Download as pdf or txt
You might also like
- Bank Statement 9 2021Document2 pagesBank Statement 9 2021Валентина Швечикова67% (3)
- Dupont TDS - 373P27680 PrimerDocument2 pagesDupont TDS - 373P27680 Primermpedraza-1No ratings yet
- Soldering electronic circuits: Beginner's guideFrom EverandSoldering electronic circuits: Beginner's guideRating: 4.5 out of 5 stars4.5/5 (9)
- Mock Exam Economics Mid Term 2021Document13 pagesMock Exam Economics Mid Term 2021FrancinalanfermanNo ratings yet
- GP Bond PU-141Document2 pagesGP Bond PU-141replyrajanNo ratings yet
- 5440 PU66 8H PU Topcoat Gloss - 3 - 20 (Ficha Técnica Pintura)Document6 pages5440 PU66 8H PU Topcoat Gloss - 3 - 20 (Ficha Técnica Pintura)Rubén AviationGroupNo ratings yet
- Sigmafast 210. Product Data Sheet December 12, 2014 (Revision of April 1, 2013) DescriptionDocument5 pagesSigmafast 210. Product Data Sheet December 12, 2014 (Revision of April 1, 2013) Descriptionmoosa amerianNo ratings yet
- SCILOGEX D-500 Homogenizer ManualDocument13 pagesSCILOGEX D-500 Homogenizer ManualAbel LopezNo ratings yet
- 568 TOWER-GARD Data SheetDocument2 pages568 TOWER-GARD Data SheetMojamethNo ratings yet
- TDS 678 Resist+78 Euk GB PDFDocument5 pagesTDS 678 Resist+78 Euk GB PDFRyukiNo ratings yet
- en-US 7605Document5 pagesen-US 7605Ha SonNo ratings yet
- Jotatherm TB550Document5 pagesJotatherm TB550Biju_PottayilNo ratings yet
- Ultraconductive Coating: Conductive Coating For LSPDocument3 pagesUltraconductive Coating: Conductive Coating For LSPfaradaiNo ratings yet
- Hardtop XP: Technical Data SheetDocument5 pagesHardtop XP: Technical Data Sheetadeoye_okunoyeNo ratings yet
- Hardtop UltraDocument5 pagesHardtop Ultranuryati jahariNo ratings yet
- Interprime 160Document0 pagesInterprime 160Mehman NasibovNo ratings yet
- 6430 SIPKYD FINISH 430 June-12Document2 pages6430 SIPKYD FINISH 430 June-12محمد عزتNo ratings yet
- New Guard Group: CoatingsDocument6 pagesNew Guard Group: CoatingsAryo WicaksonoNo ratings yet
- HVG 160 Synthetic Vacuum Oil Data Sheet (Crozair Technicea)Document2 pagesHVG 160 Synthetic Vacuum Oil Data Sheet (Crozair Technicea)mnshpro100% (1)
- Intertherm 79: Temporary Protective PrimerDocument4 pagesIntertherm 79: Temporary Protective PrimerNassim Ben AbdeddayemNo ratings yet
- Sigmadur™ 540: Product Data SheetDocument5 pagesSigmadur™ 540: Product Data SheetStuart LemonNo ratings yet
- en-US 7490Document5 pagesen-US 7490Movie LoverNo ratings yet
- Epoxy Primer216Document2 pagesEpoxy Primer216kishortilekarNo ratings yet
- TDS Futura OS GB English ProtectiveDocument4 pagesTDS Futura OS GB English Protectivevishalkrishna chintalaNo ratings yet
- HPC HT Coating Product Documents 07 22 19Document6 pagesHPC HT Coating Product Documents 07 22 19duongbk24 luu quang duongNo ratings yet
- 6424 Redoxide Primer 424 June-12Document2 pages6424 Redoxide Primer 424 June-12محمد عزتNo ratings yet
- Jotatherm TB550 Data SheetDocument7 pagesJotatherm TB550 Data Sheet이선엽No ratings yet
- HPC HT Coating Product Documents 01 29 20Document6 pagesHPC HT Coating Product Documents 01 29 20prestigebuild888No ratings yet
- Durosan 03 Exterior MattDocument3 pagesDurosan 03 Exterior Mattمحمد عزتNo ratings yet
- Sigmadur™ 550: Product Data SheetDocument5 pagesSigmadur™ 550: Product Data SheetAneesh Lie A YoungNo ratings yet
- TP Ultrapurge Brochure-Eu-Gb-0718 WebDocument4 pagesTP Ultrapurge Brochure-Eu-Gb-0718 Webbap06No ratings yet
- D-500 Homogenizer ManualDocument12 pagesD-500 Homogenizer ManualalakhibNo ratings yet
