
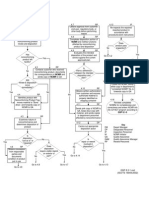
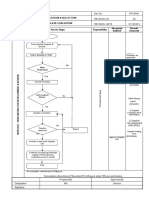
4.1 QA-QC Procedures
4.1 QA-QC Procedures
You might also like
- Document Control Procedure ExampleDocument6 pagesDocument Control Procedure ExampleISO 9001 Checklist91% (32)
- Draft Contract Quality PlanDocument20 pagesDraft Contract Quality PlanaceNo ratings yet
- 5.7 - Non-Conforming Material & Product Control Procedure.Document1 page5.7 - Non-Conforming Material & Product Control Procedure.Md.Akidul Islam AkidNo ratings yet
- Integrated Management System FSMQCDocument55 pagesIntegrated Management System FSMQCRaul100% (12)
- Aka GMP Audit FormDocument8 pagesAka GMP Audit FormAlpian BosixNo ratings yet
- 17 - Procedure - Control of Records ProcessDocument4 pages17 - Procedure - Control of Records ProcessSaAhRa100% (1)
- Logistic and Supply Chain Managment ANNA UNIVERSITYDocument12 pagesLogistic and Supply Chain Managment ANNA UNIVERSITYKranthy Jc100% (1)
- Quality Manual - Super Rock 2012 - PublishedDocument40 pagesQuality Manual - Super Rock 2012 - PublishedTracy BranderNo ratings yet
- Graboplast ENG PDFDocument11 pagesGraboplast ENG PDFDurban Chamber of Commerce and IndustryNo ratings yet
- PUR-PM-06 Initial Flow Control For PCS SupplierDocument4 pagesPUR-PM-06 Initial Flow Control For PCS SupplierIsmail BiradarNo ratings yet
- QP-55-03 Customer Complaint Suggestion Comment & SurveyDocument6 pagesQP-55-03 Customer Complaint Suggestion Comment & SurveySamsudin AhmadNo ratings yet
- Quality ProcedureDocument5 pagesQuality ProcedureMeskela MarachiNo ratings yet
- Approved External Providers ListDocument2 pagesApproved External Providers ListMuhammad BabarNo ratings yet
- S.O 729 and S.O.730 Dated 21-08-1995-SDocument48 pagesS.O 729 and S.O.730 Dated 21-08-1995-SParmod SiwachNo ratings yet
- NCR Procedure Rev. 0Document8 pagesNCR Procedure Rev. 0Ganjar Dreadlocks NugrahaNo ratings yet
- Handling of Customer ComplaintsDocument1 pageHandling of Customer ComplaintsR.SeetharamaiahNo ratings yet
- Standard Operating Procedure For Preparation and Handling of Primary StandardDocument3 pagesStandard Operating Procedure For Preparation and Handling of Primary StandardSolomonNo ratings yet
- Technical Catalogue: NCL VEKA LimitedDocument52 pagesTechnical Catalogue: NCL VEKA LimitedSachin KothvalNo ratings yet
- SOP For Destruction of Control Samples (Raw Material and Finished Product)Document3 pagesSOP For Destruction of Control Samples (Raw Material and Finished Product)Solomon100% (1)
- Quality Manual: M. Barbisotti & Sons LTDDocument20 pagesQuality Manual: M. Barbisotti & Sons LTDengsam777100% (1)
- Customer Complaint HandlingDocument3 pagesCustomer Complaint HandlingNageswara raoNo ratings yet
- Control of Noncomformitiy and Corrective Action PDFDocument7 pagesControl of Noncomformitiy and Corrective Action PDFNixNo ratings yet
- Sop-01 - Pur R-1Document6 pagesSop-01 - Pur R-1Shakti ShuklaNo ratings yet
- Procedure For Corrective Action-17020Document6 pagesProcedure For Corrective Action-17020caser juliuNo ratings yet
- QMS Internal Auditing ProcedureDocument5 pagesQMS Internal Auditing Procedurelei BNo ratings yet
