schools, and apprentices, on turning and boring methods, etc.From EverandTurning and Boring A specialized treatise for machinists, students in the industrial and engineering schools, and apprentices, on turning and boring methods, etc.No ratings yet
- Steam Turbines A Book of Instruction for the Adjustment and Operation of the Principal Types of this Class of Prime MoversFrom EverandSteam Turbines A Book of Instruction for the Adjustment and Operation of the Principal Types of this Class of Prime MoversRating: 5 out of 5 stars5/5 (2)
- UGI 4057 AIR: Technical Data SheetDocument5 pagesUGI 4057 AIR: Technical Data SheetMASOUDNo ratings yet
- ASTM A312 A312M Standard Specification For Seamless Welded and Heavily Cold Worked Austenitic Stainless Steel PipesDocument12 pagesASTM A312 A312M Standard Specification For Seamless Welded and Heavily Cold Worked Austenitic Stainless Steel Pipesessai expertiseNo ratings yet
- Steel GradeDocument3 pagesSteel GradeErickNo ratings yet
- Figure 1: Groove Weld TerminologyDocument28 pagesFigure 1: Groove Weld TerminologyAmyNo ratings yet
- Assignment: Chapter 3: Metal Forming and Shaping ProcessesDocument22 pagesAssignment: Chapter 3: Metal Forming and Shaping ProcessesIrfanNo ratings yet
- Tooling For Composite-BasicDocument3 pagesTooling For Composite-BasicmaheshNo ratings yet
- Window Closing DevicesDocument24 pagesWindow Closing DevicesSuruthi DasanNo ratings yet
- GP 18-10-01Document30 pagesGP 18-10-01Anbarasan PerumalNo ratings yet
- Characterization of Bond Line Discontinuities in A High-Mn TWIP Steel Pipe Welded by HF-ERW PDFDocument8 pagesCharacterization of Bond Line Discontinuities in A High-Mn TWIP Steel Pipe Welded by HF-ERW PDFSinan ChenNo ratings yet
- 001 Nickel Weld S - 14053Document16 pages001 Nickel Weld S - 14053Serhii Mishchenko100% (1)
- Unit - 1: CorrosionDocument30 pagesUnit - 1: CorrosionDfggjjggNo ratings yet
- Dark Sun AD&D 2e Random Encounters and Shop Generator (RUS) (RAW)Document10 pagesDark Sun AD&D 2e Random Encounters and Shop Generator (RUS) (RAW)iliys gallyamovNo ratings yet
- Horizontal End Suction Pump Din 24255: GU, GUM Series 50Hz/60HzDocument8 pagesHorizontal End Suction Pump Din 24255: GU, GUM Series 50Hz/60HzAwwalin Bocah IlangNo ratings yet
- VN Ensival Moret PumpDocument1 pageVN Ensival Moret PumpsitaNo ratings yet
- M4-NF High Speed Steel Metaux-SolutionsDocument2 pagesM4-NF High Speed Steel Metaux-SolutionsLaurent MorgeNo ratings yet
- High Strength Low Alloy Structural Steels: National Standard of The People'S Republic of ChinaDocument7 pagesHigh Strength Low Alloy Structural Steels: National Standard of The People'S Republic of ChinaNicolás GuerreroNo ratings yet
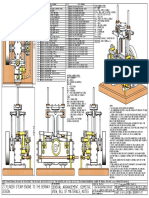
- Design. 2 Cylinder Steam Engine To The Bernay View, Bill of Materials, Notes General Arrangement, IsometricDocument1 pageDesign. 2 Cylinder Steam Engine To The Bernay View, Bill of Materials, Notes General Arrangement, IsometricTIMEPASS CAPTURENo ratings yet
- 3.3.2 Co-25Cr-10Ni-7.5W-B AlloyDocument4 pages3.3.2 Co-25Cr-10Ni-7.5W-B Alloyqueno1No ratings yet
- 1 - UTP 614 KBDocument1 page1 - UTP 614 KBKrishna VachaNo ratings yet
- Liberty Bell - Bell in Philadelphia (State of Pennsylvania, USA), One of The MainDocument2 pagesLiberty Bell - Bell in Philadelphia (State of Pennsylvania, USA), One of The MainВикторияNo ratings yet
- Certilas CatalogDocument308 pagesCertilas CatalogLuiz Henrique Mourão InacioNo ratings yet
- Advance Welding RME-081Document69 pagesAdvance Welding RME-081enjoy your dayNo ratings yet
- Forged Steel Rolls Used For Corrugating Paper MachineryDocument4 pagesForged Steel Rolls Used For Corrugating Paper MachineryJosé de Paula MoreiraNo ratings yet
