Download as pdf or txt
You might also like
- Piping Engineer Anwar's CVDocument6 pagesPiping Engineer Anwar's CVAnwar hussain89% (9)
- Air Cooled Screw Chiiler - APSaDocument190 pagesAir Cooled Screw Chiiler - APSaKhaleel Butt100% (1)
- Consumables NormsDocument24 pagesConsumables NormsHema Nandh100% (2)
- Bogie Technical RequirementsDocument8 pagesBogie Technical RequirementsAmit shahNo ratings yet
- Methods of Test For Petroleum and Its Products - BS 2000-476: Petroleum Liquids - Automatic Pipeline SamplingDocument62 pagesMethods of Test For Petroleum and Its Products - BS 2000-476: Petroleum Liquids - Automatic Pipeline SamplingTuesou Machere100% (3)
- Crack WiseDocument210 pagesCrack Wisetgrclarke100% (1)
- SULZER Water MixerDocument12 pagesSULZER Water MixerAlfonso José García LagunaNo ratings yet
- Structural Steel Design DetailsDocument7 pagesStructural Steel Design DetailsJanya AssociatesNo ratings yet
- WD 70 BD 10 - Rev - 2Document47 pagesWD 70 BD 10 - Rev - 2N Say100% (1)
- I) CBC Spec No. Wd-70-Bd-10 (Rev.1)Document47 pagesI) CBC Spec No. Wd-70-Bd-10 (Rev.1)devgreatNo ratings yet
- Manufacturing With A Focus On Small Modular Light Water Reactor DesignsDocument31 pagesManufacturing With A Focus On Small Modular Light Water Reactor DesignsAníbal DI LUCHNo ratings yet
- WD-70BD10 Rev-3Document47 pagesWD-70BD10 Rev-3PAWAN KNo ratings yet
- Engineering Design Basis Static EqptDocument52 pagesEngineering Design Basis Static EqptRajesh OwaiyarNo ratings yet
- BSIBV-QP-04-1 QP For Anode Installation Rev. 0Document17 pagesBSIBV-QP-04-1 QP For Anode Installation Rev. 0AMALENDU PAULNo ratings yet
- Fabricationandsupplyofteejointforairoutletheader-01 20221218112214.349 XDocument6 pagesFabricationandsupplyofteejointforairoutletheader-01 20221218112214.349 XAbdulrahman EladawyNo ratings yet
- Webinar - Additive Manufacturing - NozzlesDocument11 pagesWebinar - Additive Manufacturing - NozzlesSuneel KashyapNo ratings yet
- P13-005-UE-10-SPC-0001-4 - (SPEC110 Struct. Steel Skids)Document9 pagesP13-005-UE-10-SPC-0001-4 - (SPEC110 Struct. Steel Skids)Enabulele OsakpamwanNo ratings yet
- Zamil Brochure DT PDFDocument8 pagesZamil Brochure DT PDFDjamila HaddiNo ratings yet
- Brochure ERKDocument19 pagesBrochure ERKAri BinukoNo ratings yet
- Design of Heat Exchanger (AXS Type - Floating Head With Multiple Passes)Document5 pagesDesign of Heat Exchanger (AXS Type - Floating Head With Multiple Passes)kuselanmlNo ratings yet
- TPS 8735Document114 pagesTPS 8735mech1kingNo ratings yet
- Design Basis For Steel Structures 20160921 FINALDocument9 pagesDesign Basis For Steel Structures 20160921 FINALshangz1511No ratings yet
- NCS 232 7Document55 pagesNCS 232 7tekno foniNo ratings yet
- b291-000!83!41-Sp-0002 Design Criteria For Spm-Plem Piping and Floating & Underbuoy HosesDocument14 pagesb291-000!83!41-Sp-0002 Design Criteria For Spm-Plem Piping and Floating & Underbuoy HosesChris MacMillanNo ratings yet
- Design Guide Galvanized Steel StructuresDocument28 pagesDesign Guide Galvanized Steel StructuresHung Mai VanNo ratings yet
- 182Document1 page182ElMacheteDelHuesoNo ratings yet
- BHEL - Agitator Specification PDFDocument68 pagesBHEL - Agitator Specification PDFRiyaz100% (1)
- AnnexureI-Sow&ResponsibilityMatrixofLOI 20180907061157.311 XDocument10 pagesAnnexureI-Sow&ResponsibilityMatrixofLOI 20180907061157.311 XaeliusmanoNo ratings yet
- Cathodic Protection Specification - Takoradi Oil Terminal 27.02.2018 rv1 PDFDocument12 pagesCathodic Protection Specification - Takoradi Oil Terminal 27.02.2018 rv1 PDFRaynus Arhin100% (1)
