Download as doc, pdf, or txt
You might also like
- Physics Week 2 Candidate Question AnswersDocument6 pagesPhysics Week 2 Candidate Question AnswersAysegul GedikNo ratings yet
- (BS 1715-2.1 - 1989) - Analysis of Soaps. Quantitative Test Methods. Method For Determination of Total Alkali Content and Total Fatty Matter ContentDocument12 pages(BS 1715-2.1 - 1989) - Analysis of Soaps. Quantitative Test Methods. Method For Determination of Total Alkali Content and Total Fatty Matter ContentamazondayNo ratings yet
- C1729 Is A New ASTM Standard For Aluminum JacketingDocument2 pagesC1729 Is A New ASTM Standard For Aluminum JacketingTushar Arekar100% (2)
- Minimum Distance Between Two Circumferential PipeDocument7 pagesMinimum Distance Between Two Circumferential PipeAbdulrahmanNo ratings yet
- FRP Fabrication, Installation and Repair ProcedureDocument3 pagesFRP Fabrication, Installation and Repair Procedurearchalys4u100% (1)
- KP-00+++-CQ712-G0011 - Rev.0 - ITP For For Cathodic Protection WorksDocument7 pagesKP-00+++-CQ712-G0011 - Rev.0 - ITP For For Cathodic Protection WorksUtku Can KılıçNo ratings yet
- Lesson Plan in Science Matter For Grade 3Document7 pagesLesson Plan in Science Matter For Grade 3fatimah aburomeh100% (2)
- Applications of Ultrasound in Organic SynthesisDocument2 pagesApplications of Ultrasound in Organic SynthesisLav VarmaNo ratings yet
- Piping Spec: CS150 TFS 1021: Engineering StandardDocument4 pagesPiping Spec: CS150 TFS 1021: Engineering Standardbmanojkumar16No ratings yet
- Astm D4024 00Document3 pagesAstm D4024 00Anghelo AlcaldeNo ratings yet
- SOP - FRP Pipe Jointing Procedure.Document10 pagesSOP - FRP Pipe Jointing Procedure.Ali Mari BalochNo ratings yet
- Approved Weld Procedure SpecificationsDocument38 pagesApproved Weld Procedure SpecificationsJohan0001No ratings yet
- PHEONWJ-G-SPE-0101 0 - Structural and Piping Fabrication Quality ControlDocument11 pagesPHEONWJ-G-SPE-0101 0 - Structural and Piping Fabrication Quality ControlIksan Adityo Mulyo100% (1)
- Scope of Work-Fabrication of Heat ExchangersDocument3 pagesScope of Work-Fabrication of Heat ExchangersAsad KhanNo ratings yet
- PFI ES 2 2000 Method of Dimensioning Piping AssembliesDocument4 pagesPFI ES 2 2000 Method of Dimensioning Piping AssembliesedwinNo ratings yet
- PipesDocument37 pagesPipesGautam Bhardwaj100% (1)
- Inspection and Test Plan For Above Ground FRP Piping Fabrication & Erection at FieldDocument3 pagesInspection and Test Plan For Above Ground FRP Piping Fabrication & Erection at FieldGohel100% (1)
- Piping Welding General Specification Consortium) Rev-3Document48 pagesPiping Welding General Specification Consortium) Rev-3rvsreddy1972No ratings yet
- Hydrotest Ansi b31.3 2017Document13 pagesHydrotest Ansi b31.3 2017Bangkit SusiloNo ratings yet
- Tbe Field Joint Coating For TialDocument3 pagesTbe Field Joint Coating For TialPer Bagus HandokoNo ratings yet
- GENERAL Specification Piping Fabrication and Pressure TestingDocument49 pagesGENERAL Specification Piping Fabrication and Pressure Testingalizadeh2222100% (2)
- Plumbness Check ReportDocument50 pagesPlumbness Check ReportYusuf KhoirNo ratings yet
- Torque Value DelmonDocument8 pagesTorque Value DelmonKhalid HaiderNo ratings yet
