Download as pdf or txt
You might also like
- Tcvn7472-2018 - IsO 5817 - Mức Chất Lượng Đối Với Khuyết Tật Sau HànDocument19 pagesTcvn7472-2018 - IsO 5817 - Mức Chất Lượng Đối Với Khuyết Tật Sau HànKhoa Lê TrườngNo ratings yet
- Ves G006 - Steel Bolt and Nut Standard - Rev00Document10 pagesVes G006 - Steel Bolt and Nut Standard - Rev00anhthoNo ratings yet
- 310 320 PDFDocument17 pages310 320 PDFkhoa2000vtphuthoNo ratings yet
- Lilich Losay Vinatex 800 1900 Sanfor 2 02. 2022Document12 pagesLilich Losay Vinatex 800 1900 Sanfor 2 02. 2022LeTraitimbenletkNo ratings yet
- Catalog - GiangDocument32 pagesCatalog - GiangKhôi HoàngNo ratings yet
- TCVN 2942 1993 Ong Va Phu Tung Bang Gan Dung Cho He Thong Dan Chinh Chiu Ap Luc PDFDocument8 pagesTCVN 2942 1993 Ong Va Phu Tung Bang Gan Dung Cho He Thong Dan Chinh Chiu Ap Luc PDFdang2172014No ratings yet
- Công TH C KCT1Document6 pagesCông TH C KCT1Nguyễn ViệnNo ratings yet
- Nguyên Lý Chi TiếT MáYDocument68 pagesNguyên Lý Chi TiếT MáYKhang NguyễnNo ratings yet
- bản vẽ chế tạo bánh răng 3Document1 pagebản vẽ chế tạo bánh răng 3Khoa BáchNo ratings yet
- Tai Lieu Ve Lien Ket Bu Long Trong Ket Cau Thep PDFDocument49 pagesTai Lieu Ve Lien Ket Bu Long Trong Ket Cau Thep PDFDo Thai SonNo ratings yet
- Banh RangDocument1 pageBanh Rangduongphong230No ratings yet
- Tcvn2018-1977 Lò Xo Nén - Phân Lo IDocument4 pagesTcvn2018-1977 Lò Xo Nén - Phân Lo IprostoshonNo ratings yet
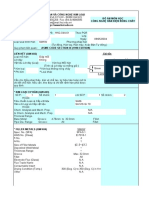
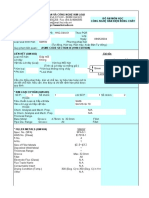
- 0-Mau WSP Theo Tieu Chuan ASME 9Document6 pages0-Mau WSP Theo Tieu Chuan ASME 9Thao NguyenNo ratings yet
- bản vẽ chế tạo bánh răng 4Document1 pagebản vẽ chế tạo bánh răng 4Khoa BáchNo ratings yet
- Que HanDocument4 pagesQue HanKinh Doanh Sắt ThépNo ratings yet
- (123doc) Bai Giang Ket Cau Thep Chuong 2 Lien Ket Ket Cau Thep 2 2Document42 pages(123doc) Bai Giang Ket Cau Thep Chuong 2 Lien Ket Ket Cau Thep 2 2Trương Ngọc TraiNo ratings yet
- PH L C F - Vach HamDocument14 pagesPH L C F - Vach Hamnq khanhNo ratings yet
- 0-Mau WSP Theo Tieu Chuan ASME 9 - GócDocument6 pages0-Mau WSP Theo Tieu Chuan ASME 9 - GócThao NguyenNo ratings yet
- Vi TCVN7472-2005Document20 pagesVi TCVN7472-2005hailay83No ratings yet
- Bài tập lớn vật liệu học và xử líDocument26 pagesBài tập lớn vật liệu học và xử líLong VũNo ratings yet
- Tinh Nut San HamDocument37 pagesTinh Nut San HamNguyễn Trọng TạoNo ratings yet
- bản vẽ chế tạo bánh răngDocument1 pagebản vẽ chế tạo bánh răngKhoa BáchNo ratings yet
- TIÊU CHUẨN THIẾT KẾDocument17 pagesTIÊU CHUẨN THIẾT KẾBV SaiNo ratings yet
- 330 340 PDFDocument15 pages330 340 PDFkhoa2000vtphuthoNo ratings yet
- Bản Vẽ Chế Tạo Bánh Răng 2Document1 pageBản Vẽ Chế Tạo Bánh Răng 2Khoa BáchNo ratings yet
- PH L C F - Vach HamDocument14 pagesPH L C F - Vach HamNguyễn KhánhNo ratings yet
- Bánh RăngDocument1 pageBánh RăngNguyen Hoang Oanh B1903887No ratings yet
- Kiemtoan Tietdien Chiuuon 11823 2017 v1 (Rutgon)Document4 pagesKiemtoan Tietdien Chiuuon 11823 2017 v1 (Rutgon)Quốc Tiến NguyễnNo ratings yet
- Lí Lịch BAL 1Document13 pagesLí Lịch BAL 1快斗黒羽No ratings yet
