Download as pdf or txt
You might also like
- Astm D 2665 PDFDocument7 pagesAstm D 2665 PDFfayaz khan100% (2)
- Cigre 398-Underground and Submarine Cables PDFDocument118 pagesCigre 398-Underground and Submarine Cables PDFsorry2qaz100% (3)
- Difference ASME B31.1 AND B31.3Document2 pagesDifference ASME B31.1 AND B31.3ShreyasGadkari100% (1)
- Rotex A1 BGDocument36 pagesRotex A1 BGjacek_janikowsk4374No ratings yet
- Red Book Section 122Document18 pagesRed Book Section 122Alejandro ViscarraNo ratings yet
- Awareness On en 15085Document5 pagesAwareness On en 15085SamsuNo ratings yet
- Section 9 - Welding ControlDocument6 pagesSection 9 - Welding ControlYasser Hammad MohamedNo ratings yet
- Filler Materials TestingDocument34 pagesFiller Materials TestingSunilNo ratings yet
- CWBDocument2 pagesCWBShyam ParsanaNo ratings yet
- Preguntas Al Comite API 1104Document12 pagesPreguntas Al Comite API 1104alefeli26No ratings yet
- CWRVC-1 2nd Edition 15085Document10 pagesCWRVC-1 2nd Edition 15085Cristi OgaruNo ratings yet
- Basic Review CardDocument6 pagesBasic Review CardSheena LeavittNo ratings yet
- RTCC Manual WPS Approval WE-WPS-001Document7 pagesRTCC Manual WPS Approval WE-WPS-001Akansha SharmaNo ratings yet
- Tubular Butt Joint Configurations For Welder Qualification (With and Without Backing)Document21 pagesTubular Butt Joint Configurations For Welder Qualification (With and Without Backing)attaulla100% (1)
- VP16 PDFDocument13 pagesVP16 PDFKara WhiteNo ratings yet
- Duties of The RWCDocument3 pagesDuties of The RWCbluegalago100% (1)
- Resistance Welding WpsDocument1 pageResistance Welding WpsQwertyNo ratings yet
- Question Excerpt From CSWIP 3Document4 pagesQuestion Excerpt From CSWIP 3Ekor JohnNo ratings yet
- Shop Welding InspectionDocument4 pagesShop Welding InspectionIndra Nath MishraNo ratings yet
- Weld SummaryDocument85 pagesWeld SummarywalitedisonNo ratings yet
- Course Module 4Document6 pagesCourse Module 4Makise AghataNo ratings yet
- " Policy": Quality Manual SpecifiesDocument3 pages" Policy": Quality Manual SpecifiesHakanNo ratings yet
- Weldinglectures4 6 141006115241 Conversion Gate02 PDFDocument102 pagesWeldinglectures4 6 141006115241 Conversion Gate02 PDFramuNo ratings yet
- Welder CertificateDocument6 pagesWelder CertificateA. ΒρατσισταNo ratings yet
- En 15085-2020-What Has ChangedDocument2 pagesEn 15085-2020-What Has ChangedBoran YelkenciogluNo ratings yet
- Template BUTTDocument1 pageTemplate BUTTDylan TriggNo ratings yet
- 121 T BW FPDocument4 pages121 T BW FPA. ΒρατσισταNo ratings yet
- Module 9.qualification 1.welding PerformanceDocument6 pagesModule 9.qualification 1.welding PerformanceMohd Nizam100% (1)
- Welder Qualification Test Record (Email)Document1 pageWelder Qualification Test Record (Email)walitedisonNo ratings yet
- Chapter 8Document31 pagesChapter 8louie jay aguadoNo ratings yet
- Welding TWIDocument16 pagesWelding TWIEngr Arfan Ali DhamrahoNo ratings yet
- Tasks and Responsibilities of RWCDocument1 pageTasks and Responsibilities of RWCKDT100% (1)
- KGP-Flamme Cutting Proce For BEI PDFDocument4 pagesKGP-Flamme Cutting Proce For BEI PDFoomoomNo ratings yet
- Duties of Welding ManagerDocument3 pagesDuties of Welding ManagerBalkishan DyavanapellyNo ratings yet
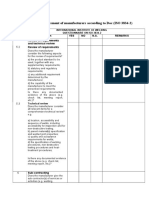
- Check List For Assessment of Manufacturers According To Doc (ISO 3834-2)Document5 pagesCheck List For Assessment of Manufacturers According To Doc (ISO 3834-2)Brijesh KumarNo ratings yet
- Note-8 WQT-Material, Position and Acceptance CriteriaDocument19 pagesNote-8 WQT-Material, Position and Acceptance Criteriamrbart_88No ratings yet
- Welder and Procedure QualificationDocument26 pagesWelder and Procedure Qualification'Izzad AfifNo ratings yet
- Welding Checklist For Field WeldingDocument1 pageWelding Checklist For Field Weldingnapster386No ratings yet
