Download as pdf or txt
You might also like
- Complete MetalsmithDocument313 pagesComplete MetalsmithOana Bejan100% (17)
- 09 Samss 070Document11 pages09 Samss 070NASIR SYEDNo ratings yet
- Awwa M45Document6 pagesAwwa M45Rafael Ramirez0% (1)
- Building Handover Inspections ChecklistDocument7 pagesBuilding Handover Inspections ChecklistNisreen Abu-MahfouzNo ratings yet
- Painting and Coating For Fpso (New Construction) : Company Technical StandardDocument83 pagesPainting and Coating For Fpso (New Construction) : Company Technical StandardMohamed GhonaimNo ratings yet
- Basf MasterEmaco 8100 APDocument49 pagesBasf MasterEmaco 8100 APabdul majeedNo ratings yet
- Karumel Ex4412: KCC CorporationDocument4 pagesKarumel Ex4412: KCC CorporationABAID ULLAHNo ratings yet
- Painting System Guide No.: SSPC: The Society For Protective CoatingsDocument6 pagesPainting System Guide No.: SSPC: The Society For Protective CoatingsanoopkumarNo ratings yet
- ACQPA - Systems Certified in Im2 ANI PDFDocument1 pageACQPA - Systems Certified in Im2 ANI PDFANIBAL LOPEZNo ratings yet
- Peikko HFS Fixing SocketDocument4 pagesPeikko HFS Fixing SocketClaudioNo ratings yet
- Manufacturer - Approved Saudi Aramco Data Sheet APCS-1A/1D/11A/17ADocument3 pagesManufacturer - Approved Saudi Aramco Data Sheet APCS-1A/1D/11A/17AjinujoseNo ratings yet
- Manufacturer - Approved Saudi Aramco Data Sheet APCS-1A/1B/1C/1D/1E//1FDocument3 pagesManufacturer - Approved Saudi Aramco Data Sheet APCS-1A/1B/1C/1D/1E//1FjinujoseNo ratings yet
- Saes H 101V PDFDocument389 pagesSaes H 101V PDFQA QCNo ratings yet
- Apcs 17a 85710Document2 pagesApcs 17a 85710jojo_323No ratings yet
- Epimastic 7200 SRDocument2 pagesEpimastic 7200 SRqc_531040655No ratings yet
- Apcs 117Document12 pagesApcs 117Ilyas AhmedNo ratings yet
- G16S-0202-07 - Two Layer PaintingDocument7 pagesG16S-0202-07 - Two Layer Paintingpuwarin naja100% (1)
- 29006.eng - Cpi.std - Painting Systems SheetsDocument37 pages29006.eng - Cpi.std - Painting Systems SheetsMatteoNo ratings yet
- Barcoill Hardness Test PDFDocument2 pagesBarcoill Hardness Test PDFProkopNo ratings yet
- Coating Systems Norsok-Brochure - 0820Document12 pagesCoating Systems Norsok-Brochure - 0820Mameddurdy OrazalievNo ratings yet
- 18B. Protegol UR 32.55R Data SheetDocument3 pages18B. Protegol UR 32.55R Data SheetClarkFedele27No ratings yet
- Saudi Aramco Inspection Checklist: Review of Procedure For Weld Repair (Plant Piping) SAIC-W-2002 15-Jul-18 WeldDocument1 pageSaudi Aramco Inspection Checklist: Review of Procedure For Weld Repair (Plant Piping) SAIC-W-2002 15-Jul-18 Weldm4metzNo ratings yet
- Oxsilan Presentation PDFDocument41 pagesOxsilan Presentation PDFHưng TrầnNo ratings yet
- Antox 71 E Pickling Paste PDFDocument2 pagesAntox 71 E Pickling Paste PDFasaasd100% (1)
- Saudi Aramco Inspection ChecklistDocument8 pagesSaudi Aramco Inspection ChecklistAnantha PadmanabhanNo ratings yet
- Panel Test ReportDocument9 pagesPanel Test ReportLong Bui VietNo ratings yet
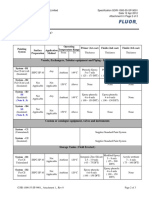
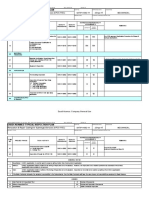
- A Guide For FLUOR & BASF Painting Specification of Typical Storage Tanks (Part 04 of 05)Document5 pagesA Guide For FLUOR & BASF Painting Specification of Typical Storage Tanks (Part 04 of 05)Adam Michael Green100% (1)
- Ep-Gis 18-013Document27 pagesEp-Gis 18-013GorakhNo ratings yet
- Satip H 002 11Document10 pagesSatip H 002 11Rauf ChaudharyNo ratings yet
- KOC-P-002 Part 2-R6-23-08-2015Document49 pagesKOC-P-002 Part 2-R6-23-08-2015Hari KrishnanNo ratings yet