- SSPC sp1Document2 pagesSSPC sp1Malik AzeemNo ratings yet
- Snoop Leak Test LiquidDocument6 pagesSnoop Leak Test Liquidaldi_crisNo ratings yet
- 6-44-0005 Rev 7Document446 pages6-44-0005 Rev 7MDhana SekarNo ratings yet
- Hydrostatic Test Procedure (Rev.1)Document8 pagesHydrostatic Test Procedure (Rev.1)lukman100% (1)
- Pipe Bend ReportDocument1 pagePipe Bend ReportMohd Effiezool Yaser100% (1)
- 15250-194-EN04-SP-005-Rev 0 (Specification For Atmospheric Storage Tank)Document22 pages15250-194-EN04-SP-005-Rev 0 (Specification For Atmospheric Storage Tank)sudokuNo ratings yet
- Tender Specification - Sea WaterDocument12 pagesTender Specification - Sea WaterSuhas NatuNo ratings yet
- Step 3 Hydrotest Diagram Stage 1Document1 pageStep 3 Hydrotest Diagram Stage 1mansih457100% (1)
- Sonatrach: Project SpecificationDocument13 pagesSonatrach: Project SpecificationAliZenatiNo ratings yet
- Piping Spec Hdpe and PPDocument13 pagesPiping Spec Hdpe and PPFarghud EismethNo ratings yet
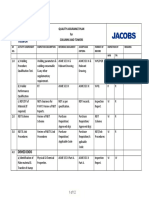
- 2.8.2. Indicative QAP - ColumnsDocument12 pages2.8.2. Indicative QAP - ColumnsAshish Dhok0% (1)
- Fabrication of 2 X 1000 MT Capacity Mounded LPG Storage VesselsDocument84 pagesFabrication of 2 X 1000 MT Capacity Mounded LPG Storage VesselsMilan DjumicNo ratings yet
- Fabrication and Erection Piping Procedure. - VT PDFDocument19 pagesFabrication and Erection Piping Procedure. - VT PDFLeonardo ManurungNo ratings yet
- Original: Mill Test CertificateDocument3 pagesOriginal: Mill Test CertificateAhmad NafilulhudaNo ratings yet
- KOC-P-005 Rev. 2Document36 pagesKOC-P-005 Rev. 2Hari KrishnanNo ratings yet
- Saudi Aramco Test Report: PWHT Report Form SATR-W-2005 31-Aug-11Document1 pageSaudi Aramco Test Report: PWHT Report Form SATR-W-2005 31-Aug-11Mohammed Hamed BaganNo ratings yet
- Anodes in Cooling Water Exchangers PDFDocument12 pagesAnodes in Cooling Water Exchangers PDFcbrittaivNo ratings yet
- Fabrication Erection and Installation Procedure For PipingDocument36 pagesFabrication Erection and Installation Procedure For PipingThiên Khánh67% (3)
- PHEWMO-OrF-Z-PRC-0033 Rev.B Prosedur Pemasangan Anchor BoltDocument14 pagesPHEWMO-OrF-Z-PRC-0033 Rev.B Prosedur Pemasangan Anchor Boltchristian210789No ratings yet
- Inspection Report For Pipeline Route Survey Sign Copy and Blank FormatDocument1 pageInspection Report For Pipeline Route Survey Sign Copy and Blank FormatVishvjeet Prakash TiwariNo ratings yet
- Sample WPS 1Document13 pagesSample WPS 1waqas pirachaNo ratings yet
- Maximum Allowable Stress: Mechanical Design of Pressure VesselsDocument17 pagesMaximum Allowable Stress: Mechanical Design of Pressure Vesselsfauzi100% (2)
- Lamination ProcedureDocument5 pagesLamination Proceduretrueman44No ratings yet
- BEST PRACTICES Hydrostatic Pressure Testing Rev01.1webDocument15 pagesBEST PRACTICES Hydrostatic Pressure Testing Rev01.1webehsan.sadeghi1545No ratings yet
- Skirt To Dish Joint PDFDocument64 pagesSkirt To Dish Joint PDFPrajwal ShettyNo ratings yet
- The Heat Affected ZoneDocument24 pagesThe Heat Affected ZoneRatan PanditNo ratings yet
- Checklist For Economiser Element DrawingDocument2 pagesChecklist For Economiser Element DrawingRamalingam PrabhakaranNo ratings yet
- Data Sheet For Barred Tee 010719 PDFDocument1 pageData Sheet For Barred Tee 010719 PDFkandraNo ratings yet
