
Unit 3 Locating and Clamping Principles
Unit 3 Locating and Clamping Principles
You might also like
- PMP Cheat SheetDocument2 pagesPMP Cheat SheetoovijaygNo ratings yet
- Water Swivel Manual ENG-MAR2021Document30 pagesWater Swivel Manual ENG-MAR2021David TambunanNo ratings yet
- Robot Programming: A Practical Guide to Behavior-Based RoboticsFrom EverandRobot Programming: A Practical Guide to Behavior-Based RoboticsRating: 4.5 out of 5 stars4.5/5 (1)
- Mastercraft Dual Bevel Mitre Saw User ManualDocument20 pagesMastercraft Dual Bevel Mitre Saw User ManualLee BannisterNo ratings yet
- Hawkjaw Jr. Manual 65K-950JR Serial Numbers 72 To 223Document155 pagesHawkjaw Jr. Manual 65K-950JR Serial Numbers 72 To 223MASAGUS MANGKU GAMANo ratings yet
- Rigging Safety Training FINALDocument70 pagesRigging Safety Training FINALpammu1886% (14)
- Manual Fls Montajes de CoronasDocument42 pagesManual Fls Montajes de CoronasFran JimenezNo ratings yet
- 65K-950JR HAWKJAW JR MANUAL Rev CDocument153 pages65K-950JR HAWKJAW JR MANUAL Rev CNestor MorenoNo ratings yet
- DFM Lecture NotesDocument30 pagesDFM Lecture NotesShreya UppuNo ratings yet
- Threading ManualDocument71 pagesThreading ManualSteve Rille100% (1)
- Jigs and Fixtures-SBPDocument136 pagesJigs and Fixtures-SBPVinay PanditNo ratings yet
- Unit 1 Introduction To WorkholdingDocument31 pagesUnit 1 Introduction To WorkholdingRamiro Acosta CepedaNo ratings yet
- Loctite User GuideDocument44 pagesLoctite User GuideLy QuanNo ratings yet
- Hawkjaw Sr. Manual 100K-2GSR Serial Numbers 101 To 120Document165 pagesHawkjaw Sr. Manual 100K-2GSR Serial Numbers 101 To 120ahnafNo ratings yet
- Catalog ART 2021Document593 pagesCatalog ART 2021Rubens PetrisNo ratings yet
- Einbau Gleitlager en PDFDocument4 pagesEinbau Gleitlager en PDFMohammed SaberNo ratings yet
- Shaft AlignmentDocument20 pagesShaft AlignmentmersiumNo ratings yet
- Principles of Fixture Design, Locators, Locating Principles and Clamping DevicesDocument8 pagesPrinciples of Fixture Design, Locators, Locating Principles and Clamping DevicesRAJANo ratings yet
- DJFP QUESTION BANK 23rd NovDocument6 pagesDJFP QUESTION BANK 23rd NovGunasekaranNo ratings yet
- Iron Rougneck Hawkjaw SR 100K-2GSRREV01.BDocument155 pagesIron Rougneck Hawkjaw SR 100K-2GSRREV01.BTri CahyadiNo ratings yet
- ASCE Boston Seminar JointsDocument68 pagesASCE Boston Seminar JointsRyanNo ratings yet
- LO 1 Hand Tools, Tool Control Procedures and Tool CareDocument38 pagesLO 1 Hand Tools, Tool Control Procedures and Tool Carealsinani99.000No ratings yet
- W3C Service Manual 3-7-13Document54 pagesW3C Service Manual 3-7-13angel017100% (1)
- Basic RiggingDocument156 pagesBasic RiggingDoni Hardi100% (3)
- Editted GRP 4 ReportDocument83 pagesEditted GRP 4 ReportAnthony FajardoNo ratings yet
- Lay and TraverseDocument30 pagesLay and TraverseHumberto AnguloNo ratings yet
- XR Mining Series Instruction ManualDocument86 pagesXR Mining Series Instruction Manualfranz.duarteNo ratings yet
- Overhead Crane SafetyDocument68 pagesOverhead Crane SafetySakthivel83% (6)