- Saudi Aramco Test ReportDocument2 pagesSaudi Aramco Test ReportMoghal AliNo ratings yet
- Saic A 1002Document2 pagesSaic A 1002karthi51289No ratings yet
- Materials System SpecificationDocument8 pagesMaterials System SpecificationAjeetKumarNo ratings yet
- Majnoon CPF 2 Project: Vendor Document Review SheetDocument25 pagesMajnoon CPF 2 Project: Vendor Document Review SheetMassimo FumarolaNo ratings yet
- Training Cert Catalog 2020 Web-4Document64 pagesTraining Cert Catalog 2020 Web-4Ali RazaNo ratings yet
- TDS Nitocote EPU Saudi ArabiaDocument4 pagesTDS Nitocote EPU Saudi ArabiaShaikhRizwan100% (1)
- Gs Ep Cor 772 Rev02 2019Document67 pagesGs Ep Cor 772 Rev02 2019Alioune CamaraNo ratings yet
- Saudi Aramco Inspection Checklist: Review Procedure - Field Applied Internal Coatings & Repairs SAIC-H-2057Document3 pagesSaudi Aramco Inspection Checklist: Review Procedure - Field Applied Internal Coatings & Repairs SAIC-H-2057Allan LindoNo ratings yet
- Hempadur Mastic 45880-45881Document3 pagesHempadur Mastic 45880-45881David HoffmanNo ratings yet
- Saudi Aramco Inspection Checklist: Vent Piping Connection SAIC-S-4041 18-May-05 PlumbDocument2 pagesSaudi Aramco Inspection Checklist: Vent Piping Connection SAIC-S-4041 18-May-05 PlumbUzair AhmadNo ratings yet
- Saudi Aramco Test Report: Internal Tank Bottom Testing 15-Jul-18 CP-SATR-X-3205Document7 pagesSaudi Aramco Test Report: Internal Tank Bottom Testing 15-Jul-18 CP-SATR-X-3205Sreni Excel MacrosNo ratings yet
- Tes H 107 02 R0 PDFDocument31 pagesTes H 107 02 R0 PDFUmair QayyumNo ratings yet
- Hempel Curing Agent 98021 MsdsDocument10 pagesHempel Curing Agent 98021 MsdsM.FAIZAN ARSHADNo ratings yet
- Inspection & Testing Requirements: ScopeDocument1 pageInspection & Testing Requirements: ScopeAbu Anas M.SalaheldinNo ratings yet
- AS 3894-5 Method 5 Surface-ProfileDocument6 pagesAS 3894-5 Method 5 Surface-Profilejonathan nachiroNo ratings yet
- P8AHEM4800Document14 pagesP8AHEM4800MarcoNo ratings yet
- Saudi Aramco Inspection ChecklistDocument2 pagesSaudi Aramco Inspection Checklistkarthi51289No ratings yet
- Saudi Aramco Test Report: Radiography Interpretation (To Be Filled in by The Responsible RTFI)Document4 pagesSaudi Aramco Test Report: Radiography Interpretation (To Be Filled in by The Responsible RTFI)nadeem shaikhNo ratings yet
- Saes H 201Document9 pagesSaes H 201heartbreakkid132No ratings yet
- 167ACT01-0000-PA-GS-0169 - 0 PaintingDocument21 pages167ACT01-0000-PA-GS-0169 - 0 PaintingSutiknoNo ratings yet
- 09 SAMSS 089 (Final Draft - 2018)Document28 pages09 SAMSS 089 (Final Draft - 2018)lhanx2No ratings yet
- G16S-0205-01 - Repair Hot Drip Galv SurfaceDocument5 pagesG16S-0205-01 - Repair Hot Drip Galv Surfacepuwarin naja100% (1)
- SAES-H-102-Safety Requirements For Coating Applications2Document12 pagesSAES-H-102-Safety Requirements For Coating Applications2محمد العيسوىNo ratings yet
- Epilux 219: Product DescriptionDocument2 pagesEpilux 219: Product DescriptionMoin AltafNo ratings yet
- DWST-MTHL-QP007 Painting ProcedureDocument31 pagesDWST-MTHL-QP007 Painting ProcedureDeepak UpadhayayNo ratings yet
- Hempel'S Vinyl Ester GF 35910: Description: Recommended UseDocument2 pagesHempel'S Vinyl Ester GF 35910: Description: Recommended UseEngTamerNo ratings yet
- KOC-P-004 Part 4Document38 pagesKOC-P-004 Part 4Hari KrishnanNo ratings yet
- Sigmacover 410Document4 pagesSigmacover 410gstketutNo ratings yet
- PDS Technofoam PT 01 - HFC-1Document2 pagesPDS Technofoam PT 01 - HFC-1Ahmed Fouda100% (1)