- SOP02-Control of Quality RecordsDocument6 pagesSOP02-Control of Quality RecordsAna Hidayah SyuhadaNo ratings yet
- Quality Manual 9001-2008 Elsmar 1Document13 pagesQuality Manual 9001-2008 Elsmar 1luis miguel perez cruzNo ratings yet
- SOP For IQADocument25 pagesSOP For IQAMuhammad As'adNo ratings yet
- WPPDC-QMD-001-Material Control and Werehousing ProcedureDocument4 pagesWPPDC-QMD-001-Material Control and Werehousing ProcedureSimbu ArasanNo ratings yet
- General Inspection ChecklistDocument5 pagesGeneral Inspection ChecklistAmos MtweveNo ratings yet
- 1 Internal & Product AuditDocument3 pages1 Internal & Product AuditPrafull BhamareNo ratings yet
- TDS of Jen. Epoxy PrimerDocument3 pagesTDS of Jen. Epoxy Primerdmtcl selcp1No ratings yet
- VendorPerformanceEvaluationForm 0 PDFDocument1 pageVendorPerformanceEvaluationForm 0 PDFAlex DcostaNo ratings yet
- QP-72-03 Customer CommunicationDocument3 pagesQP-72-03 Customer CommunicationSamsudin AhmadNo ratings yet
- .0 Inspection of Input MaterialsDocument22 pages.0 Inspection of Input MaterialsSPH PURCHASENo ratings yet
- QMS 055 SampleDocument8 pagesQMS 055 SampleMostafa FawzyNo ratings yet
- PM - 7.02 Process Related To The CustomerDocument5 pagesPM - 7.02 Process Related To The CustomerMangBedjoNo ratings yet
- QG-QSP-08 Procedure For Control of Non-Conformance Product.Document5 pagesQG-QSP-08 Procedure For Control of Non-Conformance Product.omprakash yadavNo ratings yet
- NCR Flow ChartDocument1 pageNCR Flow ChartPramod AthiyarathuNo ratings yet
- FPTFC-PUR-SOP-003 Supplier Qualification and Material Evaluation Procedure Rev. 00 Effectivity Date September 1, 2021Document11 pagesFPTFC-PUR-SOP-003 Supplier Qualification and Material Evaluation Procedure Rev. 00 Effectivity Date September 1, 2021Divina CelestialNo ratings yet
- Tracebility Processrecall ProceduresDocument5 pagesTracebility Processrecall ProceduresRyan100% (1)
- Procedure For Evaluation and SelectionDocument2 pagesProcedure For Evaluation and SelectionSharif KhanNo ratings yet
- External Providers Evaluation FormDocument1 pageExternal Providers Evaluation FormISO CERTIFICATION-ROHSNo ratings yet
- Effective Management Review Training (For Sharing)Document11 pagesEffective Management Review Training (For Sharing)limkeanjinNo ratings yet
- Product Development ProcedureDocument2 pagesProduct Development ProcedureLuke BilisNo ratings yet
- F.mr.07 Internal Audit ScheduleDocument1 pageF.mr.07 Internal Audit ScheduleSaurabhNo ratings yet
- Quality Manual SampleDocument51 pagesQuality Manual SampleFaizy NohNo ratings yet
- Outsourced ProcessDocument3 pagesOutsourced ProcessJohn RajeshNo ratings yet
- Resume Suda Mara IDocument5 pagesResume Suda Mara IMd AkhtarNo ratings yet
- QSP-QA-10 Procedure For Control of NC ProductDocument2 pagesQSP-QA-10 Procedure For Control of NC ProductDeepak KumarNo ratings yet
- PUR - OI - 01 - Supplier Performance RatingDocument2 pagesPUR - OI - 01 - Supplier Performance RatingAbhinav SinghNo ratings yet
- Material HandlingDocument8 pagesMaterial HandlingSuman MukherjeeNo ratings yet