- A Practical Guide To Shaft AlignmentDocument63 pagesA Practical Guide To Shaft AlignmentJustin CoyNo ratings yet
- Module 3 - Locating and Clamping Methods PDFDocument90 pagesModule 3 - Locating and Clamping Methods PDFSaksham SetiaNo ratings yet
- SlabReplacementGuidelines AllDocument90 pagesSlabReplacementGuidelines AllVíctor DávilaNo ratings yet
- ME138P E02 Report 1 Group 2Document82 pagesME138P E02 Report 1 Group 2Anthony FajardoNo ratings yet
- Running Instructions Casing CentralizerDocument11 pagesRunning Instructions Casing CentralizerGabriela Mota100% (1)
- New Operation Manual HTBDocument55 pagesNew Operation Manual HTBsentient.bean8226No ratings yet
- Do It Right Users' Guide: For Product Availability, Technical Information and Material Safety Data Sheets (MSDS) CallDocument43 pagesDo It Right Users' Guide: For Product Availability, Technical Information and Material Safety Data Sheets (MSDS) CallHIPAPNo ratings yet
- Hawkjaw Jr. Manual 65K-ALS Serial Numbers 4 To 9 PDFDocument139 pagesHawkjaw Jr. Manual 65K-ALS Serial Numbers 4 To 9 PDFAnibal Jose Cruz LarezNo ratings yet
- 2.1 Jigs and Fixtures - Principles of Location and Principles of ClampingDocument141 pages2.1 Jigs and Fixtures - Principles of Location and Principles of Clamping727721eumc020No ratings yet
- Doyle Sails 420 Tuning GuideDocument2 pagesDoyle Sails 420 Tuning GuideNeo ZaoNo ratings yet
- Unit I Locating and Clamping PrinciplesDocument15 pagesUnit I Locating and Clamping PrinciplesMECHANICAL DESIGNSNo ratings yet
- Failure of Jigs & FixtureDocument27 pagesFailure of Jigs & FixtureSakthi VelNo ratings yet
- Course No. 10109 By-T.Vijayakumar Axen/Fbw/Ajj, S. Rly S.Arumugam Arulappan Axen/Cn/Tbm, S.Rly H.S.Saxena, Axen (Con) /CCG, W. RlyDocument45 pagesCourse No. 10109 By-T.Vijayakumar Axen/Fbw/Ajj, S. Rly S.Arumugam Arulappan Axen/Cn/Tbm, S.Rly H.S.Saxena, Axen (Con) /CCG, W. RlyArdhi HartonoNo ratings yet
- Range of Flange Alignment Tools: EQUALIZER International LimitedDocument26 pagesRange of Flange Alignment Tools: EQUALIZER International LimitedBureau VeritasNo ratings yet
- Drillfast Triplus Training BookDocument30 pagesDrillfast Triplus Training BookzaxaxazNo ratings yet
- Samsung DW80M9550UG WaterWall DishwasherDocument76 pagesSamsung DW80M9550UG WaterWall Dishwashergiovanniusach631No ratings yet
- Jigs, Fixtures and GuagesDocument5 pagesJigs, Fixtures and GuagesRajuNo ratings yet
- DPAK İngDocument86 pagesDPAK İngElmer Arnaldo Sanchez CheroNo ratings yet
- Locating N Clamping Devices in Jigs and FixtureDocument21 pagesLocating N Clamping Devices in Jigs and Fixturedinomathur95% (21)
- B 12 ManualDocument39 pagesB 12 Manualeng1knockerNo ratings yet
- CE134P-2 - Simple Connections-BoltedDocument41 pagesCE134P-2 - Simple Connections-BoltedJemuel FloresNo ratings yet
- Lecture 7Document66 pagesLecture 7JayHatNo ratings yet
- Assetsfilespdfshawkjaw Sr. Manual ALS Serial Numbers 1 To 100.PDF 4Document159 pagesAssetsfilespdfshawkjaw Sr. Manual ALS Serial Numbers 1 To 100.PDF 4Luis Alfredo Mean LaraNo ratings yet