- 01 Rpspl-Civil-Doc-Ct-01-31-01-20 PDFDocument75 pages01 Rpspl-Civil-Doc-Ct-01-31-01-20 PDFkapilNo ratings yet
- F08643S-1501-08-CALCULATION OF CP FOR CONDENSER-DR-FA-R1-A4-ModelDocument6 pagesF08643S-1501-08-CALCULATION OF CP FOR CONDENSER-DR-FA-R1-A4-ModelSalmanEjazNo ratings yet
- HP IndustrialDocument12 pagesHP IndustrialJoão Luiz CortatNo ratings yet
- Reconcilation of Welding Consumable and Associated Consumable For Piping and Structure PDFDocument44 pagesReconcilation of Welding Consumable and Associated Consumable For Piping and Structure PDFManu JojoNo ratings yet
- T1 Orbital Welding of DuplexSSDocument9 pagesT1 Orbital Welding of DuplexSSssmith2007No ratings yet
- Material For HEDocument36 pagesMaterial For HEMohd Idris MohiuddinNo ratings yet
- 03 Rpspl-Civil-Doc-La-01-30-01-20 PDFDocument75 pages03 Rpspl-Civil-Doc-La-01-30-01-20 PDFkapilNo ratings yet
- Saes e 014Document9 pagesSaes e 014Neeraj kumarNo ratings yet
- Ke01.00.000.kd.v.ss.0011.000: 180303 No 1 of 8Document8 pagesKe01.00.000.kd.v.ss.0011.000: 180303 No 1 of 8Maffone NumerounoNo ratings yet
- 01 Cital KPW Sea Presentation r3Document31 pages01 Cital KPW Sea Presentation r3daveNo ratings yet
- CCWDocument2 pagesCCWspearboraNo ratings yet
- Presentation For Hmel-Bhatinda ProjectDocument24 pagesPresentation For Hmel-Bhatinda ProjectAnkit SrivastavaNo ratings yet
- Pig Launchers Recievers PDFDocument9 pagesPig Launchers Recievers PDFgalih santosoNo ratings yet
- EGP3-01.16 Welding For Skids and Miscellaneous SteelDocument10 pagesEGP3-01.16 Welding For Skids and Miscellaneous SteelMathias OnosemuodeNo ratings yet
- Api Storage Tanks Specification Contract No: Client's Name: Project Title: Project LocationDocument17 pagesApi Storage Tanks Specification Contract No: Client's Name: Project Title: Project LocationHoang MaiNo ratings yet
- Welding Electrode: The Hashimite Kingdom of JordanDocument23 pagesWelding Electrode: The Hashimite Kingdom of JordanAhmad OmarNo ratings yet
- 02 Samss 005 PDFDocument16 pages02 Samss 005 PDFayubqc.gusatNo ratings yet
- AGA Design Guide Galvanized Steel StructuresDocument28 pagesAGA Design Guide Galvanized Steel StructuresRaj KumarNo ratings yet
- Mechanical Design Engineer-ZainDocument5 pagesMechanical Design Engineer-ZainSyedZainAliNo ratings yet
- Fabrication Procedure For SteelDocument8 pagesFabrication Procedure For SteelNguyễn MinhNo ratings yet
- Resume - AMIT - PIPING ENGRDocument4 pagesResume - AMIT - PIPING ENGRSanjeev Kumar100% (1)
- P8a Ag3 UDocument12 pagesP8a Ag3 UAdrian MicuNo ratings yet
- Heat Exchangers 1017Document2 pagesHeat Exchangers 1017zhyhhNo ratings yet
- SHS-CAL-MOF-ST-SS-00-012-02 SS Double Angle For Trench Cover - CUC PDFDocument34 pagesSHS-CAL-MOF-ST-SS-00-012-02 SS Double Angle For Trench Cover - CUC PDFshoebNo ratings yet
- HX-Mechanical Design StandardsDocument5 pagesHX-Mechanical Design StandardsDnyaneshwar GawandeNo ratings yet
- 8474l-000-Jsd-2310-001-2-Protective CoatingDocument31 pages8474l-000-Jsd-2310-001-2-Protective Coatinglebienthuy100% (1)
- 02 Samss 005Document16 pages02 Samss 005YOUSUF KHANNo ratings yet
- 8474L-000-JSD-2310-001-4-Protective Coatings PDFDocument31 pages8474L-000-JSD-2310-001-4-Protective Coatings PDFDo Quynh100% (2)
- 02-54-039 Fabricated Piping and Inspection Specification Rev.B OCRDocument35 pages02-54-039 Fabricated Piping and Inspection Specification Rev.B OCRaliNo ratings yet
- Materials System SpecificationDocument15 pagesMaterials System SpecificationZubair RaoofNo ratings yet