- Procedure For Control of Non-Conforming ProductDocument10 pagesProcedure For Control of Non-Conforming ProductniteshNo ratings yet
- 10.2 Management Review Control Procedure (AT-HSSE-P-10-02V0-2022) - ReleaseDocument6 pages10.2 Management Review Control Procedure (AT-HSSE-P-10-02V0-2022) - ReleaseGeyko RuslanNo ratings yet
- Quality Control: and Inspection SystemDocument32 pagesQuality Control: and Inspection SystemAshley Kane P. DumayNo ratings yet
- NCRDocument6 pagesNCRSaad NaeemNo ratings yet
- 2 Protocol For Procurement PDFDocument8 pages2 Protocol For Procurement PDFChala DabalaNo ratings yet
- NCRDocument2 pagesNCRseafoodshrimps100% (1)
- Sop 3: Procedure For Awareness and Training of Personnel PurposeDocument6 pagesSop 3: Procedure For Awareness and Training of Personnel PurposevaishnaviNo ratings yet
- Drug Master FileDocument19 pagesDrug Master FileRenaldy NongbetNo ratings yet
- Foreign Material ExclusionDocument22 pagesForeign Material ExclusionBahim BahimanNo ratings yet
- QSP Control of Documented InformationDocument2 pagesQSP Control of Documented InformationtriveshNo ratings yet
- SOP - Vendor Induction & Approval Procedure 062Document1 pageSOP - Vendor Induction & Approval Procedure 062ASIMNo ratings yet
- Control of Monitoring and Measuring EquipmentDocument3 pagesControl of Monitoring and Measuring EquipmentLinda Setya WatiNo ratings yet
- SOP DocumentDocument10 pagesSOP Documentsh78129No ratings yet
- MFIDocument10 pagesMFIKranthy JcNo ratings yet
- Presses: P080 PressDocument1 pagePresses: P080 PressKranthy JcNo ratings yet
- The Impact of Covid 19 Lockdown On WorkiDocument8 pagesThe Impact of Covid 19 Lockdown On WorkiKranthy JcNo ratings yet
- ESCRDocument7 pagesESCRKranthy JcNo ratings yet
- Life Time Calculation of CableDocument1 pageLife Time Calculation of CableKranthy JcNo ratings yet
- Quality ManualDocument48 pagesQuality ManualKranthy JcNo ratings yet
- Crush TensileDocument6 pagesCrush TensileKranthy JcNo ratings yet
- Process Flow Chart-Ribbon Wet-Dry - Armoured DesignDocument4 pagesProcess Flow Chart-Ribbon Wet-Dry - Armoured DesignKranthy JcNo ratings yet
- 3.1 Design Calculations - 16F SSA OFCDocument1 page3.1 Design Calculations - 16F SSA OFCKranthy JcNo ratings yet
- Jagan Hall TicketDocument1 pageJagan Hall TicketKranthy JcNo ratings yet
- Anna University:: Chennai - 600 025: EXAMINATION HALL TICKET (212614114305)Document2 pagesAnna University:: Chennai - 600 025: EXAMINATION HALL TICKET (212614114305)Kranthy JcNo ratings yet
- Resume Kranthy JC: SL - No Course Board Name of Institute Year of Percentage/ Completion CgpaDocument2 pagesResume Kranthy JC: SL - No Course Board Name of Institute Year of Percentage/ Completion CgpaKranthy JcNo ratings yet
- RRB (Cen 03.2018)Document2 pagesRRB (Cen 03.2018)Kranthy JcNo ratings yet
- Staff Selection Commission: Multi Tasking Staff (MTS) Examination 2019Document2 pagesStaff Selection Commission: Multi Tasking Staff (MTS) Examination 2019Kranthy JcNo ratings yet
- Arunraj E: Qualification Educational Institution Board/University Year of Completion Percentage/ CgpaDocument3 pagesArunraj E: Qualification Educational Institution Board/University Year of Completion Percentage/ CgpaKranthy JcNo ratings yet