- Aluminium-Alloy-6082-T6 or T651Document2 pagesAluminium-Alloy-6082-T6 or T651Marcelo Noé CorsiNo ratings yet
- Exam - April 1997Document4 pagesExam - April 1997Marcial Jr. MilitanteNo ratings yet
- Jfe SteelDocument44 pagesJfe SteelTuấn Phạm AnhNo ratings yet
- Statically Cast Permanent Mold Gray Iron Castings: Standard Specification ForDocument7 pagesStatically Cast Permanent Mold Gray Iron Castings: Standard Specification ForProduction DepartmentNo ratings yet
- Vlatb 027Document12 pagesVlatb 027dharmendra tiwariNo ratings yet
- Murlidhar Metalline IndustriesDocument21 pagesMurlidhar Metalline IndustrieshirensuratNo ratings yet
























































































Download as pdf or txt
You might also like
- 428 Trakpactor - pdf428335614 PDFDocument8 pages428 Trakpactor - pdf428335614 PDFusuario29000100% (1)
- Lathe ReportDocument16 pagesLathe ReportMuhammad Aisamuddin88% (8)
- Department of Mechanical Engineering ME1030-Basic Workshop Practice Lab (1 0 0 2)Document17 pagesDepartment of Mechanical Engineering ME1030-Basic Workshop Practice Lab (1 0 0 2)Devansh MathurNo ratings yet
- Chapter 4 LatheDocument10 pagesChapter 4 LatheDipayan DasNo ratings yet
- Unit-II The LatheDocument14 pagesUnit-II The LatheThulasi RamNo ratings yet
- Experiment NoDocument8 pagesExperiment NoNavin YadavNo ratings yet
- Abhay TiwariDocument17 pagesAbhay Tiwaridabangg Siddharth mishraNo ratings yet
- Machine Shop Theory and Practi Ce: Mechanical EngineeringDocument17 pagesMachine Shop Theory and Practi Ce: Mechanical EngineeringJohn Borja100% (1)
- Machine Tools: Lathe & Lathe WorkDocument35 pagesMachine Tools: Lathe & Lathe WorkRahul Deb PalNo ratings yet
- Module 5 PDFDocument28 pagesModule 5 PDFkaushal shivaprakashNo ratings yet
- 5.workshop Practice - Machine Shop - ES-ME192 - or - 292Document10 pages5.workshop Practice - Machine Shop - ES-ME192 - or - 292Priyanshu BanerjeeNo ratings yet
- Chapter 11Document32 pagesChapter 11Mark Angelo M. BubanNo ratings yet
- Machine Tools Lab Manual (13-14)Document39 pagesMachine Tools Lab Manual (13-14)Krishna Murthy100% (1)
- Study and Operation of An Engine Lathe.: Course No: Ipe-108 Course Title: Workshop PracticeDocument9 pagesStudy and Operation of An Engine Lathe.: Course No: Ipe-108 Course Title: Workshop PracticeSazzadNo ratings yet
- A Study On Types of Lathe Machine and Operations: ReviewDocument6 pagesA Study On Types of Lathe Machine and Operations: ReviewJames UgbesNo ratings yet
- M AchingDocument10 pagesM AchingSnehasishNo ratings yet
- Lab Report No.7: ObjectiveDocument10 pagesLab Report No.7: ObjectiveKashif SultanNo ratings yet
- LATHE - WriteupDocument21 pagesLATHE - WriteupMERISH GURU100% (1)
- Machine Tools LAB Manual PDFDocument77 pagesMachine Tools LAB Manual PDF5F2 SHAIK PALUR SAMEENANo ratings yet
- UNIT 1introductiontomachineandmachinetool PDFDocument18 pagesUNIT 1introductiontomachineandmachinetool PDFHaruna AbassNo ratings yet
- BME 513 Lecture NotesDocument31 pagesBME 513 Lecture Noteschibuzorosinachi21No ratings yet
- Introduction Machine ToolsDocument18 pagesIntroduction Machine ToolsMahesh JNo ratings yet
- UNIT 1introductiontomachineandmachinetoolDocument18 pagesUNIT 1introductiontomachineandmachinetoolBHAVESHNo ratings yet
- Machine Tools Lab ManualDocument32 pagesMachine Tools Lab ManualPhani Gurijala100% (2)
- WORKSHOP PRACTICE-B.Tech IIDocument46 pagesWORKSHOP PRACTICE-B.Tech IIrawat7233abhayNo ratings yet
- Module 6 Part 2 Bme-1Document17 pagesModule 6 Part 2 Bme-1joeste965No ratings yet
- Lab 7 Workshop Teacher VersionDocument4 pagesLab 7 Workshop Teacher Versionumar272No ratings yet
- ME 2255 Lathe MachineDocument35 pagesME 2255 Lathe MachineSadia Tasneem NishatNo ratings yet
