Download as pdf or txt
You might also like
- D2840 - V10 Diesel GeneratorDocument4 pagesD2840 - V10 Diesel GeneratorМария ЗинченкоNo ratings yet
- CARTEX Operating Manual Incl - Sctional DRWG Rev 4Document11 pagesCARTEX Operating Manual Incl - Sctional DRWG Rev 4keyur1109No ratings yet
- 15 18 049 0H - Notice - 8M26.2 - ENDocument119 pages15 18 049 0H - Notice - 8M26.2 - ENsxturboNo ratings yet
- D2842 Heavy DutyDocument4 pagesD2842 Heavy Dutym_najman100% (2)
- Lab Report Exp 2Document12 pagesLab Report Exp 2Syuhada Aminuddin0% (2)
- Water and Its PropertiesDocument7 pagesWater and Its PropertiesTropz RenNo ratings yet
- Acrylic ResinDocument14 pagesAcrylic ResinNontawat KritapeNo ratings yet
- Preparation of Thiokol RubberDocument2 pagesPreparation of Thiokol RubberAwad Said70% (10)
- KTA50 - Connecting RodDocument8 pagesKTA50 - Connecting RodSebastian Nicușor PărăoanuNo ratings yet
- Statistic Power IndonesiaDocument134 pagesStatistic Power IndonesiaM Farishadi RukandiNo ratings yet
- Manual Doosan V158ti Doosan 2002 Español Parte 2Document90 pagesManual Doosan V158ti Doosan 2002 Español Parte 2Erick ovalleNo ratings yet
- 8563-961 PSG GovernorDocument2 pages8563-961 PSG GovernorJohn100% (2)
- 4TNV106T-GGE: For GeneratorDocument17 pages4TNV106T-GGE: For Generatorcaleb diversity100% (1)
- Mitsubishi S6R Lubcation SystemDocument19 pagesMitsubishi S6R Lubcation SystemHai VanNo ratings yet
- Volvo-Penta Tamd61a-Tamd72wja Workshopmanual Sec WatDocument88 pagesVolvo-Penta Tamd61a-Tamd72wja Workshopmanual Sec WatfrankenkevinNo ratings yet
- Marine Generator Set: 30.0 Ekw (60 HZ) at 1800 RPM 24.5 Ekw (50 HZ) at 1500 RPMDocument2 pagesMarine Generator Set: 30.0 Ekw (60 HZ) at 1800 RPM 24.5 Ekw (50 HZ) at 1500 RPMByron CheleNo ratings yet
- Marine Westerbeke Technical ManualDocument116 pagesMarine Westerbeke Technical ManualKonem SolutionsNo ratings yet
- @perkins: 4000 Series 4016TAG2 4016TAG2ADocument2 pages@perkins: 4000 Series 4016TAG2 4016TAG2AIman AkbariNo ratings yet
- SKL Main Bearing ProcedureDocument11 pagesSKL Main Bearing ProcedureVaibhav SinghalNo ratings yet
- D2876 Medium DutyDocument4 pagesD2876 Medium Dutyfajar saputra100% (1)
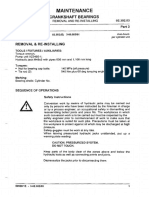
- Cramkshaft Main Bearimg InstallDocument5 pagesCramkshaft Main Bearimg InstallNimNo ratings yet
- Stock ListDocument5 pagesStock ListsdiamanNo ratings yet
- HPTO244Document68 pagesHPTO244Nishard MNo ratings yet
- Brochures12h-Pta EowfDocument43 pagesBrochures12h-Pta EowfdickyNo ratings yet
- D2842-LE402-OM-64pages Operating InstructionsDocument64 pagesD2842-LE402-OM-64pages Operating InstructionsBrianNo ratings yet
- Spares To Suit 16V-92: 1.1 Cylinder Block 1.2 Cylinder Head 1.3 Crankshaft, Oil Seals and StabilizersDocument12 pagesSpares To Suit 16V-92: 1.1 Cylinder Block 1.2 Cylinder Head 1.3 Crankshaft, Oil Seals and StabilizersSonthi MooljindaNo ratings yet