- WPQR2Document3 pagesWPQR2Thanasis KyrgiazoglouNo ratings yet
- Welder and Wps Qualification Control ProcedureDocument24 pagesWelder and Wps Qualification Control ProcedurejhuliocessarsNo ratings yet
- Welding QuestionnairesDocument2 pagesWelding Questionnairesasif712100% (2)
- Welder NIMI Q 2Document30 pagesWelder NIMI Q 2Mahesh SonarNo ratings yet
- Welding Inspector - Welding InspectorDocument1 pageWelding Inspector - Welding Inspectorbalakumar rajaramNo ratings yet
- Acceptable Grade of Plate Material (API 650)Document1 pageAcceptable Grade of Plate Material (API 650)juantamad02No ratings yet
- Fcaw 16 THKDocument5 pagesFcaw 16 THKAnonymous Ij6VfaNo ratings yet
- Introduction To Gas Shielded Arc WeldingDocument21 pagesIntroduction To Gas Shielded Arc WeldingMohammad Sobhan RajabiNo ratings yet
- DIN en ISO 6947-1997 Welds-Working Positions Definitions of Angles of Slope and RotationDocument12 pagesDIN en ISO 6947-1997 Welds-Working Positions Definitions of Angles of Slope and RotationHector Flores GarciaNo ratings yet
- Is 7310 RequirementsDocument4 pagesIs 7310 RequirementsRavichandran Tirupattur SubramaniamNo ratings yet
- WpsDocument39 pagesWpsAkhilesh Kumar100% (1)
- Specification No: LMB-COI-TRG-001 Rev No. R0 Page ofDocument16 pagesSpecification No: LMB-COI-TRG-001 Rev No. R0 Page ofApoorv MathurNo ratings yet
- Electrode Backing RegisterDocument4 pagesElectrode Backing RegisterSimbu Arasan100% (1)
- WIC-WPS-01 Rev. 00 - FCAW - 1.2Document2 pagesWIC-WPS-01 Rev. 00 - FCAW - 1.2murshid badshahNo ratings yet
- Welding Inspector Job and ResponsilbilitiesDocument5 pagesWelding Inspector Job and ResponsilbilitiesFelix GomintongNo ratings yet
- Welding Inspection, Steels - WIS 5: Multi - Choice Question Paper (MSR-WI-2)Document8 pagesWelding Inspection, Steels - WIS 5: Multi - Choice Question Paper (MSR-WI-2)Tariq Hussain0% (1)
- Welding Procedure QualificationDocument23 pagesWelding Procedure QualificationHosam AhmedNo ratings yet
- Preliminary Welding Procedure Specification (PWPS)Document2 pagesPreliminary Welding Procedure Specification (PWPS)Maneesh0% (1)
- Welding Qualification SAMI CMI - AWS D1.2Document26 pagesWelding Qualification SAMI CMI - AWS D1.2Ouni AchrefNo ratings yet
- Control Procedures For The Calibration and Measurement of The Welding Power Supplies For PDFDocument11 pagesControl Procedures For The Calibration and Measurement of The Welding Power Supplies For PDFNenad NedeljkovicNo ratings yet
- Certification To Iso 3834 For Fabrication IndustryDocument9 pagesCertification To Iso 3834 For Fabrication IndustryvilukNo ratings yet
- Engineering & Planning-COMAHDocument7 pagesEngineering & Planning-COMAHSamuel AnemeNo ratings yet
- Validation of EquipmentDocument31 pagesValidation of Equipmentjyothisahadevan100% (4)
- QC Systems PDFDocument48 pagesQC Systems PDFSidi100% (1)
- Quality Assurance and Quality ControlDocument4 pagesQuality Assurance and Quality ControlRuli DarmawanNo ratings yet
- 9 Cswip 3.1 Book 2010 Coloured BookDocument338 pages9 Cswip 3.1 Book 2010 Coloured BookBùi Công LộcNo ratings yet
- Fab 03 Non - Destructive TestingDocument25 pagesFab 03 Non - Destructive TestingRaghu vamshiNo ratings yet
- Met 03 Weldability - Welding of C-MN, LA Steels - CIDocument24 pagesMet 03 Weldability - Welding of C-MN, LA Steels - CIRaghu vamshiNo ratings yet
- Proc.-6 Advanced Welding ProcessesDocument28 pagesProc.-6 Advanced Welding ProcessesRaghu vamshiNo ratings yet
- Fab 02 Module 18 - FAB 2 - Welding Stresses, Distortion, Residual Stress - Repair Welding.Document26 pagesFab 02 Module 18 - FAB 2 - Welding Stresses, Distortion, Residual Stress - Repair Welding.Raghu vamshiNo ratings yet
- Met 04 Corrosion, SS Welding, DSWDocument27 pagesMet 04 Corrosion, SS Welding, DSWRaghu vamshiNo ratings yet
- Met 05 Nonferrous WeldingDocument16 pagesMet 05 Nonferrous WeldingRaghu vamshiNo ratings yet
