
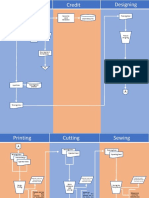
Production Process
Production Process
You might also like
- Polymer Grade ComparisonDocument6 pagesPolymer Grade ComparisonAnkit BulsaraNo ratings yet
- Woodcraft Magazine #54 - August - September 2013 (gnv64) PDFDocument84 pagesWoodcraft Magazine #54 - August - September 2013 (gnv64) PDFalex2010_23No ratings yet
- JIS ChlorideDocument2 pagesJIS ChlorideAndhikaAgraWisesaNo ratings yet
- S5MT-la-b-1.1 - Classifying Materials at HOMEDocument4 pagesS5MT-la-b-1.1 - Classifying Materials at HOMEChen Abendaño AyrosoNo ratings yet
- 01.introduction To Modular IndustryDocument18 pages01.introduction To Modular IndustryGowtham VananNo ratings yet
- 2019-2020 CatalogDocument290 pages2019-2020 CatalogVENKATESH KAMATHNo ratings yet
- IDP Batik Stamp 2019 Final Ver 1.0Document1 pageIDP Batik Stamp 2019 Final Ver 1.0amir hamzahNo ratings yet
- Machining Costs in Grinding: 11 International Scientific Conference On Production Engineering - Cim2007Document5 pagesMachining Costs in Grinding: 11 International Scientific Conference On Production Engineering - Cim2007vaibhavgitevaibhav_9No ratings yet
- Lecture 3 PDFDocument8 pagesLecture 3 PDFnadaalaskaryNo ratings yet
- KM-1 Datasheet 300dpiDocument4 pagesKM-1 Datasheet 300dpiChenna VijayNo ratings yet
- An Intro To CNC MachiningDocument16 pagesAn Intro To CNC MachiningloaealtaupNo ratings yet
- Manufacturing Technology For Mechanical EngineeringDocument152 pagesManufacturing Technology For Mechanical Engineeringpsd89064No ratings yet
- Classification of Print Finishing ProcessesDocument7 pagesClassification of Print Finishing ProcessesHuynh Thi Thuy VyNo ratings yet
- Whitepaper Zurichten - 2023 - ENDocument26 pagesWhitepaper Zurichten - 2023 - ENHilal AchrafNo ratings yet
- Forming Applications - Packaging Grades - SKnapek PDFDocument25 pagesForming Applications - Packaging Grades - SKnapek PDFBiantoroKunartoNo ratings yet
- Chapter 7Document30 pagesChapter 7Smart WorldNo ratings yet
- Classic Sheet Metal Processing in New Dimensions - Punching, Nibbling, FormingDocument15 pagesClassic Sheet Metal Processing in New Dimensions - Punching, Nibbling, FormingHamada HamadaNo ratings yet
- PDF Tejido Oseo - CompressDocument27 pagesPDF Tejido Oseo - CompressPedro VargasNo ratings yet
- Manufacturing Process Final Report .Document8 pagesManufacturing Process Final Report .Calvin ZhuNo ratings yet
- Ais - Group 5 - FlowchartDocument2 pagesAis - Group 5 - FlowchartJOHN DAVID WONG MADRONANo ratings yet
- RhinoCAM Guide SAICDocument15 pagesRhinoCAM Guide SAICAndrei ZamfirNo ratings yet
- Unit-15 CAPP For Forming ProcessesDocument23 pagesUnit-15 CAPP For Forming ProcessesFaizanNo ratings yet
- Report (RMG) On Zaheen Knitwear's Ltd.Document16 pagesReport (RMG) On Zaheen Knitwear's Ltd.MD. Ibrahim KhalilNo ratings yet
- Introduction of Geometrical Errors For A Machine Tool and Error Compensation Technology TechnologyDocument32 pagesIntroduction of Geometrical Errors For A Machine Tool and Error Compensation Technology TechnologyLu Kuo-YuanNo ratings yet
- X4Lathe InteractiveDocument4 pagesX4Lathe Interactivegrsravi830No ratings yet
- Heidelberg Sign A Setter ProDocument10 pagesHeidelberg Sign A Setter ProAlexander MooneyNo ratings yet
- 0907-190 BaustoffplattenprospektDocument16 pages0907-190 BaustoffplattenprospektVlada CaramanNo ratings yet