- C2.2 Sebu8137-04 MDocument36 pagesC2.2 Sebu8137-04 MMd Sh100% (1)
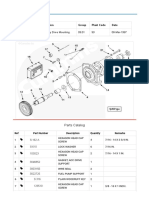
- D2842-LE402-sn7007455067A301-1993year-en-1148pages - PartsDocument148 pagesD2842-LE402-sn7007455067A301-1993year-en-1148pages - PartsBrian100% (1)
- Drawing No.: 20RK270 DIESEL Isolation of Ruston Propulsion EngineDocument1 pageDrawing No.: 20RK270 DIESEL Isolation of Ruston Propulsion EnginerpichoNo ratings yet
- Mak Engine Maintenance ManualDocument5 pagesMak Engine Maintenance ManualBadla full movie ,amitabh bacchan 2018 in hdNo ratings yet
- BookDocument28 pagesBookFebrian Wardoyo100% (1)
- MWM Deutztool-SetsDocument1 pageMWM Deutztool-SetsREZA ASGARINo ratings yet
- Workshop Manual CTAGDocument119 pagesWorkshop Manual CTAGPalatzke100% (1)
- Yanmar 6NY16L-SWDocument260 pagesYanmar 6NY16L-SWMaksym KuchynskyiNo ratings yet
- Cat 3408c Gen SetDocument4 pagesCat 3408c Gen Setshinichie100% (1)
- Kaluga Me STBDDocument8 pagesKaluga Me STBDLusy Gusti EfendiNo ratings yet
- Connecting Rod Inspection Report: PIN BUSHING I.D (Small End) Bearing Bore I.D. (Big End)Document1 pageConnecting Rod Inspection Report: PIN BUSHING I.D (Small End) Bearing Bore I.D. (Big End)esa masivNo ratings yet
- Valvoline 6Document2 pagesValvoline 6munh100% (1)
- Technical Data of Engine: MAN D2840 LE 201: EP 520 Rating at 0.8PF Prime Rating Standby RatingDocument1 pageTechnical Data of Engine: MAN D2840 LE 201: EP 520 Rating at 0.8PF Prime Rating Standby Rating02031989No ratings yet
- MS15018 01eDocument162 pagesMS15018 01eاشرينكيل مسونكيلNo ratings yet
- Connecting Rod: SpecificationsDocument3 pagesConnecting Rod: SpecificationsGeorge Zormpas100% (1)
- Especificaciones de Biela CaterpillarDocument2 pagesEspecificaciones de Biela CaterpillarYubiangel Celeste Perugini Parababith100% (1)
- D2842 V12 Diesel GeneratorDocument4 pagesD2842 V12 Diesel GeneratorimedNo ratings yet
- 001a HM02316 - 00 Engine SpecificationsDocument92 pages001a HM02316 - 00 Engine SpecificationsBruno VenturaNo ratings yet
- Maintenance Schedule: MAN Marine Diesel Engines V8 / V12 Light DutyDocument40 pagesMaintenance Schedule: MAN Marine Diesel Engines V8 / V12 Light DutyAnton Van NiekerkNo ratings yet
- N39453 Issue 7 WebDocument124 pagesN39453 Issue 7 WebClarence Clar100% (2)
- Ser Ser Ser Ser Service Vice Vice Vice Vice Manual Manual Manual Manual ManualDocument86 pagesSer Ser Ser Ser Service Vice Vice Vice Vice Manual Manual Manual Manual ManualsukauriNo ratings yet
- Tab 5 Coolant System TroubleshootingDocument18 pagesTab 5 Coolant System TroubleshootingagvassNo ratings yet
- Herbert Metzendorff & Co. KGDocument2 pagesHerbert Metzendorff & Co. KGAymen BriniNo ratings yet
- Ремонт двигателей N14Document812 pagesРемонт двигателей N14Serhii Nedvyha100% (1)
- 6M33 Training Document EPA - FA R01Document71 pages6M33 Training Document EPA - FA R01Daniel Ardila100% (1)
