Download as pdf or txt
You might also like
- Structural Integrity Assessment Report - Edna Quagraine 1Document21 pagesStructural Integrity Assessment Report - Edna Quagraine 1Eric Owusu100% (8)
- ISO 9624 2019 Amd 1 2021Document7 pagesISO 9624 2019 Amd 1 2021Mayuresh GawadeNo ratings yet
- PVDF Pipe Welding MethodDocument6 pagesPVDF Pipe Welding MethodKAY UNA100% (1)
- AL Hashemiah International Contracting Co.Document3 pagesAL Hashemiah International Contracting Co.Ahmed SakrNo ratings yet
- Nozzle CatalogueDocument53 pagesNozzle CatalogueMike UpNo ratings yet
- Acople para Tuberia Hdpe 2,3,4,6,8 Pulg SDR11 100tongDocument1 pageAcople para Tuberia Hdpe 2,3,4,6,8 Pulg SDR11 100tongLuis Enciso M.No ratings yet
- HDPE Pipe StandardsDocument5 pagesHDPE Pipe StandardsFAHAD HASSANNo ratings yet
- New HDPE Fittings Brochure - 2020Document28 pagesNew HDPE Fittings Brochure - 2020Jorge AlvearNo ratings yet
- C0M-07 FRP Tank-VesselDocument2 pagesC0M-07 FRP Tank-VesselHong Trung DuongNo ratings yet
- Flanges Awwa c207Document28 pagesFlanges Awwa c207inacioprojNo ratings yet
- Data Sheet: Document NoDocument3 pagesData Sheet: Document Nobagus handokoNo ratings yet
- Bourdon Sensing Pressure GaugeDocument2 pagesBourdon Sensing Pressure GaugeJitendra BhosaleNo ratings yet
- Composite Construction Works For CNG Station at Kovvur, West Godavari District, A.PDocument209 pagesComposite Construction Works For CNG Station at Kovvur, West Godavari District, A.Pvinay1999No ratings yet
- Design of Obround Flange For Pressure VeDocument12 pagesDesign of Obround Flange For Pressure VeCalcgen EngineeringNo ratings yet
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Document2 pagesWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed LepdaNo ratings yet
- 4S-10.01 Simons FRP Structures PDFDocument27 pages4S-10.01 Simons FRP Structures PDFjdiaz87No ratings yet
- 529457Document16 pages529457Sundara VeerrajuNo ratings yet
- SFPS For HDPE 90 MMDocument1 pageSFPS For HDPE 90 MMraajc2No ratings yet
- Piping Spec: CS150 TFS 1021: Engineering StandardDocument4 pagesPiping Spec: CS150 TFS 1021: Engineering Standardbmanojkumar16No ratings yet
- Rotary Valves ZRSDocument7 pagesRotary Valves ZRSkosmcNo ratings yet
- Understanding The Importance of Bearing ClearanceDocument4 pagesUnderstanding The Importance of Bearing ClearanceHosseinNo ratings yet
- Knife Gate Valve - For Reference OnlyDocument16 pagesKnife Gate Valve - For Reference Onlysj_scribdNo ratings yet
- Deaerators BrochureDocument4 pagesDeaerators BrochurefahimshkNo ratings yet
- Hydraulic UnitDocument114 pagesHydraulic UnitnediNo ratings yet
- Metalcor 1.4571 Aisi 316 TiDocument1 pageMetalcor 1.4571 Aisi 316 TirezaNo ratings yet
- XXX - TWAD - Dindigul-MS Pipes (Perumal)Document6 pagesXXX - TWAD - Dindigul-MS Pipes (Perumal)Kannan GnanaprakasamNo ratings yet
- HDPE Pipes MichelangeloDocument58 pagesHDPE Pipes MichelangeloAleksa CavicNo ratings yet
- Stainless Steel Pressure Filters - BrochureDocument20 pagesStainless Steel Pressure Filters - Brochureviktor_gligorovNo ratings yet
- Soldaduras Varios PDFDocument54 pagesSoldaduras Varios PDFCristhian AndresNo ratings yet
- HYDROTEST OF UNDERGROUND PIPING - Rev.2Document11 pagesHYDROTEST OF UNDERGROUND PIPING - Rev.2Florante NoblezNo ratings yet