- MBO Catalog 2022 Single PagesDocument16 pagesMBO Catalog 2022 Single PagesDomingo Manuel León VillalbaNo ratings yet
- Aluminium Alloy en Aw 6060 Material Data Sheet AlumincoDocument9 pagesAluminium Alloy en Aw 6060 Material Data Sheet Aluminconovkovic1984No ratings yet
- Induction Programme: Gitanjali AWARDSDocument34 pagesInduction Programme: Gitanjali AWARDSDilip PanditNo ratings yet
- Premium Plan: Router-Made Picture FramesDocument5 pagesPremium Plan: Router-Made Picture FramesCarlos0% (1)
- CNC Design Essentials WP 18Document15 pagesCNC Design Essentials WP 18Mark KhoNo ratings yet
- Gear Blanking: Mandellii' Inc .., Ifarm:Ingt Onihui'S, MilDocument5 pagesGear Blanking: Mandellii' Inc .., Ifarm:Ingt Onihui'S, MilKOMATSU SHOVELNo ratings yet
- 1 NotesDocument12 pages1 NotesNeya SebastianNo ratings yet
- CNC Definitive GuideDocument36 pagesCNC Definitive GuidePhucNo ratings yet
- 3700.4 Estimating Production 3-95Document3 pages3700.4 Estimating Production 3-95Dean DumaguingNo ratings yet
- Aswc2014 Composite Press Forming Textile Fabric PDFDocument24 pagesAswc2014 Composite Press Forming Textile Fabric PDFNitish KumarNo ratings yet
- ME170 - Design For Manufacture - ADocument56 pagesME170 - Design For Manufacture - Avenkat4No ratings yet
- The Gerber Guide: by Karel TavernierDocument34 pagesThe Gerber Guide: by Karel TavernierJuan Carlos LunaNo ratings yet
- PITEK ClusterDocument40 pagesPITEK Clustershashwat.dhaseNo ratings yet
- FET 9 Types of ProductionDocument18 pagesFET 9 Types of ProductionRoshanRSVNo ratings yet
- X-364E Simulation of Production ProcessesDocument12 pagesX-364E Simulation of Production ProcessesemregnesNo ratings yet
- Manufacturing Notes For MGC 110Document20 pagesManufacturing Notes For MGC 110goblej18No ratings yet
- Digital Fabrication of Monolithic Zirconia CrownsDocument47 pagesDigital Fabrication of Monolithic Zirconia CrownsGhada YaakoubNo ratings yet
- NC 1000Document2 pagesNC 1000Nguyen Trong SachNo ratings yet
- Siemens SW Lowering PCB Costs With Material Utilization WP 82872 C1Document10 pagesSiemens SW Lowering PCB Costs With Material Utilization WP 82872 C1Jeroen van den BroekeNo ratings yet
- BYTE Vol 06-01 1981-01 Hand Held ComputersDocument386 pagesBYTE Vol 06-01 1981-01 Hand Held ComputersRoberto BernerNo ratings yet
- OD 182167 Assembly GuideDocument6 pagesOD 182167 Assembly GuideNicolas FiumaraNo ratings yet
- Manufacturing Execution Systems Example of MES Functions in A Simplified Manufacturing Information SystemDocument36 pagesManufacturing Execution Systems Example of MES Functions in A Simplified Manufacturing Information SystemxGuerry GuerriNo ratings yet
- 2020 SOLIDWORKS 8.5x11Document4 pages2020 SOLIDWORKS 8.5x11hüseyin demirNo ratings yet
- 93 B 63 B 8 B 2 C 55 C 1560054393Document9 pages93 B 63 B 8 B 2 C 55 C 1560054393Ronak JoshiNo ratings yet
- Mining EarthmovingDocument17 pagesMining EarthmovingLatha100% (1)
- Report Cam (Edited)Document13 pagesReport Cam (Edited)anisshwaranNo ratings yet
- CNC Wooden Building BricksDocument26 pagesCNC Wooden Building BricksrohithkrajNo ratings yet
- As Is Process - Production - MDFDocument6 pagesAs Is Process - Production - MDFShahriar ShaownNo ratings yet