- DFM CH 3Document44 pagesDFM CH 3Trâp A NâtïøñNo ratings yet
- Roundness - GD&TDocument23 pagesRoundness - GD&TKishor kumar Bhatia100% (3)
- Dimensioning Section BDocument19 pagesDimensioning Section BAltafNo ratings yet
- Torque-Hub Planetary Final Drive 7HA00/7HB00 Series Service ManualDocument46 pagesTorque-Hub Planetary Final Drive 7HA00/7HB00 Series Service ManualMonty100% (1)
- VA LCP Two Column Distal Radius Plate 2.4mm PDFDocument44 pagesVA LCP Two Column Distal Radius Plate 2.4mm PDFRoberto GuanipaNo ratings yet
- Fis116 en A5 PDFDocument4 pagesFis116 en A5 PDFroyert8No ratings yet
- Questions of Rotary Equipments02wDocument1 pageQuestions of Rotary Equipments02wAbdallah AbdallahNo ratings yet
- 4 Gage DesignDocument30 pages4 Gage DesignAbhay SharmaNo ratings yet
- Colloids and Interfaces with Surfactants and Polymers: An IntroductionFrom EverandColloids and Interfaces with Surfactants and Polymers: An IntroductionNo ratings yet
- The Complete Rigger's Apprentice: Tools and Techniques for Modern and Traditional RiggingFrom EverandThe Complete Rigger's Apprentice: Tools and Techniques for Modern and Traditional RiggingNo ratings yet
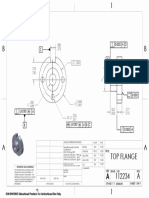
- Top FlangeDocument1 pageTop FlangeRamiro Acosta CepedaNo ratings yet
- GD and T Project-1Document9 pagesGD and T Project-1Ramiro Acosta CepedaNo ratings yet
- GD and T Project-1Document9 pagesGD and T Project-1Ramiro Acosta CepedaNo ratings yet
- ProjectDocument1 pageProjectRamiro Acosta CepedaNo ratings yet
- PROJECT1Document6 pagesPROJECT1Ramiro Acosta CepedaNo ratings yet
- Unit 8 Jigs & Fixture ConstructionDocument30 pagesUnit 8 Jigs & Fixture ConstructionRamiro Acosta CepedaNo ratings yet
- CNC Final Project-Ramiro AcostaDocument7 pagesCNC Final Project-Ramiro AcostaRamiro Acosta CepedaNo ratings yet
- Unit 1 Introduction To WorkholdingDocument31 pagesUnit 1 Introduction To WorkholdingRamiro Acosta CepedaNo ratings yet
- Unit 5 Clamping DevicesDocument19 pagesUnit 5 Clamping DevicesRamiro Acosta CepedaNo ratings yet
- Unit 7 Drill BushingsDocument24 pagesUnit 7 Drill BushingsRamiro Acosta CepedaNo ratings yet
- Unit 9 General-Purpose WorkholdersDocument12 pagesUnit 9 General-Purpose WorkholdersRamiro Acosta CepedaNo ratings yet
- Unit 4 Locating DevicesDocument18 pagesUnit 4 Locating DevicesRamiro Acosta CepedaNo ratings yet
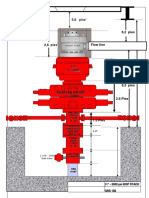
- Bops Stack 11 5M GRS 158wrotating NG HeadDocument2 pagesBops Stack 11 5M GRS 158wrotating NG HeadRamiro Acosta Cepeda100% (1)
- Deep Sea Electronics: Model 5220 Installation and Configuration InstructionsDocument2 pagesDeep Sea Electronics: Model 5220 Installation and Configuration Instructionsdhani_is100% (1)
- ChemDocument6 pagesChemAngela WongNo ratings yet
- RP6 S7 RMTC2 LRP22018 June PDFDocument12 pagesRP6 S7 RMTC2 LRP22018 June PDFZaliNo ratings yet
- Mental Practice in Chronic StrokeDocument6 pagesMental Practice in Chronic StrokeIsa AbdantauhidNo ratings yet