- MCGB - Data Sheet For Suppliers Old MAT Nos.: 122, - , - : Pressure Vessel Plate, Low Alloy Steel, MoDocument3 pagesMCGB - Data Sheet For Suppliers Old MAT Nos.: 122, - , - : Pressure Vessel Plate, Low Alloy Steel, Mobaskaran ayyapparajNo ratings yet
- Series FV: Cantilever Sump PumpsDocument4 pagesSeries FV: Cantilever Sump PumpsFranciscoNo ratings yet
- JHF 610-Xgat-Mm (2006 Ac)Document1 pageJHF 610-Xgat-Mm (2006 Ac)Arya Bayu WibisonoNo ratings yet
- Halliburton Multi Chem Batch Plant Project: Purchase Order/Contract NumberDocument7 pagesHalliburton Multi Chem Batch Plant Project: Purchase Order/Contract NumberTahseen Ahmed100% (1)
- Awwa Flanges: General SpecificationsDocument3 pagesAwwa Flanges: General SpecificationsEHT pipeNo ratings yet
- Torque Value DelmonDocument8 pagesTorque Value DelmonKhalid HaiderNo ratings yet
- Hydratight Morgrip Swivel Ring Flyer PDFDocument2 pagesHydratight Morgrip Swivel Ring Flyer PDFSenthil KumarNo ratings yet
- Grounding - 1501479512Document74 pagesGrounding - 1501479512zaheer2931No ratings yet
- KB Coupling CatalogueDocument2 pagesKB Coupling CatalogueGaurav BedseNo ratings yet
- Pipe Wall ThicknessDocument1 pagePipe Wall ThicknessFurkan Burak MuhammedNo ratings yet
- Flange Bolt Torque TableDocument3 pagesFlange Bolt Torque Tablealif suryantoNo ratings yet
- Valve MOC and ImportantDocument22 pagesValve MOC and ImportantUdhayakumar VenkataramanNo ratings yet
- Failure of Gearbox Cooling Tower Fan in Cement Mill 1607659041Document15 pagesFailure of Gearbox Cooling Tower Fan in Cement Mill 1607659041Muhtiar Darja100% (1)
- NB QxhyDocument18 pagesNB QxhyJorge AlvearNo ratings yet
- ASTM F1290.11564 Electro FusionDocument3 pagesASTM F1290.11564 Electro Fusionjoe jackNo ratings yet
- High Density Polyethylene Pipe SystemsDocument10 pagesHigh Density Polyethylene Pipe SystemsCuong Hoang100% (1)
- Ameron 2000m and 7000mDocument28 pagesAmeron 2000m and 7000mhadrijkNo ratings yet
- Post Weld Heat Treatment Procedure: Doc No: STS/QAC/SOP/12Document18 pagesPost Weld Heat Treatment Procedure: Doc No: STS/QAC/SOP/12mohd as shahiddin jafriNo ratings yet
- PSV 430066 PDFDocument41 pagesPSV 430066 PDFErikikoNo ratings yet
- BS En12380Document28 pagesBS En12380Ahmet Selim ÇağinNo ratings yet
- General 0022 Shaft Runout PDFDocument8 pagesGeneral 0022 Shaft Runout PDFsmoothies lalalaNo ratings yet
- Vallourec Niko Tubes GB WebDocument4 pagesVallourec Niko Tubes GB WebCharleskgeorgeNo ratings yet
- Test Report Long-Term Ring Bending Strain (SB)Document4 pagesTest Report Long-Term Ring Bending Strain (SB)Diana QuinteroNo ratings yet
- Throttling Characteristics of Multi-Hole Orifice in Multi Stage AssemblyDocument13 pagesThrottling Characteristics of Multi-Hole Orifice in Multi Stage AssemblyGuglielmoNo ratings yet
- Car Washer CatalogueDocument24 pagesCar Washer Cataloguesra electricalsNo ratings yet
- Determination of Slurry Abrasivity (Miller Number) and Slurry Abrasion Response of Materials (SAR Number)Document19 pagesDetermination of Slurry Abrasivity (Miller Number) and Slurry Abrasion Response of Materials (SAR Number)Nav TalukdarNo ratings yet
- Tables_160_GB_I_D_rev05Document16 pagesTables_160_GB_I_D_rev05Waqar KhanNo ratings yet
- Welding Heat TreatmentDocument33 pagesWelding Heat TreatmentWan HafiyNo ratings yet
- Socket and Butt FusionDocument39 pagesSocket and Butt FusionMurugesan JeyaramanNo ratings yet
- Ipc2012 90049Document7 pagesIpc2012 90049Marcelo Varejão CasarinNo ratings yet