- PR143 Epoxy Primer: Product DescriptionDocument6 pagesPR143 Epoxy Primer: Product DescriptionMichael McQueenNo ratings yet
- Jotashield Penetrating Primer Transparente: Technical Data SheetDocument3 pagesJotashield Penetrating Primer Transparente: Technical Data SheetNanda Hendra PratamaNo ratings yet
- Sigmafast 155YDocument5 pagesSigmafast 155YStephen Francis BothelloNo ratings yet
- All DatasheetsDocument485 pagesAll Datasheetssflynn79No ratings yet
- TDS Mil-Prf-23377 PPGDocument6 pagesTDS Mil-Prf-23377 PPGCarlos Alberto Rozo R.No ratings yet
- 5uhs Duralit ExtraDocument5 pages5uhs Duralit ExtraRoki BalboaNo ratings yet
- Application Instructions Hempacore OneDocument9 pagesApplication Instructions Hempacore Onec-hiranNo ratings yet
- Intergard 774Document4 pagesIntergard 774Doby YuniardiNo ratings yet
- 02Y040A Yellow Epoxy Primer: Product DescriptionDocument6 pages02Y040A Yellow Epoxy Primer: Product DescriptionBoris KundačinaNo ratings yet
- Mining FoamDocument2 pagesMining FoamCesar ZarateNo ratings yet
- Hardtop Optima Alu PDFDocument5 pagesHardtop Optima Alu PDFBiju_PottayilNo ratings yet
- Hardtop Optima Alu: Technical Data SheetDocument5 pagesHardtop Optima Alu: Technical Data SheetBiju_PottayilNo ratings yet
- Gravitex Plus: Technical Data Sheet & Process GuideDocument3 pagesGravitex Plus: Technical Data Sheet & Process GuideOluwaseun TaiwoNo ratings yet
- Sigmatherm™ 540: Product Data SheetDocument4 pagesSigmatherm™ 540: Product Data Sheetali piNo ratings yet
- Apcoguard SF 725Document3 pagesApcoguard SF 725kiran vargheseNo ratings yet
- Heat Transfer Fluids: High Temperature Up To 326ºc/620 FDocument2 pagesHeat Transfer Fluids: High Temperature Up To 326ºc/620 FpaulBennetts2yNo ratings yet
- Speedhide® - 6-209 Series: Product Data SheetDocument5 pagesSpeedhide® - 6-209 Series: Product Data SheetGibbs PerNo ratings yet
- Darex PL 1014-59 - enDocument2 pagesDarex PL 1014-59 - engtorre77No ratings yet
- Jotachar 1709: Technical Data SheetDocument5 pagesJotachar 1709: Technical Data SheetAndi BagusNo ratings yet
- Jotachar 1709 PDFDocument5 pagesJotachar 1709 PDFBiju_PottayilNo ratings yet
- Sigma Marine Coatings Manual - Part44Document2 pagesSigma Marine Coatings Manual - Part44EngTamerNo ratings yet
- System 1 Second Coat DatasheetDocument6 pagesSystem 1 Second Coat DatasheetHossam EssawyNo ratings yet
- Operation Manual: To Be Read Carefully Before Start-Up!Document17 pagesOperation Manual: To Be Read Carefully Before Start-Up!FOXX AHMNo ratings yet
- Sigmatherm™ 230 / PPG Hi-Temp™ 230: Product Data SheetDocument5 pagesSigmatherm™ 230 / PPG Hi-Temp™ 230: Product Data SheetAnonymous n4bJbeLAqNo ratings yet
- Sigma Cover 510Document4 pagesSigma Cover 510supriadi90315100% (1)
- 350 Technomelt Supra HT 350 (En)Document2 pages350 Technomelt Supra HT 350 (En)Tomas HernandezNo ratings yet
- Manual HotsyDocument22 pagesManual HotsyLigreza100% (1)
- Protective Coating-3Document0 pagesProtective Coating-3Sivaratnam NavatharanNo ratings yet
- Soudaflex 40 FCDocument2 pagesSoudaflex 40 FCVictor GladunNo ratings yet
- FeasibilityDocument8 pagesFeasibilityOTNo ratings yet
- Feasibility Check ListDocument1 pageFeasibility Check ListOTNo ratings yet
- Ever QDocument8 pagesEver QOTNo ratings yet
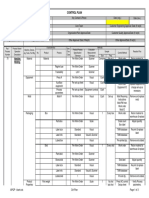
- Sample Control PlanDocument3 pagesSample Control PlanOTNo ratings yet
- 8d MétodoDocument8 pages8d MétodoOTNo ratings yet
- Gulzar Motors Nexa FB Dec'21Document1 pageGulzar Motors Nexa FB Dec'21Nikhil KashyapNo ratings yet