- JSR PH Q 18Document16 pagesJSR PH Q 18JYOTISMAT RAULNo ratings yet
- Practice Problems 14: Influence LineDocument8 pagesPractice Problems 14: Influence LineMikhael Wakin RodriguezNo ratings yet
- 4.2 Costs, Scale of Production and Break-Even Analysis - LearnerDocument23 pages4.2 Costs, Scale of Production and Break-Even Analysis - LearnerDhivya Lakshmirajan100% (1)
- Rain (E) - Weighing Precipitation Sensor - DatasheetDocument2 pagesRain (E) - Weighing Precipitation Sensor - DatasheetsupermandanbatmanNo ratings yet
- 19-20 A1B Test 8 Quadratic GraphsDocument5 pages19-20 A1B Test 8 Quadratic GraphsTwiceBakedPotatoNo ratings yet
- Theodor Wilhelm EngelmannDocument3 pagesTheodor Wilhelm EngelmannJames FranklinNo ratings yet
- Engineering Geology QuestionsDocument4 pagesEngineering Geology QuestionsAlbert NiyonzimaNo ratings yet
- Copying Data From Microsoft Excel To ABAP Using OLEDocument10 pagesCopying Data From Microsoft Excel To ABAP Using OLERicky DasNo ratings yet
- Q2 Tech - Draw8 M4Document38 pagesQ2 Tech - Draw8 M4Savannah VinluanNo ratings yet
- Hipass PDFDocument1 pageHipass PDFahmed_galal_waly1056No ratings yet
- Topic 5 (Updated) Gravimetric Methods of AnalysisDocument38 pagesTopic 5 (Updated) Gravimetric Methods of AnalysisAdznaira AmilussinNo ratings yet
- Xii - CHEM AKASH - Project - 2023 - 24Document3 pagesXii - CHEM AKASH - Project - 2023 - 24Priyaranjan PattanayakNo ratings yet
- VFP Questions - Test 1Document1 pageVFP Questions - Test 1Rahul JoshiNo ratings yet
- OAPT - Grade 11 Physics Contest - 2012 OAPT Grade 11 Physics ContestDocument7 pagesOAPT - Grade 11 Physics Contest - 2012 OAPT Grade 11 Physics ContestMircea PanteaNo ratings yet
- Recent Ijietap PDFDocument151 pagesRecent Ijietap PDFMujiya UlkhaqNo ratings yet
- Fournier Et Al 2014 SEDGEODocument17 pagesFournier Et Al 2014 SEDGEOFournier F.No ratings yet
- Communion With The Infinite - The Visual Music of The Shipibo Tribe of The Amazon - AyahuascaDocument6 pagesCommunion With The Infinite - The Visual Music of The Shipibo Tribe of The Amazon - AyahuascaJef BakerNo ratings yet
- Catalogue Havells Consumer CableDocument24 pagesCatalogue Havells Consumer CableneharikaNo ratings yet
- L7CN :connecting LANs, Backbone Networks, and Virtual LANsDocument12 pagesL7CN :connecting LANs, Backbone Networks, and Virtual LANsAhmad Shdifat100% (1)
- Muzon Pabahay Elementary SchoolDocument3 pagesMuzon Pabahay Elementary SchoolCristeta ToqueroNo ratings yet
- Biological Modeling of PopulationsDocument185 pagesBiological Modeling of PopulationsFrancisco DieguezNo ratings yet
- Module-5 3Document5 pagesModule-5 322-02923No ratings yet
- Team Member Application Team Member Application Team Member Application Team Member ApplicationDocument35 pagesTeam Member Application Team Member Application Team Member Application Team Member ApplicationAnanth Nag PusalaNo ratings yet
- Hand Pallet Truck: L-SeriesDocument4 pagesHand Pallet Truck: L-Seriesusmanitp2No ratings yet
