Download as docx, pdf, or txt
You might also like
- Perkins 1103 &1104 Series: Workshop Manual SpecificationsDocument42 pagesPerkins 1103 &1104 Series: Workshop Manual SpecificationsTASHKEEL100% (6)
- eDOF - PI Architecture Blue Print v1 1Document38 pageseDOF - PI Architecture Blue Print v1 1tetio100% (1)
- Tolonges QuestionDocument12 pagesTolonges QuestionSheryl Bernabe67% (12)
- Pan BoilingDocument104 pagesPan Boilingsena50% (2)
- Sugar Cane Process Chemistry ProjectDocument12 pagesSugar Cane Process Chemistry ProjectJekilyah50% (2)
- AS4041 ASME B31 - 3 Pipe Wall ThicknessDocument11 pagesAS4041 ASME B31 - 3 Pipe Wall Thicknessamini_mohiNo ratings yet
- Java Programming AssignmentDocument2 pagesJava Programming Assignmentvikas_saini_4uNo ratings yet
- ProcessDocument3 pagesProcessJan April MahinayNo ratings yet
- CHP 5. Milling & Refining of CaneDocument5 pagesCHP 5. Milling & Refining of CaneAsia AmirNo ratings yet
- INPLANT TRAINING (Old)Document18 pagesINPLANT TRAINING (Old)y2fhcxkxbdNo ratings yet
- K-Patents Cane Sugar Processing and RefiningDocument2 pagesK-Patents Cane Sugar Processing and RefiningRaymund GatocNo ratings yet
- Sugar and Confectionery-Presentation1Document26 pagesSugar and Confectionery-Presentation1grace mwenjeNo ratings yet
- Sugar BeetDocument21 pagesSugar BeetAnurag SrivastavaNo ratings yet
- Module 6. FinalDocument82 pagesModule 6. FinalGetnet TesfayeNo ratings yet
- Introduction of Sugar & Sugarcane (Shenkora)Document19 pagesIntroduction of Sugar & Sugarcane (Shenkora)abdisahurisa24No ratings yet
- Sugar Cane Processing C9s10-1aDocument7 pagesSugar Cane Processing C9s10-1aYogendra JaiswalNo ratings yet
- Process of Sugar Manufacturing From Sugar Grinding Mill To Packing.20140530.234410Document2 pagesProcess of Sugar Manufacturing From Sugar Grinding Mill To Packing.20140530.234410amount03heatNo ratings yet
- Sugar Industries PPT SRM - 5Document32 pagesSugar Industries PPT SRM - 5Nishiket DobalNo ratings yet
- Chemistry of SaccharidesDocument5 pagesChemistry of SaccharidesShishii LeeNo ratings yet
- Chapter - I: 1.1 Location and History Factory SiteDocument51 pagesChapter - I: 1.1 Location and History Factory SiteNaresh KumarNo ratings yet
- Chapter - I: 1.1 Location and History Factory SiteDocument44 pagesChapter - I: 1.1 Location and History Factory SiteNaresh KumarNo ratings yet
- Panfloor BoilingDocument45 pagesPanfloor Boilingwaziri maulidiNo ratings yet
- 9.10.1.1 Sugarcane ProcessingDocument7 pages9.10.1.1 Sugarcane ProcessingAshish SrivastavaNo ratings yet
- SSP Pumps in Sugar ProcessingDocument44 pagesSSP Pumps in Sugar Processingverderusa100% (1)
- Ethanol Fermentation of Blackstrap MolassesDocument12 pagesEthanol Fermentation of Blackstrap MolassesanikamanalNo ratings yet
- Proceso DecristalizacionDocument9 pagesProceso DecristalizacionRaul ImbaquingoNo ratings yet
- Utilization of Whey Solids in Food Products 1Document2 pagesUtilization of Whey Solids in Food Products 1KN Sai SreenivasNo ratings yet
- Sugar Industry Case Stdy FNL PDFDocument46 pagesSugar Industry Case Stdy FNL PDFpraneeth bmNo ratings yet
- Sugar CaneDocument10 pagesSugar Cane68vycsz74sNo ratings yet
- Kessem Final PresentationDocument43 pagesKessem Final PresentationShasho LikisaNo ratings yet
- Water Test ReportDocument8 pagesWater Test Reportruhul01No ratings yet
- Sugar Manufacturing Process DiscriptionDocument6 pagesSugar Manufacturing Process DiscriptionMuhammad JunaidNo ratings yet