- Answer Key Upsc Civil Services Preliminary Exam 2019 All SetsDocument7 pagesAnswer Key Upsc Civil Services Preliminary Exam 2019 All SetsKranthy JcNo ratings yet
- The Hindu Review July 2020Document29 pagesThe Hindu Review July 2020Kranthy JcNo ratings yet
- ISO 9000 Introduction and Support Package: Guidance On The Documentation Requirements of ISO 9001:2000Document7 pagesISO 9000 Introduction and Support Package: Guidance On The Documentation Requirements of ISO 9001:2000malbarnesNo ratings yet
- Iso 9001 2015Document1 pageIso 9001 2015kafi piyalNo ratings yet
- TC176 525Document7 pagesTC176 525dansit28No ratings yet
- RYCO Hydraulics Product Technical Manual RHY-RHC0707AUSDocument444 pagesRYCO Hydraulics Product Technical Manual RHY-RHC0707AUSAdiya PurevjavNo ratings yet
- XLPE Insulated Low Voltage CablesDocument40 pagesXLPE Insulated Low Voltage CablesAnzad AzeezNo ratings yet
- Iso 30300Document8 pagesIso 30300anquanghungNo ratings yet
- 5.0 LeadershipDocument12 pages5.0 LeadershipprashantNo ratings yet
- SixsigDocument90 pagesSixsigHokuto No KenNo ratings yet
- Pre Course Reading MaterialDocument8 pagesPre Course Reading MaterialInam KhanNo ratings yet
- Walworth-Pressure - Seal 2011 1Document76 pagesWalworth-Pressure - Seal 2011 1einhaw1985No ratings yet
- Unmesh CV PDFDocument5 pagesUnmesh CV PDFUnmesh UnnikrishnanNo ratings yet
- JurnalDocument29 pagesJurnalIlham MaulanaNo ratings yet
- Chrysler GAGE StandardDocument97 pagesChrysler GAGE StandardAli Hernandez100% (2)
- RHB R6.2 Point Release PDFDocument14 pagesRHB R6.2 Point Release PDFRaju ValiyaNo ratings yet
- MD8091 HM Course PlanDocument5 pagesMD8091 HM Course PlanCPL MohanNo ratings yet
- Implementing Quality Management System Under ISO 9001:2015 in The Central Environmental AuthorityDocument16 pagesImplementing Quality Management System Under ISO 9001:2015 in The Central Environmental AuthorityChathura WickramaNo ratings yet
- GE6757-Total Quality Management PDFDocument17 pagesGE6757-Total Quality Management PDFVikram mNo ratings yet
- APG InternalAudit2015 PDFDocument4 pagesAPG InternalAudit2015 PDFBulmaro SanchezNo ratings yet
- Sample Intro For SpeakerDocument2 pagesSample Intro For SpeakerInstructor Rus SelNo ratings yet
- Continental Pricelist 2020 VERS 5 PDFDocument158 pagesContinental Pricelist 2020 VERS 5 PDFVictor DanciuNo ratings yet
- Minimax Profile - 070903 PDFDocument12 pagesMinimax Profile - 070903 PDFNarendra Reddy BhumaNo ratings yet
- Unit 5Document21 pagesUnit 5DivyaThalankiVenkataNo ratings yet
- International Journal of Quality & Reliability Management: Article InformationDocument24 pagesInternational Journal of Quality & Reliability Management: Article InformationasyrafmuhddNo ratings yet
- Exam1 140501140422 Phpapp02Document9 pagesExam1 140501140422 Phpapp02Manjunatha EikilaNo ratings yet
- Staco Systems Supplier Survey and Questionnaire: COF-MP-20091 Rev 1.0 QR-20248 of 14Document3 pagesStaco Systems Supplier Survey and Questionnaire: COF-MP-20091 Rev 1.0 QR-20248 of 14Sutha Tamil NambeNo ratings yet