- Series H58: DynaparDocument4 pagesSeries H58: DynaparBigappleNo ratings yet



































































































Download as pdf or txt
You might also like
- PMP Cheat SheetDocument2 pagesPMP Cheat SheetoovijaygNo ratings yet
- Water Swivel Manual ENG-MAR2021Document30 pagesWater Swivel Manual ENG-MAR2021David TambunanNo ratings yet
- Robot Programming: A Practical Guide to Behavior-Based RoboticsFrom EverandRobot Programming: A Practical Guide to Behavior-Based RoboticsRating: 4.5 out of 5 stars4.5/5 (1)
- Mastercraft Dual Bevel Mitre Saw User ManualDocument20 pagesMastercraft Dual Bevel Mitre Saw User ManualLee BannisterNo ratings yet
- Hawkjaw Jr. Manual 65K-950JR Serial Numbers 72 To 223Document155 pagesHawkjaw Jr. Manual 65K-950JR Serial Numbers 72 To 223MASAGUS MANGKU GAMANo ratings yet
- Rigging Safety Training FINALDocument70 pagesRigging Safety Training FINALpammu1886% (14)
- Manual Fls Montajes de CoronasDocument42 pagesManual Fls Montajes de CoronasFran JimenezNo ratings yet
- 65K-950JR HAWKJAW JR MANUAL Rev CDocument153 pages65K-950JR HAWKJAW JR MANUAL Rev CNestor MorenoNo ratings yet
- DFM Lecture NotesDocument30 pagesDFM Lecture NotesShreya UppuNo ratings yet
- Threading ManualDocument71 pagesThreading ManualSteve Rille100% (1)
- Jigs and Fixtures-SBPDocument136 pagesJigs and Fixtures-SBPVinay PanditNo ratings yet
- Unit 1 Introduction To WorkholdingDocument31 pagesUnit 1 Introduction To WorkholdingRamiro Acosta CepedaNo ratings yet
- Loctite User GuideDocument44 pagesLoctite User GuideLy QuanNo ratings yet
- Hawkjaw Sr. Manual 100K-2GSR Serial Numbers 101 To 120Document165 pagesHawkjaw Sr. Manual 100K-2GSR Serial Numbers 101 To 120ahnafNo ratings yet
- Catalog ART 2021Document593 pagesCatalog ART 2021Rubens PetrisNo ratings yet
- Einbau Gleitlager en PDFDocument4 pagesEinbau Gleitlager en PDFMohammed SaberNo ratings yet
- Shaft AlignmentDocument20 pagesShaft AlignmentmersiumNo ratings yet
- Principles of Fixture Design, Locators, Locating Principles and Clamping DevicesDocument8 pagesPrinciples of Fixture Design, Locators, Locating Principles and Clamping DevicesRAJANo ratings yet
- DJFP QUESTION BANK 23rd NovDocument6 pagesDJFP QUESTION BANK 23rd NovGunasekaranNo ratings yet
- Iron Rougneck Hawkjaw SR 100K-2GSRREV01.BDocument155 pagesIron Rougneck Hawkjaw SR 100K-2GSRREV01.BTri CahyadiNo ratings yet
- ASCE Boston Seminar JointsDocument68 pagesASCE Boston Seminar JointsRyanNo ratings yet
- LO 1 Hand Tools, Tool Control Procedures and Tool CareDocument38 pagesLO 1 Hand Tools, Tool Control Procedures and Tool Carealsinani99.000No ratings yet
- W3C Service Manual 3-7-13Document54 pagesW3C Service Manual 3-7-13angel017100% (1)
- Basic RiggingDocument156 pagesBasic RiggingDoni Hardi100% (3)
- Editted GRP 4 ReportDocument83 pagesEditted GRP 4 ReportAnthony FajardoNo ratings yet
- Lay and TraverseDocument30 pagesLay and TraverseHumberto AnguloNo ratings yet
- XR Mining Series Instruction ManualDocument86 pagesXR Mining Series Instruction Manualfranz.duarteNo ratings yet