- Gen 00 104265 Qa 6050 00514 0000 03 PDFDocument11 pagesGen 00 104265 Qa 6050 00514 0000 03 PDFchandana kumarNo ratings yet
- Dfy - Coating Quality Key PointsDocument1 pageDfy - Coating Quality Key PointsMohammed SadiqNo ratings yet
- Hempel Apcs113aDocument6 pagesHempel Apcs113aNoman AhmedNo ratings yet
- Saes H 101VDocument83 pagesSaes H 101Vacolombel100% (2)
- Sigma 1DDocument8 pagesSigma 1Dyogeshkumar121998No ratings yet
- Carpentry and Joinery Material Prices in Addis AbabaDocument2 pagesCarpentry and Joinery Material Prices in Addis AbabaAmos KormeNo ratings yet
- Computation Sheet For BuildingDocument27 pagesComputation Sheet For BuildingNiko ChavezNo ratings yet
- RVT Tower Packings 150319Document8 pagesRVT Tower Packings 150319Adriana HernandezNo ratings yet
- OSMI Orientation To Valves Part 1 Forging Vs Castings Ste1Document30 pagesOSMI Orientation To Valves Part 1 Forging Vs Castings Ste1MeoNo ratings yet
- Garmy BrochureDocument36 pagesGarmy Brochuremagmuthu.98No ratings yet
- Welding Procedure Specification: Dodsal Pte LTD Q-Chem Ethylene Project Doha, Qatar Job No: 7979Document1 pageWelding Procedure Specification: Dodsal Pte LTD Q-Chem Ethylene Project Doha, Qatar Job No: 7979S GoudaNo ratings yet
- 147 Amity Avenue Nampa, ID 81937 (999) 999-9999 William at Email - ComDocument4 pages147 Amity Avenue Nampa, ID 81937 (999) 999-9999 William at Email - ComjeyesbelmenNo ratings yet
- Anite WorkDocument4 pagesAnite WorkShenbagaraja PandianNo ratings yet
- High-Carbon Anti-Friction Bearing Steel: Standard Specification ForDocument4 pagesHigh-Carbon Anti-Friction Bearing Steel: Standard Specification Forsharon blushteinNo ratings yet
- PVC Vs Polyurethane A Tubing ComparisonDocument8 pagesPVC Vs Polyurethane A Tubing ComparisonAdnan SheikhNo ratings yet
- SAE J1392-2001 Stabilized 2017Document10 pagesSAE J1392-2001 Stabilized 2017ALEX MURPHYNo ratings yet
- INSEE EXTRA Product DescriptionDocument2 pagesINSEE EXTRA Product DescriptionYasndra AbeygunewardhaneNo ratings yet
- GSR (ROAD) 2015Document74 pagesGSR (ROAD) 2015Gautam RaiNo ratings yet
- Chapter 6 MORTAR (Compatibility Mode) PDFDocument14 pagesChapter 6 MORTAR (Compatibility Mode) PDFBerhanu Mengstu AlemayohNo ratings yet
- Interpretation: VIII-79-02Document1 pageInterpretation: VIII-79-02rtrajan_mech5408No ratings yet
- Techn Data PCM SmartBoard EDocument2 pagesTechn Data PCM SmartBoard EnandoprietoNo ratings yet
- Tube Steel E235Document2 pagesTube Steel E235Noe Eulalio Torres PadillaNo ratings yet
- PIP 1 - Guide To Specifying Pervious ConcreteDocument4 pagesPIP 1 - Guide To Specifying Pervious ConcretemirzaNo ratings yet
- S 1300 Pene Krete Product Data 347250Document3 pagesS 1300 Pene Krete Product Data 347250uocmogiandi_aNo ratings yet
- Bosch Dishwasher SHV46C13-SHX43CiiDocument50 pagesBosch Dishwasher SHV46C13-SHX43CiijmcaeroNo ratings yet
- 3 BQDocument322 pages3 BQJia Jin100% (1)
- 09 20 00 Gypsum Board Etc Ceiling PDFDocument8 pages09 20 00 Gypsum Board Etc Ceiling PDFKiran D AnvekarNo ratings yet
- Gerardo A. Pesigan: Work ExperienceDocument1 pageGerardo A. Pesigan: Work ExperienceKhalied NoynayNo ratings yet
- Electroplating: Table of Conten TsDocument4 pagesElectroplating: Table of Conten TsKhaledEl-MaghallawyNo ratings yet
- 4G70mm N2XBY Type Test ReportDocument1 page4G70mm N2XBY Type Test ReportB JoldzicNo ratings yet
- April 2014: Kumar Neeraj JhaDocument35 pagesApril 2014: Kumar Neeraj JhaNavarang R KobbeNo ratings yet