- Met 02 Structure, Properties, Heat Treatment and Testing of Weld JointsDocument34 pagesMet 02 Structure, Properties, Heat Treatment and Testing of Weld JointsRaghu vamshiNo ratings yet
- Des-Con 01 Basics of Strength of Material - Weld DesignDocument62 pagesDes-Con 01 Basics of Strength of Material - Weld DesignRaghu vamshiNo ratings yet
- Met 01 Metals Structure - Steel MakingDocument22 pagesMet 01 Metals Structure - Steel MakingRaghu vamshiNo ratings yet
- Fab 04 WPS, WPQR, Welder Qualification, Welding Positions, Defect - Repair WeldingDocument39 pagesFab 04 WPS, WPQR, Welder Qualification, Welding Positions, Defect - Repair WeldingRaghu vamshiNo ratings yet
- Proc.-02 GTAW - PAWDocument37 pagesProc.-02 GTAW - PAWRaghu vamshiNo ratings yet
- Des-Con 02 Design of Pressure Vessels, Aluminium Structures - Fracture MechanicsDocument54 pagesDes-Con 02 Design of Pressure Vessels, Aluminium Structures - Fracture MechanicsRaghu vamshiNo ratings yet
- Meever Meever BrochureDocument28 pagesMeever Meever BrochureAlok MehtaNo ratings yet
- DE - Girls Toilet (Modular Type)Document10 pagesDE - Girls Toilet (Modular Type)TarunNo ratings yet
- Is 13592Document15 pagesIs 13592Er Yogesh Amrute PatilNo ratings yet
- NSM 3-5 ManualDocument23 pagesNSM 3-5 Manualatamed32No ratings yet
- NCH 731 - 1998 (EN)Document15 pagesNCH 731 - 1998 (EN)Jiaxin TanNo ratings yet
- Doc-01.36.7180-016 Installation, Operation, and Maintenance ManualDocument139 pagesDoc-01.36.7180-016 Installation, Operation, and Maintenance ManualCicit CuitNo ratings yet
- Waterman PriceList 09.23 Ag-1Document68 pagesWaterman PriceList 09.23 Ag-1Greg StoneNo ratings yet
- Combined Filters / Regulators 342: Modulair 105-107-112 Ranges G 1/8 To G 3/4Document4 pagesCombined Filters / Regulators 342: Modulair 105-107-112 Ranges G 1/8 To G 3/4م.حسين العامريNo ratings yet
- GIW Technical Series: Pipe Flange BoltsDocument4 pagesGIW Technical Series: Pipe Flange BoltsTravis SkinnerNo ratings yet
- Ibr 1925Document11 pagesIbr 1925sartrNo ratings yet
- Detailed Unit Price Analysis: Rehabilitation of Comfort Room at Guiwan Elementary SchoolDocument56 pagesDetailed Unit Price Analysis: Rehabilitation of Comfort Room at Guiwan Elementary Schooljohn philip OcapanNo ratings yet
- Installation & Servicing Instructions - 52 Megaflo 2 System Compact GA RangeDocument70 pagesInstallation & Servicing Instructions - 52 Megaflo 2 System Compact GA RangeposhpaddyNo ratings yet
- Qer-Sdo-Dwg-Fps2-Split-008 Typical Detail Hydrant InstallationDocument2 pagesQer-Sdo-Dwg-Fps2-Split-008 Typical Detail Hydrant InstallationSatria fajarNo ratings yet
- 4625 Settlement PlateDocument2 pages4625 Settlement PlatearslanpasaNo ratings yet
- Saic - K-4007Document1 pageSaic - K-4007Bander Al–kouhlaniNo ratings yet
- Demco Butterfly ValveDocument35 pagesDemco Butterfly ValveJairo PuentesNo ratings yet
- Vdocuments - MX MCR Training ManualDocument71 pagesVdocuments - MX MCR Training ManualLina Marcela Monares ToroNo ratings yet
- Transient Thermal Stress Analysis of BOF Hood Failure: Technicalarticle-Peer-ReviewedDocument9 pagesTransient Thermal Stress Analysis of BOF Hood Failure: Technicalarticle-Peer-ReviewedEzequiel RuggieroNo ratings yet
- Pipe Jacking PresentationDocument29 pagesPipe Jacking PresentationKathirgamanathan SivanathanNo ratings yet
- ME905 Heat Exchanger Fundamentals PDFDocument29 pagesME905 Heat Exchanger Fundamentals PDFsrdzaNo ratings yet
- Vciom 06208 enDocument18 pagesVciom 06208 enElver AmesquitaNo ratings yet
- OCH Part 1Document36 pagesOCH Part 1tewodros getuNo ratings yet
- BAC ProdAppHBii2007SupplDocument52 pagesBAC ProdAppHBii2007SupplmihdragosNo ratings yet
- SPS 341 Appendix ADocument37 pagesSPS 341 Appendix AHariPrasannaNo ratings yet
- Basic Refrigeration TrainingDocument26 pagesBasic Refrigeration TrainingStrange ThingsNo ratings yet