- Tan Quiz 2Document3 pagesTan Quiz 2Bryan TanNo ratings yet
- Indusrial Visit: Madhukar Sahakary Sakhar Karkhana LTD - FaizpurDocument22 pagesIndusrial Visit: Madhukar Sahakary Sakhar Karkhana LTD - Faizpurvivek patilNo ratings yet
- Brewing Procedure and MethodDocument3 pagesBrewing Procedure and Methodnitheshkannan7No ratings yet
- Sugar FactoryDocument23 pagesSugar Factorysandys8754No ratings yet
- Description of Process - Nbsm-1Document10 pagesDescription of Process - Nbsm-1avisheklochun100% (1)
- Raw Sugar ProcessingDocument6 pagesRaw Sugar ProcessingJan April MahinayNo ratings yet
- DIIPA Lecture-1B Molasses Based Process 07042020Document8 pagesDIIPA Lecture-1B Molasses Based Process 07042020Ahmed AboulmagdNo ratings yet
- Process Automation Examples From Various Plant Stations in A Beet Sugar FactoryDocument36 pagesProcess Automation Examples From Various Plant Stations in A Beet Sugar FactoryRiadh2012No ratings yet
- Jeys Inplant TrainingDocument21 pagesJeys Inplant Trainingy2fhcxkxbdNo ratings yet
- GlucoseDocument12 pagesGlucoseشہریار شمسیNo ratings yet
- Process DescriptionDocument2 pagesProcess DescriptionKathamuthu KottaichamyNo ratings yet
- Visit Report SevanagalaDocument13 pagesVisit Report SevanagalaNishat AhmadNo ratings yet
- Visit Report SevanagalaDocument13 pagesVisit Report SevanagalaNishat AhmadNo ratings yet
- Sugar Production So Far MoojebDocument5 pagesSugar Production So Far MoojebAdesanya MujeebNo ratings yet
- Sugar 2016Document25 pagesSugar 2016krishnaNo ratings yet
- Bahir Dar University Mechanical Engineering Staff Summer Externship Seminar PresentationDocument27 pagesBahir Dar University Mechanical Engineering Staff Summer Externship Seminar PresentationAddisu Yenesew KebedeNo ratings yet
- Flow DiagramDocument13 pagesFlow DiagramMILTON SALINASNo ratings yet
- Slides Londhe Dec 2000Document20 pagesSlides Londhe Dec 2000RavikantNo ratings yet
- Manufacturing Process Process:: A) SugarDocument4 pagesManufacturing Process Process:: A) SugarYadav ShwetaNo ratings yet
- Solibra Abidjan Lemonaderies and Ice Cream Company Soliglace Brasserie Artois International Brewery and Coolers A Subsidiary of The Castel GroupDocument4 pagesSolibra Abidjan Lemonaderies and Ice Cream Company Soliglace Brasserie Artois International Brewery and Coolers A Subsidiary of The Castel GroupJoel Henry KablanNo ratings yet
- Sugar Mills Presention, by Aziz Jamali TalharDocument25 pagesSugar Mills Presention, by Aziz Jamali TalharAnonymous v32yhQWVFNo ratings yet
- Beer (Introduction, Types, Productions & Storage)Document12 pagesBeer (Introduction, Types, Productions & Storage)RHTi BDNo ratings yet
- Boiling House EfficiencyDocument14 pagesBoiling House EfficiencyManoj KageNo ratings yet
- PPTDocument60 pagesPPTShamla Abdul Latheef0% (1)
- 05 Refine Sugar BoilingDocument43 pages05 Refine Sugar Boilingbeila.amu.22No ratings yet
- Sugar Manufacturing ProcessDocument20 pagesSugar Manufacturing ProcessYadav ShwetaNo ratings yet
- Sugar Manufacturing ProcessDocument20 pagesSugar Manufacturing Processtesfayregs gebretsadikNo ratings yet
- Sugarcane Manufacturing ProcessDocument3 pagesSugarcane Manufacturing Processdante224No ratings yet
- Frye's Practical Candy Maker: Comprising Practical Receipts for the Manufacture of Fine "Hand-Made" CandiesFrom EverandFrye's Practical Candy Maker: Comprising Practical Receipts for the Manufacture of Fine "Hand-Made" CandiesNo ratings yet