- Bai 6 Giai Doan Anh Chup Buc Xa - Vu-NewDocument164 pagesBai 6 Giai Doan Anh Chup Buc Xa - Vu-NewLe Trung TuyenNo ratings yet
- Tinh Chieu Dai Noi Cot Thep Theo TCVN 5574 - 2018Document5 pagesTinh Chieu Dai Noi Cot Thep Theo TCVN 5574 - 2018Lê TônNo ratings yet
- 180413 Cập Nhật Hàng Gia Công SOSDocument268 pages180413 Cập Nhật Hàng Gia Công SOSQuang Pham100% (5)
- Tính Thép Dầm TCVN 5574:2018Document11 pagesTính Thép Dầm TCVN 5574:2018Nguyễn ThắngNo ratings yet
- 2 Thuatnguvakyhieumoihan Slide 2279Document7 pages2 Thuatnguvakyhieumoihan Slide 2279Ngtiệp NguyễnNo ratings yet
- CNCTM hk2 1415 PDFDocument4 pagesCNCTM hk2 1415 PDFdi caoNo ratings yet
- 413811664 ký hiệu mối hanDocument18 pages413811664 ký hiệu mối hanhong lam phamNo ratings yet
- ký hiệu mối hànDocument18 pageský hiệu mối hànkhoa đàoNo ratings yet
- Thuyet Minh Tinh Toan Cua Van CungDocument50 pagesThuyet Minh Tinh Toan Cua Van Cungđinh xuân minhNo ratings yet
- HD Dau Noi Tu Can v2Document6 pagesHD Dau Noi Tu Can v2nghidn.baogiangNo ratings yet
- 89396-Điều văn bản-196495-1-10-20240108Document5 pages89396-Điều văn bản-196495-1-10-20240108Nguyễn Văn HàNo ratings yet
- Sơ B Phôi Single Vee - REV3Document7 pagesSơ B Phôi Single Vee - REV3Hiển NguyễnNo ratings yet
- Chuong 2 Dung Sai Lap Ghep Be Mat Tru Tron Va Cac Chi Tiet Dien HinhDocument12 pagesChuong 2 Dung Sai Lap Ghep Be Mat Tru Tron Va Cac Chi Tiet Dien HinhVõ Sỹ HạnhNo ratings yet
- Chuong 6-TV-BVDocument33 pagesChuong 6-TV-BVNguyễn Minh HảoNo ratings yet
- TCVN 3223-2000Document6 pagesTCVN 3223-2000Dat NguyenNo ratings yet
- đề 18 ckdcDocument20 pagesđề 18 ckdcduyhoangqwNo ratings yet
- Đại Học Bách Khoa Hà Nội: Website: http://www.hust.edu.vnDocument1 pageĐại Học Bách Khoa Hà Nội: Website: http://www.hust.edu.vnnguyễn duy đôngNo ratings yet
- 21.03.01 BG Busway Al-MylarDocument4 pages21.03.01 BG Busway Al-Mylarlethanhtu0105No ratings yet
- STD-DO-QU-016 Welding acceptance criteria - STD-DO-QU-016 dịch PDFDocument13 pagesSTD-DO-QU-016 Welding acceptance criteria - STD-DO-QU-016 dịch PDFĐứcNo ratings yet
- Tính Toán Sức Kháng Nén Dọc Trục Của CọcDocument2 pagesTính Toán Sức Kháng Nén Dọc Trục Của CọcHuy Mai ThanhNo ratings yet
- 2021.11 Thuyet Minh Tang Chuyen Celadon A5-V2Document108 pages2021.11 Thuyet Minh Tang Chuyen Celadon A5-V2Pham MinhNo ratings yet
- Bài 6 - Đcbg- Các Chi Tiết Máy GhépDocument20 pagesBài 6 - Đcbg- Các Chi Tiết Máy GhépDai NgoNo ratings yet
- vật liệt kĩ thuậtDocument1 pagevật liệt kĩ thuậtphongglee03No ratings yet
- Chieu Dai Bulong NeoDocument5 pagesChieu Dai Bulong NeoKhac Hoang PhamNo ratings yet
- Chuong 2 Lien Ket Trong Ket Cau ThepDocument72 pagesChuong 2 Lien Ket Trong Ket Cau Thepcao van daiNo ratings yet
- 10.1 LBFCO 22kV-200A - POLYMER - CDDR 31 MMKV GI MDocument102 pages10.1 LBFCO 22kV-200A - POLYMER - CDDR 31 MMKV GI MhoangtinbkNo ratings yet
- Aws D1.1-D1.1M-2015-401-646Document246 pagesAws D1.1-D1.1M-2015-401-646Thanh Sơn NguyễnNo ratings yet
- W1 FC A.G 556Document1 pageW1 FC A.G 556vhung TranNo ratings yet
- Bài 2 - Đề Cương Bài Giảng-đã GộpDocument109 pagesBài 2 - Đề Cương Bài Giảng-đã GộpAnh Toàn NguyễnNo ratings yet
- Bài 2Document34 pagesBài 2Nguyễn Hoàng VũNo ratings yet