- Lathe and Drilling MachineDocument99 pagesLathe and Drilling Machinesagar0% (1)
- Production Technology Assignment1Document22 pagesProduction Technology Assignment1shah shakeel rssNo ratings yet
- LatheDocument68 pagesLatheregistrarNo ratings yet
- Lathe, Milling Machine, Computer Numerical Control (CNC) and RobotsDocument25 pagesLathe, Milling Machine, Computer Numerical Control (CNC) and RobotsLAKSH RAMASWAMYNo ratings yet
- Updated Lathe ManualDocument12 pagesUpdated Lathe ManualDivyansh GargNo ratings yet
- Student Manual 1Document99 pagesStudent Manual 1Vardhan KatamoniNo ratings yet
- Lathe OperationsDocument28 pagesLathe OperationsKrunal PatilNo ratings yet
- 1 TurningDocument2 pages1 Turningsampatd444No ratings yet
- Lathe Types, Parts, Specification, Operations, PrecautionsDocument15 pagesLathe Types, Parts, Specification, Operations, PrecautionsnNo ratings yet
- Lathe MachineDocument12 pagesLathe MachineEmy SyazlindaNo ratings yet
- Gec 218 Module Three - Machine TechnologyDocument17 pagesGec 218 Module Three - Machine TechnologyOyedotun TundeNo ratings yet
- Advance Manufacturing Process (Amp) Project FinalDocument12 pagesAdvance Manufacturing Process (Amp) Project FinalAyyan Gaonkhadkar100% (3)
- MP-I - Lab Manual DarshanDocument159 pagesMP-I - Lab Manual DarshanNitinGothiNo ratings yet
- Manufacturing Technology Ii Assignment I: Batch 10Document11 pagesManufacturing Technology Ii Assignment I: Batch 10sh_nk2010No ratings yet
- ME6311 Manufacturing Technology Lab IDocument44 pagesME6311 Manufacturing Technology Lab Irahul dNo ratings yet
- IME - Module 2 NotesDocument27 pagesIME - Module 2 Noteskdshakuntala40No ratings yet
- 2 Lathe MachineDocument5 pages2 Lathe Machineмσнαммєd ƒαιz ραтєlNo ratings yet
- Lab 2 TurningDocument12 pagesLab 2 TurningLuqman HakimNo ratings yet
- Activity #9Document2 pagesActivity #9Mariella Alyzza InciongNo ratings yet
- MCMT Unit-IIDocument190 pagesMCMT Unit-IISai RamNo ratings yet
- Engine Lathe ProcessesDocument41 pagesEngine Lathe ProcessesMoe MyuNo ratings yet
- Manufacturing ProcessDocument11 pagesManufacturing ProcessRimti BhowmikNo ratings yet
- Module 2Document10 pagesModule 2Shamanth M BabuNo ratings yet
- Me2207 Manufacturing Technology I Lab ManualDocument71 pagesMe2207 Manufacturing Technology I Lab ManualKarthick N91% (11)
- Module 2 - MC TOOLS, CNC & 3D PRINTINGDocument27 pagesModule 2 - MC TOOLS, CNC & 3D PRINTINGSHARATH RNo ratings yet
- Lab ManualDocument60 pagesLab Manualshahid_ahmed_28No ratings yet
- How to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheFrom EverandHow to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheRating: 4.5 out of 5 stars4.5/5 (2)
- Metalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsFrom EverandMetalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsNo ratings yet
- Wood Turning - The Lathe and Its Accessories, Tools, Turning Between Centres Face-Plate Work, Boring, PolishingFrom EverandWood Turning - The Lathe and Its Accessories, Tools, Turning Between Centres Face-Plate Work, Boring, PolishingNo ratings yet
- Turning and Boring A specialized treatise for machinists, students in the industrial and engineering schools, and apprentices, on turning and boring methods, etc.From EverandTurning and Boring A specialized treatise for machinists, students in the industrial and engineering schools, and apprentices, on turning and boring methods, etc.No ratings yet
- Steam Turbines A Book of Instruction for the Adjustment and Operation of the Principal Types of this Class of Prime MoversFrom EverandSteam Turbines A Book of Instruction for the Adjustment and Operation of the Principal Types of this Class of Prime MoversRating: 5 out of 5 stars5/5 (2)