- S-000-1274-0004V - 0 - 0010 Specification For Thermally Sprayed Aluminium (Issued To NSRP)Document13 pagesS-000-1274-0004V - 0 - 0010 Specification For Thermally Sprayed Aluminium (Issued To NSRP)Anonymous nLMJGuNo ratings yet
- IPPTA XV4 140 143 Experience With The ErectionDocument4 pagesIPPTA XV4 140 143 Experience With The ErectionTajinder SinghNo ratings yet
- Esteem-Brochure-Concise UpdatedDocument20 pagesEsteem-Brochure-Concise UpdatedmonugeniNo ratings yet
- Thixoforming: Semi-solid Metal ProcessingFrom EverandThixoforming: Semi-solid Metal ProcessingGerhard HirtNo ratings yet
- Air Receivers Volume CalculationDocument86 pagesAir Receivers Volume CalculationTuesou MachereNo ratings yet
- Diagram Plan h2sDocument1 pageDiagram Plan h2sTuesou MachereNo ratings yet
- BOQ HVAC SYSTEM Sector 21 22122016Document5 pagesBOQ HVAC SYSTEM Sector 21 22122016Tuesou MachereNo ratings yet
- 1 s2.0 S2405896320300380 MainDocument6 pages1 s2.0 S2405896320300380 MainTuesou MachereNo ratings yet
- Exhibit-4 Specifications WTP REVISEDDocument1,044 pagesExhibit-4 Specifications WTP REVISEDTuesou MachereNo ratings yet
- PFD SeparateurDocument1 pagePFD SeparateurTuesou MachereNo ratings yet
- SECTION 22 67 19.16 Reverse-Osmosis Water EquipmentDocument10 pagesSECTION 22 67 19.16 Reverse-Osmosis Water EquipmentTuesou MachereNo ratings yet
- Underwater PelletiserDocument2 pagesUnderwater PelletiserTuesou MachereNo ratings yet
- Sulfur Recovery Process FundamentalsDocument24 pagesSulfur Recovery Process FundamentalsTuesou MachereNo ratings yet
- Liste Des Inspecteurs de ControleDocument8 pagesListe Des Inspecteurs de ControleTuesou MachereNo ratings yet
- ANAG-OTP-XX-100-XX-SCH-XXXXX-000-Jet Pumps Installation Prices ScheduleDocument14 pagesANAG-OTP-XX-100-XX-SCH-XXXXX-000-Jet Pumps Installation Prices ScheduleTuesou MachereNo ratings yet
- Complete Catalog API Din Uniflow Data Sheet en Ds20Document222 pagesComplete Catalog API Din Uniflow Data Sheet en Ds20Tuesou MachereNo ratings yet
- Abondoned Pipeline Oil Recovery Procedure-00Document5 pagesAbondoned Pipeline Oil Recovery Procedure-00Tuesou MachereNo ratings yet
- Basic Design and Cost Data On MEA Treating UnitsDocument6 pagesBasic Design and Cost Data On MEA Treating UnitsTuesou MachereNo ratings yet
- Reciprocating Compressor Technical ProposalDocument31 pagesReciprocating Compressor Technical ProposalTuesou Machere100% (1)
- 12-FTA - ETA - Combined - Updated 201802Document51 pages12-FTA - ETA - Combined - Updated 201802Tuesou MachereNo ratings yet
- Oil Heater - What If - ChecklistDocument12 pagesOil Heater - What If - ChecklistTuesou MachereNo ratings yet
- Introductory Example - HAZOPDocument8 pagesIntroductory Example - HAZOPTuesou MachereNo ratings yet
- Hazop Worksheet - Revised 2015 11 14Document1 pageHazop Worksheet - Revised 2015 11 14Tuesou MachereNo ratings yet
- Part 2 - Handouts of Presentations - Updated 201806Document129 pagesPart 2 - Handouts of Presentations - Updated 201806Tuesou MachereNo ratings yet
- Smart: Developing Effective Goals and ObjectivesDocument23 pagesSmart: Developing Effective Goals and ObjectivesTuesou MachereNo ratings yet
- TMS16482 Electrical Instrumentation and Control SystemDocument96 pagesTMS16482 Electrical Instrumentation and Control SystemTuesou MachereNo ratings yet
- Data Sheet: Clarifier AP: Description Lamella SeparatorDocument2 pagesData Sheet: Clarifier AP: Description Lamella SeparatorTuesou MachereNo ratings yet
- Engineering Cost Thumb Rules Rev0Document1 pageEngineering Cost Thumb Rules Rev0Tuesou MachereNo ratings yet
- Data Sheet: Clarifier 13000: Description Lamella SeparatorDocument2 pagesData Sheet: Clarifier 13000: Description Lamella SeparatorTuesou Machere100% (1)