- Operating Instructions: Diesel Engine 12V2000M94 16V2000M94Document153 pagesOperating Instructions: Diesel Engine 12V2000M94 16V2000M94michelNo ratings yet
- TBG 620Document4 pagesTBG 620sdiamanNo ratings yet
- Inspection and Requalification of Flywheels Before Remounting - 09197Document5 pagesInspection and Requalification of Flywheels Before Remounting - 09197Mark ChapmanNo ratings yet
- Dvigatel Mitsubishi S12a2 PtaDocument44 pagesDvigatel Mitsubishi S12a2 PtaBelajar Jadi InsinyurNo ratings yet
- L21-31 GenSet TierIIDocument992 pagesL21-31 GenSet TierIIartemio CardosoNo ratings yet
- D2862 Part BookDocument242 pagesD2862 Part BookJuliadiNo ratings yet
- Cylinder Head: SpecificationsDocument5 pagesCylinder Head: SpecificationsFares100% (1)
- Nta855g2 PDFDocument2 pagesNta855g2 PDFRoberto RuedaNo ratings yet
- Overhead Set (OBC)Document19 pagesOverhead Set (OBC)MohamedNo ratings yet
- 8DK32C英文セットDocument168 pages8DK32C英文セットValdoados100% (1)
- General Information: With Mechanically Actuated InjectorDocument12 pagesGeneral Information: With Mechanically Actuated InjectorChardy Jarith Piragua AlvaradoNo ratings yet
- Camisa de CilindroDocument16 pagesCamisa de CilindroFelipe CarranzaNo ratings yet
- 6CTA RadiatorDocument3 pages6CTA RadiatorSebastian Nicușor PărăoanuNo ratings yet
- TC Kta50 Clearances Extended - CompressedDocument57 pagesTC Kta50 Clearances Extended - CompressedSebastian Nicușor PărăoanuNo ratings yet
- KTA50 - Oil CoolerDocument4 pagesKTA50 - Oil CoolerSebastian Nicușor PărăoanuNo ratings yet
- Part Number3098693 PDFDocument2 pagesPart Number3098693 PDFSebastian Nicușor PărăoanuNo ratings yet
- Marine Engine 2012 Series PDFDocument274 pagesMarine Engine 2012 Series PDFSebastian Nicușor PărăoanuNo ratings yet
- CF-R 520 Manual - Compressed PDFDocument51 pagesCF-R 520 Manual - Compressed PDFSebastian Nicușor PărăoanuNo ratings yet
- KTA50 - Cam FollowersDocument13 pagesKTA50 - Cam FollowersSebastian Nicușor PărăoanuNo ratings yet
- KTA50 - Connecting RodDocument8 pagesKTA50 - Connecting RodSebastian Nicușor PărăoanuNo ratings yet
- 6CTA - Heat ExchangerDocument3 pages6CTA - Heat ExchangerSebastian Nicușor PărăoanuNo ratings yet
- KTA50 - AftercoolerDocument6 pagesKTA50 - AftercoolerSebastian Nicușor PărăoanuNo ratings yet
- c18 Oil Cooler TestingDocument3 pagesc18 Oil Cooler TestingSebastian Nicușor PărăoanuNo ratings yet
- c18 Oil Cooler Testing ToolsDocument2 pagesc18 Oil Cooler Testing ToolsSebastian Nicușor PărăoanuNo ratings yet
- Acetone 434 Technical Data Sheet: DescriptionDocument3 pagesAcetone 434 Technical Data Sheet: DescriptionAdesh GurjarNo ratings yet
- Solvatochromic Study of 1,2-Dihydroxyanthraquinone in Neat and Binary Solvent MixturesDocument8 pagesSolvatochromic Study of 1,2-Dihydroxyanthraquinone in Neat and Binary Solvent MixtureskiruthigaNo ratings yet
- ASTM D93-18 (Flash Point)Document18 pagesASTM D93-18 (Flash Point)ridermate100% (1)