- Buttweld SpecsDocument14 pagesButtweld SpecsВасил СавовскиNo ratings yet
- CFix AVI Thermo KorbDocument12 pagesCFix AVI Thermo KorbJoeNo ratings yet
- Bridge Cost Guidelines JICA SrilankaDocument158 pagesBridge Cost Guidelines JICA SrilankaAdamNo ratings yet
- Piping Design Criteria PDFDocument34 pagesPiping Design Criteria PDFsintoyibi kennurfathani100% (1)
- Soil Report PDFDocument32 pagesSoil Report PDFNagender KumarNo ratings yet
- Reduction of Threading DislocationDocument11 pagesReduction of Threading Dislocationakash512No ratings yet
- 9080 Optimass 7300 Flowmeter ManualDocument146 pages9080 Optimass 7300 Flowmeter ManualMaruti HuleNo ratings yet
- Floorings - Estogard SP30 - 110303Document2 pagesFloorings - Estogard SP30 - 110303Detoned StonedNo ratings yet
- Official MEW 2018Document48 pagesOfficial MEW 2018Khizer100% (1)
- Fosroc Structuro W420: A Superior High Performance Concrete Hyperplasticiser Based On Polycarboxylate TechnologyDocument2 pagesFosroc Structuro W420: A Superior High Performance Concrete Hyperplasticiser Based On Polycarboxylate TechnologyVincent JavateNo ratings yet
- Box Culvert - ISDocument14 pagesBox Culvert - ISShyamontika Choudhury ChakrabartiNo ratings yet
- Pec 2017 CH07Document70 pagesPec 2017 CH07Clint KennethNo ratings yet
- Piping Vs Piping SystemDocument4 pagesPiping Vs Piping SystemViệt Đặng XuânNo ratings yet
- Design Stiffness of Subgrades Using The CBR TestDocument7 pagesDesign Stiffness of Subgrades Using The CBR TesthavalNo ratings yet
- Prob SetDocument4 pagesProb SetJuliet NakilaNo ratings yet
- JuradoDocument45 pagesJuradoMichelangeloNo ratings yet
- Nodia and Company: Gate Solved Paper Civil Engineering 2007Document17 pagesNodia and Company: Gate Solved Paper Civil Engineering 2007Raj BakhtaniNo ratings yet
- Pillger Mill (DFDocument99 pagesPillger Mill (DF203C310 ChandanNo ratings yet
- L I Máy CNC Doosan MXDocument12 pagesL I Máy CNC Doosan MXconggiang91No ratings yet
- Material and Equipment Standard For Line PipeDocument123 pagesMaterial and Equipment Standard For Line PipeMahdiNo ratings yet
- Module 1 Introduction To CarpentryDocument36 pagesModule 1 Introduction To CarpentryDane100% (2)
- Vapour Absorption RefrigerationDocument3 pagesVapour Absorption RefrigerationErGiteshAroraNo ratings yet
- AGP P07-ET19 - PC Hi Tech Technical Requirements - V1Document3 pagesAGP P07-ET19 - PC Hi Tech Technical Requirements - V1Frank RivasNo ratings yet
- Plastic Part and Mold Design Guide PlastDocument58 pagesPlastic Part and Mold Design Guide PlastTornadoAbdoNo ratings yet
- Spec Geo Bag PDFDocument1 pageSpec Geo Bag PDFBAMBANG IRAWANNo ratings yet
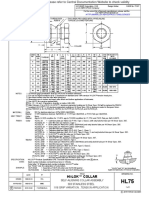
- Hi-Lok™ Collar: 303 Stainless Steel 1/16 Grip Variation, Tension Application Self-Aligning Collar AssemblyDocument1 pageHi-Lok™ Collar: 303 Stainless Steel 1/16 Grip Variation, Tension Application Self-Aligning Collar AssemblyRenato WatanabeNo ratings yet
- CANTEX Schedule 80 ElbowDocument2 pagesCANTEX Schedule 80 Elboweng laythNo ratings yet
- 01-TOR เชียงใหม่ Lot6- - - Part2Document184 pages01-TOR เชียงใหม่ Lot6- - - Part2patipanpanitanNo ratings yet
- Specification For Architectural WorksDocument82 pagesSpecification For Architectural WorksVJ QatarNo ratings yet
- Omron Temperature Sensor CatalogDocument58 pagesOmron Temperature Sensor CatalogjovclsNo ratings yet