- HDPE Butt Fusion Weld Inspection and Imaging PDFDocument19 pagesHDPE Butt Fusion Weld Inspection and Imaging PDFelectroscribdNo ratings yet
- ITP Heat ExchangerDocument1 pageITP Heat Exchangersarmad009No ratings yet
- Document No: Rev: A Number of Page: 1 OF 4: Inspection and Test Plan (Itp)Document4 pagesDocument No: Rev: A Number of Page: 1 OF 4: Inspection and Test Plan (Itp)Ghilman0529No ratings yet
- ITP Plan For Piping Erection - Rev3Document35 pagesITP Plan For Piping Erection - Rev3Dwikappa Asri UtamaNo ratings yet
- Belt Conveyor Draw FinishDocument1 pageBelt Conveyor Draw FinishRizki FauziNo ratings yet
- 8474L-000-JSD-2310-001-4-Protective Coatings PDFDocument31 pages8474L-000-JSD-2310-001-4-Protective Coatings PDFDo Quynh100% (2)
- Double Pipe and Multitube IP 6-2-1 Hairpin Heat Exchangers: Section 1 - GeneralDocument7 pagesDouble Pipe and Multitube IP 6-2-1 Hairpin Heat Exchangers: Section 1 - Generalhcsharma1967No ratings yet
- Hangers SupportsDocument10 pagesHangers Supportscarlos37No ratings yet
- Test Package: Pt. TTN (Tambang Tondano Nusajaya)Document18 pagesTest Package: Pt. TTN (Tambang Tondano Nusajaya)unto gunungNo ratings yet
- Sp-Me-0103 - Specification For Drain Transfer Pumps (Rev.a) - Returned (P-1401)Document9 pagesSp-Me-0103 - Specification For Drain Transfer Pumps (Rev.a) - Returned (P-1401)Panisa BanimaNo ratings yet
- 30-45-67-1601-A (MR of OHL)Document36 pages30-45-67-1601-A (MR of OHL)anoginNo ratings yet
- GRP Specification BY CKDocument44 pagesGRP Specification BY CKchandana kumar100% (2)
- A-GS-9-5-1-E (Gral. Welding Requirements)Document15 pagesA-GS-9-5-1-E (Gral. Welding Requirements)ferrer0000No ratings yet
- Hse Program CRCC - 11Document17 pagesHse Program CRCC - 11Daengkulle Firmansyah PuteraNo ratings yet
- GMS-GL-PN-A-001 Project Execution PlanDocument16 pagesGMS-GL-PN-A-001 Project Execution PlanDaengkulle Firmansyah Putera100% (1)
- Evacuation Plan & Muster PointDocument1 pageEvacuation Plan & Muster PointDaengkulle Firmansyah PuteraNo ratings yet
- Leak Test Inspection ReportDocument2 pagesLeak Test Inspection ReportDaengkulle Firmansyah PuteraNo ratings yet
- Material Traceability ReporDocument2 pagesMaterial Traceability ReporDaengkulle Firmansyah PuteraNo ratings yet
- Test Pack ProcedureDocument10 pagesTest Pack ProcedureDaengkulle Firmansyah PuteraNo ratings yet
- Inspection and Testing PlantDocument27 pagesInspection and Testing PlantDaengkulle Firmansyah PuteraNo ratings yet
- Attachment Mechanical Procedure RotaticDocument2 pagesAttachment Mechanical Procedure RotaticDaengkulle Firmansyah Putera100% (1)
- Prosedur PipaDocument16 pagesProsedur PipaDaengkulle Firmansyah PuteraNo ratings yet
- Instrument Testing ProcedureDocument13 pagesInstrument Testing ProcedureDaengkulle Firmansyah PuteraNo ratings yet
- Instrument Construction ProcedureDocument24 pagesInstrument Construction ProcedureDaengkulle Firmansyah PuteraNo ratings yet
- Electric QAQC ProcedureDocument34 pagesElectric QAQC ProcedureDaengkulle Firmansyah Putera100% (1)
- Electrical Construction ProcedureDocument12 pagesElectrical Construction ProcedureDaengkulle Firmansyah PuteraNo ratings yet