- Overhead Crane SafetyDocument68 pagesOverhead Crane SafetySakthivel83% (6)
- A Practical Guide To Shaft AlignmentDocument63 pagesA Practical Guide To Shaft AlignmentJustin CoyNo ratings yet
- Module 3 - Locating and Clamping Methods PDFDocument90 pagesModule 3 - Locating and Clamping Methods PDFSaksham SetiaNo ratings yet
- SlabReplacementGuidelines AllDocument90 pagesSlabReplacementGuidelines AllVíctor DávilaNo ratings yet
- ME138P E02 Report 1 Group 2Document82 pagesME138P E02 Report 1 Group 2Anthony FajardoNo ratings yet
- Running Instructions Casing CentralizerDocument11 pagesRunning Instructions Casing CentralizerGabriela Mota100% (1)
- New Operation Manual HTBDocument55 pagesNew Operation Manual HTBsentient.bean8226No ratings yet
- Do It Right Users' Guide: For Product Availability, Technical Information and Material Safety Data Sheets (MSDS) CallDocument43 pagesDo It Right Users' Guide: For Product Availability, Technical Information and Material Safety Data Sheets (MSDS) CallHIPAPNo ratings yet
- Hawkjaw Jr. Manual 65K-ALS Serial Numbers 4 To 9 PDFDocument139 pagesHawkjaw Jr. Manual 65K-ALS Serial Numbers 4 To 9 PDFAnibal Jose Cruz LarezNo ratings yet
- 2.1 Jigs and Fixtures - Principles of Location and Principles of ClampingDocument141 pages2.1 Jigs and Fixtures - Principles of Location and Principles of Clamping727721eumc020No ratings yet
- Doyle Sails 420 Tuning GuideDocument2 pagesDoyle Sails 420 Tuning GuideNeo ZaoNo ratings yet
- Unit I Locating and Clamping PrinciplesDocument15 pagesUnit I Locating and Clamping PrinciplesMECHANICAL DESIGNSNo ratings yet
- Failure of Jigs & FixtureDocument27 pagesFailure of Jigs & FixtureSakthi VelNo ratings yet
- Course No. 10109 By-T.Vijayakumar Axen/Fbw/Ajj, S. Rly S.Arumugam Arulappan Axen/Cn/Tbm, S.Rly H.S.Saxena, Axen (Con) /CCG, W. RlyDocument45 pagesCourse No. 10109 By-T.Vijayakumar Axen/Fbw/Ajj, S. Rly S.Arumugam Arulappan Axen/Cn/Tbm, S.Rly H.S.Saxena, Axen (Con) /CCG, W. RlyArdhi HartonoNo ratings yet
- Range of Flange Alignment Tools: EQUALIZER International LimitedDocument26 pagesRange of Flange Alignment Tools: EQUALIZER International LimitedBureau VeritasNo ratings yet
- Drillfast Triplus Training BookDocument30 pagesDrillfast Triplus Training BookzaxaxazNo ratings yet
- Samsung DW80M9550UG WaterWall DishwasherDocument76 pagesSamsung DW80M9550UG WaterWall Dishwashergiovanniusach631No ratings yet
- Jigs, Fixtures and GuagesDocument5 pagesJigs, Fixtures and GuagesRajuNo ratings yet
- DPAK İngDocument86 pagesDPAK İngElmer Arnaldo Sanchez CheroNo ratings yet
- Locating N Clamping Devices in Jigs and FixtureDocument21 pagesLocating N Clamping Devices in Jigs and Fixturedinomathur95% (21)
- B 12 ManualDocument39 pagesB 12 Manualeng1knockerNo ratings yet
- CE134P-2 - Simple Connections-BoltedDocument41 pagesCE134P-2 - Simple Connections-BoltedJemuel FloresNo ratings yet
- Lecture 7Document66 pagesLecture 7JayHatNo ratings yet