- SwitchgearDocument25 pagesSwitchgearalstom100% (1)









































































































Download as pdf or txt
You might also like
- Document Control Procedure ExampleDocument6 pagesDocument Control Procedure ExampleISO 9001 Checklist91% (32)
- Draft Contract Quality PlanDocument20 pagesDraft Contract Quality PlanaceNo ratings yet
- 5.7 - Non-Conforming Material & Product Control Procedure.Document1 page5.7 - Non-Conforming Material & Product Control Procedure.Md.Akidul Islam AkidNo ratings yet
- Integrated Management System FSMQCDocument55 pagesIntegrated Management System FSMQCRaul100% (12)
- Aka GMP Audit FormDocument8 pagesAka GMP Audit FormAlpian BosixNo ratings yet
- 17 - Procedure - Control of Records ProcessDocument4 pages17 - Procedure - Control of Records ProcessSaAhRa100% (1)
- Logistic and Supply Chain Managment ANNA UNIVERSITYDocument12 pagesLogistic and Supply Chain Managment ANNA UNIVERSITYKranthy Jc100% (1)
- Quality Manual - Super Rock 2012 - PublishedDocument40 pagesQuality Manual - Super Rock 2012 - PublishedTracy BranderNo ratings yet
- Graboplast ENG PDFDocument11 pagesGraboplast ENG PDFDurban Chamber of Commerce and IndustryNo ratings yet
- PUR-PM-06 Initial Flow Control For PCS SupplierDocument4 pagesPUR-PM-06 Initial Flow Control For PCS SupplierIsmail BiradarNo ratings yet
- QP-55-03 Customer Complaint Suggestion Comment & SurveyDocument6 pagesQP-55-03 Customer Complaint Suggestion Comment & SurveySamsudin AhmadNo ratings yet
- Quality ProcedureDocument5 pagesQuality ProcedureMeskela MarachiNo ratings yet
- Approved External Providers ListDocument2 pagesApproved External Providers ListMuhammad BabarNo ratings yet
- S.O 729 and S.O.730 Dated 21-08-1995-SDocument48 pagesS.O 729 and S.O.730 Dated 21-08-1995-SParmod SiwachNo ratings yet
- NCR Procedure Rev. 0Document8 pagesNCR Procedure Rev. 0Ganjar Dreadlocks NugrahaNo ratings yet
- Handling of Customer ComplaintsDocument1 pageHandling of Customer ComplaintsR.SeetharamaiahNo ratings yet
- Standard Operating Procedure For Preparation and Handling of Primary StandardDocument3 pagesStandard Operating Procedure For Preparation and Handling of Primary StandardSolomonNo ratings yet
- Technical Catalogue: NCL VEKA LimitedDocument52 pagesTechnical Catalogue: NCL VEKA LimitedSachin KothvalNo ratings yet
- SOP For Destruction of Control Samples (Raw Material and Finished Product)Document3 pagesSOP For Destruction of Control Samples (Raw Material and Finished Product)Solomon100% (1)
- Quality Manual: M. Barbisotti & Sons LTDDocument20 pagesQuality Manual: M. Barbisotti & Sons LTDengsam777100% (1)
- Customer Complaint HandlingDocument3 pagesCustomer Complaint HandlingNageswara raoNo ratings yet
- Control of Noncomformitiy and Corrective Action PDFDocument7 pagesControl of Noncomformitiy and Corrective Action PDFNixNo ratings yet
- Sop-01 - Pur R-1Document6 pagesSop-01 - Pur R-1Shakti ShuklaNo ratings yet
- Procedure For Corrective Action-17020Document6 pagesProcedure For Corrective Action-17020caser juliuNo ratings yet
- QMS Internal Auditing ProcedureDocument5 pagesQMS Internal Auditing Procedurelei BNo ratings yet