- FB Share - Manual Safety InductionDocument28 pagesFB Share - Manual Safety InductionDaengkulle Firmansyah PuteraNo ratings yet
- Hitec 523f PdsDocument2 pagesHitec 523f PdsPiaoNo ratings yet
- Oxygen and Silver Nanoparticle Aerosol Magnetohydrodynamic Power CycleDocument13 pagesOxygen and Silver Nanoparticle Aerosol Magnetohydrodynamic Power CyclealooNo ratings yet
- TCP 3 e 6Document11 pagesTCP 3 e 6Christina Christina ChristinaNo ratings yet
- States of MatterDocument3 pagesStates of MatterKenneth MaqueNo ratings yet
- N H S Office Complex: 3100 S. Figueroa Street Los Angeles, Ca 90007Document1 pageN H S Office Complex: 3100 S. Figueroa Street Los Angeles, Ca 90007Rafael SathlerNo ratings yet
- 9701 s04 QP 2 PDFDocument8 pages9701 s04 QP 2 PDFSanthi RamanNo ratings yet
- CHAPTER 1 Preformulation StudiesDocument18 pagesCHAPTER 1 Preformulation Studieskartik sharmaNo ratings yet
- MSDS - GlobalpreneDocument5 pagesMSDS - GlobalprenealphadingNo ratings yet
- HM CR Textile Products Accessories FBBDocument26 pagesHM CR Textile Products Accessories FBBRezoanul HaqueNo ratings yet
- Theory of Transport in MembranesDocument17 pagesTheory of Transport in MembranesMuhammad Fattah Romdhoni100% (1)
- Mughal Et Al. - 2017 - Structural and Optical Properties of Group III Doped Hydrothermal ZnO Thin Films - Journal of Electronic MaterialsDocument5 pagesMughal Et Al. - 2017 - Structural and Optical Properties of Group III Doped Hydrothermal ZnO Thin Films - Journal of Electronic MaterialsAsadNo ratings yet
- Tecnologia TBM Epb HydroDocument88 pagesTecnologia TBM Epb HydrogifantaNo ratings yet
- Iraqi Building Code Requirements For Reinforced Concrete (1987) - 3Document71 pagesIraqi Building Code Requirements For Reinforced Concrete (1987) - 3mamandawe50% (2)
- Ion Implantation DiffusionDocument10 pagesIon Implantation DiffusionshruthidhanNo ratings yet
- Properties of Gaseous FuelDocument7 pagesProperties of Gaseous FuelTin Aung KyiNo ratings yet
- 11 FCM WizardDocument63 pages11 FCM Wizardkom1984No ratings yet
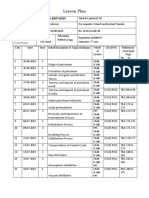
- Lesson Plan: Course Start Date Subject: Code/NameDocument3 pagesLesson Plan: Course Start Date Subject: Code/Nameanon_348923763No ratings yet
- Renishaw RGH24 Data SheetDocument10 pagesRenishaw RGH24 Data SheetVan hiếu PhạmNo ratings yet
- Goit Kovacs Thomas - Advanced Numerical Modelling in Tunnel Design-Rev2Document11 pagesGoit Kovacs Thomas - Advanced Numerical Modelling in Tunnel Design-Rev2Sajjad AnwarNo ratings yet
- Chem-Lab 4 Gr.3Document9 pagesChem-Lab 4 Gr.3cinnamonvensNo ratings yet
- Manzil Coordination Compound: Please Fill in Your JEE Application Details by Clicking On Link BelowDocument4 pagesManzil Coordination Compound: Please Fill in Your JEE Application Details by Clicking On Link BelowAbhi kumarNo ratings yet
- Ana ChemDocument14 pagesAna ChemSamuel MagannonNo ratings yet
- Paper Gastech 09Document15 pagesPaper Gastech 09JimmyJarufeNo ratings yet
- ASTM A27 Steel - A Guide To Choosing The Right Grade - Casting & Foundry ServicesDocument3 pagesASTM A27 Steel - A Guide To Choosing The Right Grade - Casting & Foundry ServicesFrancisco Marin BortoluzziNo ratings yet
- Ms ProofDocument4 pagesMs Proofrizky efrinaldoNo ratings yet
- Is 5052 1993Document11 pagesIs 5052 1993khemendraNo ratings yet