- Assetsfilespdfshawkjaw Sr. Manual ALS Serial Numbers 1 To 100.PDF 4Document159 pagesAssetsfilespdfshawkjaw Sr. Manual ALS Serial Numbers 1 To 100.PDF 4Luis Alfredo Mean LaraNo ratings yet
- DFM CH 3Document44 pagesDFM CH 3Trâp A NâtïøñNo ratings yet
- Roundness - GD&TDocument23 pagesRoundness - GD&TKishor kumar Bhatia100% (3)
- Dimensioning Section BDocument19 pagesDimensioning Section BAltafNo ratings yet
- Torque-Hub Planetary Final Drive 7HA00/7HB00 Series Service ManualDocument46 pagesTorque-Hub Planetary Final Drive 7HA00/7HB00 Series Service ManualMonty100% (1)
- VA LCP Two Column Distal Radius Plate 2.4mm PDFDocument44 pagesVA LCP Two Column Distal Radius Plate 2.4mm PDFRoberto GuanipaNo ratings yet
- Fis116 en A5 PDFDocument4 pagesFis116 en A5 PDFroyert8No ratings yet
- Questions of Rotary Equipments02wDocument1 pageQuestions of Rotary Equipments02wAbdallah AbdallahNo ratings yet
- 4 Gage DesignDocument30 pages4 Gage DesignAbhay SharmaNo ratings yet
- Colloids and Interfaces with Surfactants and Polymers: An IntroductionFrom EverandColloids and Interfaces with Surfactants and Polymers: An IntroductionNo ratings yet
- The Complete Rigger's Apprentice: Tools and Techniques for Modern and Traditional RiggingFrom EverandThe Complete Rigger's Apprentice: Tools and Techniques for Modern and Traditional RiggingNo ratings yet
- Top FlangeDocument1 pageTop FlangeRamiro Acosta CepedaNo ratings yet
- GD and T Project-1Document9 pagesGD and T Project-1Ramiro Acosta CepedaNo ratings yet
- GD and T Project-1Document9 pagesGD and T Project-1Ramiro Acosta CepedaNo ratings yet
- ProjectDocument1 pageProjectRamiro Acosta CepedaNo ratings yet
- PROJECT1Document6 pagesPROJECT1Ramiro Acosta CepedaNo ratings yet
- Unit 8 Jigs & Fixture ConstructionDocument30 pagesUnit 8 Jigs & Fixture ConstructionRamiro Acosta CepedaNo ratings yet
- CNC Final Project-Ramiro AcostaDocument7 pagesCNC Final Project-Ramiro AcostaRamiro Acosta CepedaNo ratings yet
- Unit 1 Introduction To WorkholdingDocument31 pagesUnit 1 Introduction To WorkholdingRamiro Acosta CepedaNo ratings yet
- Unit 5 Clamping DevicesDocument19 pagesUnit 5 Clamping DevicesRamiro Acosta CepedaNo ratings yet
- Unit 7 Drill BushingsDocument24 pagesUnit 7 Drill BushingsRamiro Acosta CepedaNo ratings yet
- Unit 9 General-Purpose WorkholdersDocument12 pagesUnit 9 General-Purpose WorkholdersRamiro Acosta CepedaNo ratings yet
- Unit 4 Locating DevicesDocument18 pagesUnit 4 Locating DevicesRamiro Acosta CepedaNo ratings yet
- Bops Stack 11 5M GRS 158wrotating NG HeadDocument2 pagesBops Stack 11 5M GRS 158wrotating NG HeadRamiro Acosta Cepeda100% (1)
- Deep Sea Electronics: Model 5220 Installation and Configuration InstructionsDocument2 pagesDeep Sea Electronics: Model 5220 Installation and Configuration Instructionsdhani_is100% (1)
- ChemDocument6 pagesChemAngela WongNo ratings yet
- RP6 S7 RMTC2 LRP22018 June PDFDocument12 pagesRP6 S7 RMTC2 LRP22018 June PDFZaliNo ratings yet
- Mental Practice in Chronic StrokeDocument6 pagesMental Practice in Chronic StrokeIsa AbdantauhidNo ratings yet