- SOP02-Control of Quality RecordsDocument6 pagesSOP02-Control of Quality RecordsAna Hidayah SyuhadaNo ratings yet
- Quality Manual 9001-2008 Elsmar 1Document13 pagesQuality Manual 9001-2008 Elsmar 1luis miguel perez cruzNo ratings yet
- SOP For IQADocument25 pagesSOP For IQAMuhammad As'adNo ratings yet
- WPPDC-QMD-001-Material Control and Werehousing ProcedureDocument4 pagesWPPDC-QMD-001-Material Control and Werehousing ProcedureSimbu ArasanNo ratings yet
- General Inspection ChecklistDocument5 pagesGeneral Inspection ChecklistAmos MtweveNo ratings yet
- 1 Internal & Product AuditDocument3 pages1 Internal & Product AuditPrafull BhamareNo ratings yet
- TDS of Jen. Epoxy PrimerDocument3 pagesTDS of Jen. Epoxy Primerdmtcl selcp1No ratings yet
- VendorPerformanceEvaluationForm 0 PDFDocument1 pageVendorPerformanceEvaluationForm 0 PDFAlex DcostaNo ratings yet
- QP-72-03 Customer CommunicationDocument3 pagesQP-72-03 Customer CommunicationSamsudin AhmadNo ratings yet
- .0 Inspection of Input MaterialsDocument22 pages.0 Inspection of Input MaterialsSPH PURCHASENo ratings yet
- QMS 055 SampleDocument8 pagesQMS 055 SampleMostafa FawzyNo ratings yet
- PM - 7.02 Process Related To The CustomerDocument5 pagesPM - 7.02 Process Related To The CustomerMangBedjoNo ratings yet
- QG-QSP-08 Procedure For Control of Non-Conformance Product.Document5 pagesQG-QSP-08 Procedure For Control of Non-Conformance Product.omprakash yadavNo ratings yet
- NCR Flow ChartDocument1 pageNCR Flow ChartPramod AthiyarathuNo ratings yet
- FPTFC-PUR-SOP-003 Supplier Qualification and Material Evaluation Procedure Rev. 00 Effectivity Date September 1, 2021Document11 pagesFPTFC-PUR-SOP-003 Supplier Qualification and Material Evaluation Procedure Rev. 00 Effectivity Date September 1, 2021Divina CelestialNo ratings yet
- Tracebility Processrecall ProceduresDocument5 pagesTracebility Processrecall ProceduresRyan100% (1)
- Procedure For Evaluation and SelectionDocument2 pagesProcedure For Evaluation and SelectionSharif KhanNo ratings yet
- External Providers Evaluation FormDocument1 pageExternal Providers Evaluation FormISO CERTIFICATION-ROHSNo ratings yet
- Effective Management Review Training (For Sharing)Document11 pagesEffective Management Review Training (For Sharing)limkeanjinNo ratings yet
- Product Development ProcedureDocument2 pagesProduct Development ProcedureLuke BilisNo ratings yet
- F.mr.07 Internal Audit ScheduleDocument1 pageF.mr.07 Internal Audit ScheduleSaurabhNo ratings yet
- Quality Manual SampleDocument51 pagesQuality Manual SampleFaizy NohNo ratings yet
- Outsourced ProcessDocument3 pagesOutsourced ProcessJohn RajeshNo ratings yet
- Resume Suda Mara IDocument5 pagesResume Suda Mara IMd AkhtarNo ratings yet
- QSP-QA-10 Procedure For Control of NC ProductDocument2 pagesQSP-QA-10 Procedure For Control of NC ProductDeepak KumarNo ratings yet
- PUR - OI - 01 - Supplier Performance RatingDocument2 pagesPUR - OI - 01 - Supplier Performance RatingAbhinav SinghNo ratings yet
- Material HandlingDocument8 pagesMaterial HandlingSuman MukherjeeNo ratings yet