- Candy-Making at Home: Two hundred ways to make candy with home flavors and professional finishFrom EverandCandy-Making at Home: Two hundred ways to make candy with home flavors and professional finishNo ratings yet
- Siebel MAADocument31 pagesSiebel MAAboddu24No ratings yet
- BCH 408 Problems 2Document3 pagesBCH 408 Problems 2tubosunolorunfemi3No ratings yet
- 543 Net Architecture Interview Questions Answers GuideDocument7 pages543 Net Architecture Interview Questions Answers GuideShashwat ShuklaNo ratings yet
- LTE - RL40-CIQ - Netone (2-Mod 1)Document197 pagesLTE - RL40-CIQ - Netone (2-Mod 1)Boby SharifNo ratings yet
- Analog and Digital Signals - Electrical Instrumentation SignalsDocument3 pagesAnalog and Digital Signals - Electrical Instrumentation SignalsRoona Thankam VargheseNo ratings yet
- BAT Battery DN - 6933Document10 pagesBAT Battery DN - 6933tinduongNo ratings yet
- Answering Exam QuestionsDocument14 pagesAnswering Exam QuestionsChreze If TorioNo ratings yet
- PA4005 - Energy Efficient Architecture Lecture-2Document16 pagesPA4005 - Energy Efficient Architecture Lecture-2VikasNo ratings yet
- 10.dynamics FrictionDocument5 pages10.dynamics FrictionBryan Cedric NarneNo ratings yet
- Assembling Field Vane Shear Test ApparatusDocument17 pagesAssembling Field Vane Shear Test ApparatusSanjay MuthekarNo ratings yet
- MS-1000-Material Specifications For SteelDocument44 pagesMS-1000-Material Specifications For SteelALEX MURPHYNo ratings yet
- ALTO Professional Live 802Document36 pagesALTO Professional Live 802Charlie Dela RosaNo ratings yet
- Rgbexcel: An RGB Image Data Extractor and Exporter For Excel ProcessingDocument9 pagesRgbexcel: An RGB Image Data Extractor and Exporter For Excel ProcessingsipijNo ratings yet
- T-64 MBT TopshotsDocument44 pagesT-64 MBT TopshotsDan100% (1)
- Autodesk Robot Structural Analysis Professional 2012 Author: File: Structure2 (WITH LOADS) .RTD Address: Project: Structure2 (WITH LOADS)Document3 pagesAutodesk Robot Structural Analysis Professional 2012 Author: File: Structure2 (WITH LOADS) .RTD Address: Project: Structure2 (WITH LOADS)Joshue AdeleNo ratings yet
- IBM Cognos TM1 WhitepaperDocument7 pagesIBM Cognos TM1 Whitepaperprabu2125No ratings yet
- Process Hazard Analysis Software GuideDocument6 pagesProcess Hazard Analysis Software GuideAdarsh Sv100% (1)
- Index Number1Document13 pagesIndex Number1Deborah Omobolanle OlalekanNo ratings yet
- HRS 9 Software License Installation GuideDocument31 pagesHRS 9 Software License Installation GuideAdhiawa Alif Archiafinno0% (1)
- Hybrid Modeling of Complex Surfaces Using Catia V5Document4 pagesHybrid Modeling of Complex Surfaces Using Catia V5babrolNo ratings yet
- Ventricular Assist Devices: K. Nirmala SSN College of EngineeringDocument40 pagesVentricular Assist Devices: K. Nirmala SSN College of EngineeringNivetha RavikumarNo ratings yet
- Eee R19 Iii IiDocument35 pagesEee R19 Iii IiN Venkatesh JNTUK UCEVNo ratings yet
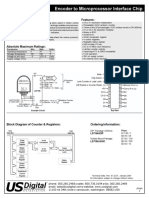
- Encoder To Microprocessor Interface Chip Chips: Features: DescriptionDocument3 pagesEncoder To Microprocessor Interface Chip Chips: Features: DescriptionasdNo ratings yet
- Epiq Solutions SkylightDocument2 pagesEpiq Solutions Skylightmartinsalas924gmail.comNo ratings yet
- 3mn0409 00 MN Pa 100182 SW Fabulous Series by Acr Rev 2Document2 pages3mn0409 00 MN Pa 100182 SW Fabulous Series by Acr Rev 2Romlly Voice ElektroNo ratings yet