- Class IVth Science Lesson 3Document7 pagesClass IVth Science Lesson 3sarathephysio6636No ratings yet
- 2022F Microeconomics Ch2Document34 pages2022F Microeconomics Ch2Jyunde WuNo ratings yet
- Daily Equity Market Report - 04.01.2022Document1 pageDaily Equity Market Report - 04.01.2022Fuaad DodooNo ratings yet
- ND Di+ Tf-Thi U Bu: E Lalefivibaitri (HeDocument1 pageND Di+ Tf-Thi U Bu: E Lalefivibaitri (HeMohammad Iqbal HossainNo ratings yet
- Trucking Rate - Pt. Astha Prima SemestaDocument1 pageTrucking Rate - Pt. Astha Prima SemestawindraNo ratings yet
- Vn4ul6p 701902333 3E6642BDXB939X4323XAAE9X9B5C10779A8EDocument4 pagesVn4ul6p 701902333 3E6642BDXB939X4323XAAE9X9B5C10779A8EDaniel VelaNo ratings yet
- Blue Sales Profit Analiza Za NasDocument3 pagesBlue Sales Profit Analiza Za NasKanita BesirevicNo ratings yet
- Hunziker TempleDocument2 pagesHunziker Temple严浩斌No ratings yet
- Peter Hall - The-Movement-From-Keynesianism-To-Monetarism Peter FullDocument24 pagesPeter Hall - The-Movement-From-Keynesianism-To-Monetarism Peter FullPablo Fernando Suárez RubioNo ratings yet
- Peta#1 Fabm1Document5 pagesPeta#1 Fabm1Charles Eivan UyNo ratings yet
- Chapter 1 Audit of Cash and Cash EquivalentsDocument129 pagesChapter 1 Audit of Cash and Cash EquivalentsMelodyn RotoneNo ratings yet
- Diebold Nixdorf Lint Filter For BEETLE M-II Plus, BEETLE S-II Plus, Xion MplusDocument8 pagesDiebold Nixdorf Lint Filter For BEETLE M-II Plus, BEETLE S-II Plus, Xion MplusOferty Firm / SklepówNo ratings yet
- On Us - China Trade War: Optimizing Indonesia's ExportDocument21 pagesOn Us - China Trade War: Optimizing Indonesia's ExportFathia PerdataNo ratings yet
- Bill 1Document2 pagesBill 1Geetanjali0% (1)
- Ifrs III - c2 - Ifrs 3 - SVDocument56 pagesIfrs III - c2 - Ifrs 3 - SVPHUC TRAN TRIEU NGUYENNo ratings yet
- 500+ Free Mock Test Visit:: Join Telegram Channel: Join Telegram GroupDocument16 pages500+ Free Mock Test Visit:: Join Telegram Channel: Join Telegram GroupKaushik Karthikeyan KNo ratings yet
- Chapter 1 and 2 For StudentsDocument8 pagesChapter 1 and 2 For Studentsdesada testNo ratings yet
- 03 Ruy LopezDocument1 page03 Ruy LopezriversfloweNo ratings yet
- Test Bank For Financial Reporting Financial Statement Analysis and Valuation A Strategic Perspective 7th Edition by WahlenDocument53 pagesTest Bank For Financial Reporting Financial Statement Analysis and Valuation A Strategic Perspective 7th Edition by Wahlenagnesgrainneo30No ratings yet
- Options Probabilities ExhibitDocument1 pageOptions Probabilities ExhibitAsinth SanjoNo ratings yet
- Discation 5Document2 pagesDiscation 5Rouda AldosariNo ratings yet
- XDocument5 pagesXalinantoniu09No ratings yet
- Managerial Accounting 5th Edition Jiambalvo Test BankDocument43 pagesManagerial Accounting 5th Edition Jiambalvo Test Bankvictorialuyen8ggqg100% (34)
- Rate Break Up 15500Document1 pageRate Break Up 15500Yash Raj Bhardwaj100% (1)
- Pages From Community 1-Pagers - EdgewoodDocument2 pagesPages From Community 1-Pagers - EdgewoodSean CarpenterNo ratings yet
- Camposol Real Food For Life: CAMPOSOL Holding LTD Fourth Quarter and Preliminary Full Year 2015 ReportDocument25 pagesCamposol Real Food For Life: CAMPOSOL Holding LTD Fourth Quarter and Preliminary Full Year 2015 Reportkaren ramosNo ratings yet
- Steel Authority of India Limited Rourkela Steel Plant: Vendor Development Programme For SC-ST and Women EntrepreneursDocument3 pagesSteel Authority of India Limited Rourkela Steel Plant: Vendor Development Programme For SC-ST and Women EntrepreneursNamita BaghwarNo ratings yet