- Engineering Cost Thumb Rules Rev0Document1 pageEngineering Cost Thumb Rules Rev0Tuesou Machere100% (1)
- PWHT ProcedureDocument8 pagesPWHT ProcedureTuesou MachereNo ratings yet
- 11 Valves 2020Document304 pages11 Valves 2020Tuesou MachereNo ratings yet
- NDT-SA-SATORP-RT-60, REV00, Date 15-Aug-2023Document37 pagesNDT-SA-SATORP-RT-60, REV00, Date 15-Aug-2023Md Abu Hanif RajuNo ratings yet
- Correct Answer) : Q.1) A. B. C. D. Q.2Document3 pagesCorrect Answer) : Q.1) A. B. C. D. Q.2Dhanna Mae ManluluNo ratings yet
- 02-01 - Pneumatic Conveying SystemsDocument40 pages02-01 - Pneumatic Conveying SystemsROLAN MACALALAD100% (1)
- Columbus Washer Manual EngDocument70 pagesColumbus Washer Manual EngFrancisco ArzolaNo ratings yet
- Gas CalorimeterDocument4 pagesGas CalorimeterIndra Kusuma Aditya HermantoNo ratings yet
- Astm 890Document3 pagesAstm 890bsnegi111No ratings yet
- 04 Samss 003 PDFDocument4 pages04 Samss 003 PDFnadeem shaikhNo ratings yet
- Infiltration and Exfiltration Acceptance Testing of Installed Precast Concrete Pipe Sewer LinesDocument3 pagesInfiltration and Exfiltration Acceptance Testing of Installed Precast Concrete Pipe Sewer Linesahmad waleed100% (1)
- 0-10V AHU DX Coil Interface (LC / VRF) Installation Manual: EnglishDocument36 pages0-10V AHU DX Coil Interface (LC / VRF) Installation Manual: EnglishAhmed Salah Abd EL-WahedNo ratings yet
- Onshore Pipe Systems For Hydrocarbons Transportation: Company SpecificationDocument30 pagesOnshore Pipe Systems For Hydrocarbons Transportation: Company SpecificationamerNo ratings yet
- 1b Domestic Water Meter Installation in Villas and Sheds GuidelinesDocument8 pages1b Domestic Water Meter Installation in Villas and Sheds Guidelinesoliver100% (1)
- PROSIS Part InformationDocument2 pagesPROSIS Part Informationsunil kumarNo ratings yet
- Pipe Welding ProceduresDocument257 pagesPipe Welding ProceduresKhaeril Anwar100% (1)
- BDLQ 20190502 GN 01 - B.Pump - Rexsun PDFDocument17 pagesBDLQ 20190502 GN 01 - B.Pump - Rexsun PDFUniversal CollabNo ratings yet
- Mechanical CompletionDocument106 pagesMechanical Completionhorascanman100% (1)
- Mohammad Abu Taher: Apply For: QA/QC (Senior Piping Welding Inspector) Personal DetailsDocument10 pagesMohammad Abu Taher: Apply For: QA/QC (Senior Piping Welding Inspector) Personal DetailsRajkumar ANo ratings yet
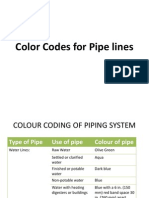
- Color Codes For Pipe LinesDocument24 pagesColor Codes For Pipe Linesamantania12386% (14)
- MazierDocument42 pagesMazierCut MutiaNo ratings yet
- NFPA 13 Soporte SismoresistenteDocument12 pagesNFPA 13 Soporte SismoresistenteAlvaro ZuritaNo ratings yet
- Talim Resume Jan2013Document4 pagesTalim Resume Jan2013spydaman4uNo ratings yet
- GS Del PVV 144 - FittingsDocument21 pagesGS Del PVV 144 - FittingsjobertNo ratings yet
- Spiral-Wound-Gaskets ASME B16 20 2012 Spiral Wound Gaskets For ASME B16.5 FlangesDocument6 pagesSpiral-Wound-Gaskets ASME B16 20 2012 Spiral Wound Gaskets For ASME B16.5 FlangesAntonio CardosoNo ratings yet
- Astm A269 (2000) PDFDocument5 pagesAstm A269 (2000) PDFHarold Gutierrez MartinezNo ratings yet
- Basic PneumaticDocument36 pagesBasic Pneumaticsaid ismailNo ratings yet
- Principles of Design of Water SupplyDocument5 pagesPrinciples of Design of Water SupplyShubham SrivastavaNo ratings yet
- 21eb7 0 PDFDocument1 page21eb7 0 PDFdediranduNo ratings yet
- 30-99!90!1619-Rev.0-Method Statement For Pipeline WeldingDocument21 pages30-99!90!1619-Rev.0-Method Statement For Pipeline WeldingkilioNo ratings yet