- JSR PH Q 18Document16 pagesJSR PH Q 18JYOTISMAT RAULNo ratings yet
- Practice Problems 14: Influence LineDocument8 pagesPractice Problems 14: Influence LineMikhael Wakin RodriguezNo ratings yet
- 4.2 Costs, Scale of Production and Break-Even Analysis - LearnerDocument23 pages4.2 Costs, Scale of Production and Break-Even Analysis - LearnerDhivya Lakshmirajan100% (1)
- Rain (E) - Weighing Precipitation Sensor - DatasheetDocument2 pagesRain (E) - Weighing Precipitation Sensor - DatasheetsupermandanbatmanNo ratings yet
- 19-20 A1B Test 8 Quadratic GraphsDocument5 pages19-20 A1B Test 8 Quadratic GraphsTwiceBakedPotatoNo ratings yet
- Theodor Wilhelm EngelmannDocument3 pagesTheodor Wilhelm EngelmannJames FranklinNo ratings yet
- Engineering Geology QuestionsDocument4 pagesEngineering Geology QuestionsAlbert NiyonzimaNo ratings yet
- Copying Data From Microsoft Excel To ABAP Using OLEDocument10 pagesCopying Data From Microsoft Excel To ABAP Using OLERicky DasNo ratings yet
- Q2 Tech - Draw8 M4Document38 pagesQ2 Tech - Draw8 M4Savannah VinluanNo ratings yet
- Hipass PDFDocument1 pageHipass PDFahmed_galal_waly1056No ratings yet
- Topic 5 (Updated) Gravimetric Methods of AnalysisDocument38 pagesTopic 5 (Updated) Gravimetric Methods of AnalysisAdznaira AmilussinNo ratings yet
- Xii - CHEM AKASH - Project - 2023 - 24Document3 pagesXii - CHEM AKASH - Project - 2023 - 24Priyaranjan PattanayakNo ratings yet
- VFP Questions - Test 1Document1 pageVFP Questions - Test 1Rahul JoshiNo ratings yet
- OAPT - Grade 11 Physics Contest - 2012 OAPT Grade 11 Physics ContestDocument7 pagesOAPT - Grade 11 Physics Contest - 2012 OAPT Grade 11 Physics ContestMircea PanteaNo ratings yet
- Recent Ijietap PDFDocument151 pagesRecent Ijietap PDFMujiya UlkhaqNo ratings yet
- Fournier Et Al 2014 SEDGEODocument17 pagesFournier Et Al 2014 SEDGEOFournier F.No ratings yet
- Communion With The Infinite - The Visual Music of The Shipibo Tribe of The Amazon - AyahuascaDocument6 pagesCommunion With The Infinite - The Visual Music of The Shipibo Tribe of The Amazon - AyahuascaJef BakerNo ratings yet
- Catalogue Havells Consumer CableDocument24 pagesCatalogue Havells Consumer CableneharikaNo ratings yet
- L7CN :connecting LANs, Backbone Networks, and Virtual LANsDocument12 pagesL7CN :connecting LANs, Backbone Networks, and Virtual LANsAhmad Shdifat100% (1)
- Muzon Pabahay Elementary SchoolDocument3 pagesMuzon Pabahay Elementary SchoolCristeta ToqueroNo ratings yet
- Biological Modeling of PopulationsDocument185 pagesBiological Modeling of PopulationsFrancisco DieguezNo ratings yet
- Module-5 3Document5 pagesModule-5 322-02923No ratings yet
- Team Member Application Team Member Application Team Member Application Team Member ApplicationDocument35 pagesTeam Member Application Team Member Application Team Member Application Team Member ApplicationAnanth Nag PusalaNo ratings yet
- Hand Pallet Truck: L-SeriesDocument4 pagesHand Pallet Truck: L-Seriesusmanitp2No ratings yet
- Series H58: DynaparDocument4 pagesSeries H58: DynaparBigappleNo ratings yet