- UGI 4057 AIR: Technical Data SheetDocument5 pagesUGI 4057 AIR: Technical Data SheetMASOUDNo ratings yet
- ASTM A312 A312M Standard Specification For Seamless Welded and Heavily Cold Worked Austenitic Stainless Steel PipesDocument12 pagesASTM A312 A312M Standard Specification For Seamless Welded and Heavily Cold Worked Austenitic Stainless Steel Pipesessai expertiseNo ratings yet
- Steel GradeDocument3 pagesSteel GradeErickNo ratings yet
- Figure 1: Groove Weld TerminologyDocument28 pagesFigure 1: Groove Weld TerminologyAmyNo ratings yet
- Assignment: Chapter 3: Metal Forming and Shaping ProcessesDocument22 pagesAssignment: Chapter 3: Metal Forming and Shaping ProcessesIrfanNo ratings yet
- Tooling For Composite-BasicDocument3 pagesTooling For Composite-BasicmaheshNo ratings yet
- Window Closing DevicesDocument24 pagesWindow Closing DevicesSuruthi DasanNo ratings yet
- GP 18-10-01Document30 pagesGP 18-10-01Anbarasan PerumalNo ratings yet
- Characterization of Bond Line Discontinuities in A High-Mn TWIP Steel Pipe Welded by HF-ERW PDFDocument8 pagesCharacterization of Bond Line Discontinuities in A High-Mn TWIP Steel Pipe Welded by HF-ERW PDFSinan ChenNo ratings yet
- 001 Nickel Weld S - 14053Document16 pages001 Nickel Weld S - 14053Serhii Mishchenko100% (1)
- Unit - 1: CorrosionDocument30 pagesUnit - 1: CorrosionDfggjjggNo ratings yet
- Dark Sun AD&D 2e Random Encounters and Shop Generator (RUS) (RAW)Document10 pagesDark Sun AD&D 2e Random Encounters and Shop Generator (RUS) (RAW)iliys gallyamovNo ratings yet
- Horizontal End Suction Pump Din 24255: GU, GUM Series 50Hz/60HzDocument8 pagesHorizontal End Suction Pump Din 24255: GU, GUM Series 50Hz/60HzAwwalin Bocah IlangNo ratings yet
- VN Ensival Moret PumpDocument1 pageVN Ensival Moret PumpsitaNo ratings yet
- M4-NF High Speed Steel Metaux-SolutionsDocument2 pagesM4-NF High Speed Steel Metaux-SolutionsLaurent MorgeNo ratings yet
- High Strength Low Alloy Structural Steels: National Standard of The People'S Republic of ChinaDocument7 pagesHigh Strength Low Alloy Structural Steels: National Standard of The People'S Republic of ChinaNicolás GuerreroNo ratings yet
- Design. 2 Cylinder Steam Engine To The Bernay View, Bill of Materials, Notes General Arrangement, IsometricDocument1 pageDesign. 2 Cylinder Steam Engine To The Bernay View, Bill of Materials, Notes General Arrangement, IsometricTIMEPASS CAPTURENo ratings yet
- 3.3.2 Co-25Cr-10Ni-7.5W-B AlloyDocument4 pages3.3.2 Co-25Cr-10Ni-7.5W-B Alloyqueno1No ratings yet
- 1 - UTP 614 KBDocument1 page1 - UTP 614 KBKrishna VachaNo ratings yet
- Liberty Bell - Bell in Philadelphia (State of Pennsylvania, USA), One of The MainDocument2 pagesLiberty Bell - Bell in Philadelphia (State of Pennsylvania, USA), One of The MainВикторияNo ratings yet
- Certilas CatalogDocument308 pagesCertilas CatalogLuiz Henrique Mourão InacioNo ratings yet
- Advance Welding RME-081Document69 pagesAdvance Welding RME-081enjoy your dayNo ratings yet
- Forged Steel Rolls Used For Corrugating Paper MachineryDocument4 pagesForged Steel Rolls Used For Corrugating Paper MachineryJosé de Paula MoreiraNo ratings yet
- Aluminium-Alloy-6082-T6 or T651Document2 pagesAluminium-Alloy-6082-T6 or T651Marcelo Noé CorsiNo ratings yet
- Exam - April 1997Document4 pagesExam - April 1997Marcial Jr. MilitanteNo ratings yet
- Jfe SteelDocument44 pagesJfe SteelTuấn Phạm AnhNo ratings yet
- Statically Cast Permanent Mold Gray Iron Castings: Standard Specification ForDocument7 pagesStatically Cast Permanent Mold Gray Iron Castings: Standard Specification ForProduction DepartmentNo ratings yet
- Vlatb 027Document12 pagesVlatb 027dharmendra tiwariNo ratings yet
- Murlidhar Metalline IndustriesDocument21 pagesMurlidhar Metalline IndustrieshirensuratNo ratings yet