- Procedure For Control of Non-Conforming ProductDocument10 pagesProcedure For Control of Non-Conforming ProductniteshNo ratings yet
- 10.2 Management Review Control Procedure (AT-HSSE-P-10-02V0-2022) - ReleaseDocument6 pages10.2 Management Review Control Procedure (AT-HSSE-P-10-02V0-2022) - ReleaseGeyko RuslanNo ratings yet
- Quality Control: and Inspection SystemDocument32 pagesQuality Control: and Inspection SystemAshley Kane P. DumayNo ratings yet
- NCRDocument6 pagesNCRSaad NaeemNo ratings yet
- 2 Protocol For Procurement PDFDocument8 pages2 Protocol For Procurement PDFChala DabalaNo ratings yet
- NCRDocument2 pagesNCRseafoodshrimps100% (1)
- Sop 3: Procedure For Awareness and Training of Personnel PurposeDocument6 pagesSop 3: Procedure For Awareness and Training of Personnel PurposevaishnaviNo ratings yet
- Drug Master FileDocument19 pagesDrug Master FileRenaldy NongbetNo ratings yet
- Foreign Material ExclusionDocument22 pagesForeign Material ExclusionBahim BahimanNo ratings yet
- QSP Control of Documented InformationDocument2 pagesQSP Control of Documented InformationtriveshNo ratings yet
- SOP - Vendor Induction & Approval Procedure 062Document1 pageSOP - Vendor Induction & Approval Procedure 062ASIMNo ratings yet
- Control of Monitoring and Measuring EquipmentDocument3 pagesControl of Monitoring and Measuring EquipmentLinda Setya WatiNo ratings yet
- SOP DocumentDocument10 pagesSOP Documentsh78129No ratings yet
- MFIDocument10 pagesMFIKranthy JcNo ratings yet
- Presses: P080 PressDocument1 pagePresses: P080 PressKranthy JcNo ratings yet
- The Impact of Covid 19 Lockdown On WorkiDocument8 pagesThe Impact of Covid 19 Lockdown On WorkiKranthy JcNo ratings yet
- ESCRDocument7 pagesESCRKranthy JcNo ratings yet
- Life Time Calculation of CableDocument1 pageLife Time Calculation of CableKranthy JcNo ratings yet
- Quality ManualDocument48 pagesQuality ManualKranthy JcNo ratings yet
- Crush TensileDocument6 pagesCrush TensileKranthy JcNo ratings yet
- Process Flow Chart-Ribbon Wet-Dry - Armoured DesignDocument4 pagesProcess Flow Chart-Ribbon Wet-Dry - Armoured DesignKranthy JcNo ratings yet
- 3.1 Design Calculations - 16F SSA OFCDocument1 page3.1 Design Calculations - 16F SSA OFCKranthy JcNo ratings yet
- Jagan Hall TicketDocument1 pageJagan Hall TicketKranthy JcNo ratings yet
- Anna University:: Chennai - 600 025: EXAMINATION HALL TICKET (212614114305)Document2 pagesAnna University:: Chennai - 600 025: EXAMINATION HALL TICKET (212614114305)Kranthy JcNo ratings yet
- Resume Kranthy JC: SL - No Course Board Name of Institute Year of Percentage/ Completion CgpaDocument2 pagesResume Kranthy JC: SL - No Course Board Name of Institute Year of Percentage/ Completion CgpaKranthy JcNo ratings yet
- RRB (Cen 03.2018)Document2 pagesRRB (Cen 03.2018)Kranthy JcNo ratings yet
- Staff Selection Commission: Multi Tasking Staff (MTS) Examination 2019Document2 pagesStaff Selection Commission: Multi Tasking Staff (MTS) Examination 2019Kranthy JcNo ratings yet
- Arunraj E: Qualification Educational Institution Board/University Year of Completion Percentage/ CgpaDocument3 pagesArunraj E: Qualification Educational Institution Board/University Year of Completion Percentage/ CgpaKranthy JcNo ratings yet