- MS SCI PS Unit 2 Chapter 7 Acids Bases and SolutionsDocument36 pagesMS SCI PS Unit 2 Chapter 7 Acids Bases and SolutionsgaNo ratings yet
- Karl Fischer TitrationDocument220 pagesKarl Fischer Titrationshambhoi100% (1)
- Free Aromatherapy E-Course Denise Whichello BrownDocument51 pagesFree Aromatherapy E-Course Denise Whichello BrownDaniela BerbeceNo ratings yet
- Manufacture of Paint, Printing Inks and Resins: Approved Code of Practice For Safety and Health in TheDocument53 pagesManufacture of Paint, Printing Inks and Resins: Approved Code of Practice For Safety and Health in TheBuwanah SelvaarajNo ratings yet
- 1 s2.0 S0039914010004352 MainDocument7 pages1 s2.0 S0039914010004352 MainHesti HariantiNo ratings yet
- Catalog-2015 - 17Document164 pagesCatalog-2015 - 17harsh421No ratings yet
- Afcona - 6220 Tds EngDocument1 pageAfcona - 6220 Tds EngHamood AbdoNo ratings yet
- Salt Effect in Distillation - A Literature ReviewDocument14 pagesSalt Effect in Distillation - A Literature Reviewcombo162No ratings yet
- Principles of Solubility and Solutions: RetiredDocument54 pagesPrinciples of Solubility and Solutions: Retiredsamon sumulongNo ratings yet
- Nephar302 Pharm I.lab I.calis 6Document85 pagesNephar302 Pharm I.lab I.calis 6Mehboob AlamNo ratings yet
- Separation PDFDocument25 pagesSeparation PDFaenidrisNo ratings yet
- Acetonitrile: Safe Storage and Handling GuideDocument32 pagesAcetonitrile: Safe Storage and Handling Guiderocky1546No ratings yet
- Winsor1948 PDFDocument21 pagesWinsor1948 PDFAn TruongNo ratings yet
- Extraction and Analysis of Phenolics in FoodDocument17 pagesExtraction and Analysis of Phenolics in FoodNasir Ahmed100% (2)
- Performance Chemicals GuideDocument45 pagesPerformance Chemicals Guidetopguitar100% (1)
- Exp.2-Extraction and Distribution CoefficientDocument17 pagesExp.2-Extraction and Distribution Coefficientsisi slayNo ratings yet
- Non Aq SolventsDocument24 pagesNon Aq SolventsShamil GadaNo ratings yet
- lIBRO PDFDocument139 pageslIBRO PDFJames Stid ParejaNo ratings yet
- PR 1440 M Class B - Tds - LJF - SilmidDocument3 pagesPR 1440 M Class B - Tds - LJF - Silmidadip1971890No ratings yet
- Benzene: Training On The Hazards of Benzene in The WorkplaceDocument20 pagesBenzene: Training On The Hazards of Benzene in The WorkplacemirsupiusmanNo ratings yet
- Alternative Techniques For Defatting Soy - A Practical ReviewDocument24 pagesAlternative Techniques For Defatting Soy - A Practical ReviewCristian Mateo Ovalle CifuentesNo ratings yet
- Luxaprime1400 Alkyd Zinc Phosphate PrimerDocument2 pagesLuxaprime1400 Alkyd Zinc Phosphate PrimerGurdeep Sungh AroraNo ratings yet
- Presentation Assignment 10: Lecturer: Assoc. Prof. Dr. Roshanida Binti A. RahmanDocument7 pagesPresentation Assignment 10: Lecturer: Assoc. Prof. Dr. Roshanida Binti A. RahmanKirrthanaGaneshNo ratings yet