- Answer Key Upsc Civil Services Preliminary Exam 2019 All SetsDocument7 pagesAnswer Key Upsc Civil Services Preliminary Exam 2019 All SetsKranthy JcNo ratings yet
- The Hindu Review July 2020Document29 pagesThe Hindu Review July 2020Kranthy JcNo ratings yet
- ISO 9000 Introduction and Support Package: Guidance On The Documentation Requirements of ISO 9001:2000Document7 pagesISO 9000 Introduction and Support Package: Guidance On The Documentation Requirements of ISO 9001:2000malbarnesNo ratings yet
- Iso 9001 2015Document1 pageIso 9001 2015kafi piyalNo ratings yet
- TC176 525Document7 pagesTC176 525dansit28No ratings yet
- RYCO Hydraulics Product Technical Manual RHY-RHC0707AUSDocument444 pagesRYCO Hydraulics Product Technical Manual RHY-RHC0707AUSAdiya PurevjavNo ratings yet
- XLPE Insulated Low Voltage CablesDocument40 pagesXLPE Insulated Low Voltage CablesAnzad AzeezNo ratings yet
- Iso 30300Document8 pagesIso 30300anquanghungNo ratings yet
- 5.0 LeadershipDocument12 pages5.0 LeadershipprashantNo ratings yet
- SixsigDocument90 pagesSixsigHokuto No KenNo ratings yet
- Pre Course Reading MaterialDocument8 pagesPre Course Reading MaterialInam KhanNo ratings yet
- Walworth-Pressure - Seal 2011 1Document76 pagesWalworth-Pressure - Seal 2011 1einhaw1985No ratings yet
- Unmesh CV PDFDocument5 pagesUnmesh CV PDFUnmesh UnnikrishnanNo ratings yet
- JurnalDocument29 pagesJurnalIlham MaulanaNo ratings yet
- Chrysler GAGE StandardDocument97 pagesChrysler GAGE StandardAli Hernandez100% (2)
- RHB R6.2 Point Release PDFDocument14 pagesRHB R6.2 Point Release PDFRaju ValiyaNo ratings yet
- MD8091 HM Course PlanDocument5 pagesMD8091 HM Course PlanCPL MohanNo ratings yet
- Implementing Quality Management System Under ISO 9001:2015 in The Central Environmental AuthorityDocument16 pagesImplementing Quality Management System Under ISO 9001:2015 in The Central Environmental AuthorityChathura WickramaNo ratings yet
- GE6757-Total Quality Management PDFDocument17 pagesGE6757-Total Quality Management PDFVikram mNo ratings yet
- APG InternalAudit2015 PDFDocument4 pagesAPG InternalAudit2015 PDFBulmaro SanchezNo ratings yet
- Sample Intro For SpeakerDocument2 pagesSample Intro For SpeakerInstructor Rus SelNo ratings yet
- Continental Pricelist 2020 VERS 5 PDFDocument158 pagesContinental Pricelist 2020 VERS 5 PDFVictor DanciuNo ratings yet
- Minimax Profile - 070903 PDFDocument12 pagesMinimax Profile - 070903 PDFNarendra Reddy BhumaNo ratings yet
- Unit 5Document21 pagesUnit 5DivyaThalankiVenkataNo ratings yet
- International Journal of Quality & Reliability Management: Article InformationDocument24 pagesInternational Journal of Quality & Reliability Management: Article InformationasyrafmuhddNo ratings yet
- Exam1 140501140422 Phpapp02Document9 pagesExam1 140501140422 Phpapp02Manjunatha EikilaNo ratings yet
- Staco Systems Supplier Survey and Questionnaire: COF-MP-20091 Rev 1.0 QR-20248 of 14Document3 pagesStaco Systems Supplier Survey and Questionnaire: COF-MP-20091 Rev 1.0 QR-20248 of 14Sutha Tamil NambeNo ratings yet
- SwitchgearDocument25 pagesSwitchgearalstom100% (1)