- Name: Ucancam V10 Pro Version CNC Engraving Software For CNC Router G Code With Operation Video Disc, Easy To Learn and Operate, Suitable For Windows 7 & 8 Item Code: CS-UCANCAMV10-PRODocument9 pagesName: Ucancam V10 Pro Version CNC Engraving Software For CNC Router G Code With Operation Video Disc, Easy To Learn and Operate, Suitable For Windows 7 & 8 Item Code: CS-UCANCAMV10-PROLupoi Alexandru-NicoaleNo ratings yet
- Electronic Workshop (EWS) : B.Tech (ECE) - 2020 BatchDocument34 pagesElectronic Workshop (EWS) : B.Tech (ECE) - 2020 Batchsurendra yadavNo ratings yet
- Assignment Report1Document20 pagesAssignment Report1Keshav GopaulNo ratings yet
- Custom ScreeningDocument12 pagesCustom ScreeningpedroaraoztNo ratings yet
- ISARC 2020 Paper 55 PDFDocument8 pagesISARC 2020 Paper 55 PDFErika Paz YanezNo ratings yet
- Cadcam 2013Document50 pagesCadcam 2013Aryudhi ArmisNo ratings yet
- Desktop Manufacturing Use Machine Above This To Make ProductsFrom EverandDesktop Manufacturing Use Machine Above This To Make ProductsNo ratings yet
- Learn Critical Aspects of Pattern and Mould Making in FoundryFrom EverandLearn Critical Aspects of Pattern and Mould Making in FoundryNo ratings yet
- ESET0911Joshua and Lawal PDFDocument6 pagesESET0911Joshua and Lawal PDFVictor OmotoriogunNo ratings yet
- Introduction To Liquid Crystal Thermography: Advanced Thermal Solutions, IncDocument24 pagesIntroduction To Liquid Crystal Thermography: Advanced Thermal Solutions, Incjuhi_avelonNo ratings yet
- Pultrusion of Composites - An OverviewDocument15 pagesPultrusion of Composites - An OverviewAkhil DayaluNo ratings yet
- Specification GeotextileDocument10 pagesSpecification GeotextileRCBacayNo ratings yet
- Chapter5 ProblemsDocument5 pagesChapter5 ProblemsLaith Al-KinaniNo ratings yet
- SurfactantDocument26 pagesSurfactantApapond Jirasirichote100% (1)
- Solution Mining ProminingDocument6 pagesSolution Mining ProminingANKIT DEOGADENo ratings yet
- Piller Industrieventilatoren GMBHDocument19 pagesPiller Industrieventilatoren GMBHBlair MartinezNo ratings yet
- Hydrogen BondingDocument3 pagesHydrogen Bondingdjjagu908No ratings yet
- Thermodynamics Questions MCqsDocument6 pagesThermodynamics Questions MCqsGoverdhan ShresthaNo ratings yet
- Panfleto 165-2017 - Instrumentation For Chlorine ServiceDocument30 pagesPanfleto 165-2017 - Instrumentation For Chlorine ServiceLucas OliverNo ratings yet
- 04 Catalogue Material Testing 19-02-2021Document43 pages04 Catalogue Material Testing 19-02-2021Martin BarrientosNo ratings yet
- Citterio Zvučno Izolovane Sobe 2017 PDFDocument24 pagesCitterio Zvučno Izolovane Sobe 2017 PDFSrdjan ZajicNo ratings yet
- Cement and Concrete Research: R.J.M. Wolfs, F.P. Bos, T.A.M. SaletDocument14 pagesCement and Concrete Research: R.J.M. Wolfs, F.P. Bos, T.A.M. SaletficuniNo ratings yet
- Route Used For Collection and Transportation of Solid Waste of The CityDocument11 pagesRoute Used For Collection and Transportation of Solid Waste of The CityBro Patil100% (1)
- En VisciDocument14 pagesEn Visci23-1-01249No ratings yet
- Surface TextureDocument53 pagesSurface TextureJayant SisodiaNo ratings yet
- Scheme Acer Iconia Tablet A100 Compal La 7251pDocument3 pagesScheme Acer Iconia Tablet A100 Compal La 7251pDeyProNo ratings yet
- Impact Response of Elasto-Plastic Granular Chains Containing An Intruder ParticleDocument9 pagesImpact Response of Elasto-Plastic Granular Chains Containing An Intruder ParticleCesar HernandezNo ratings yet
- PI1508enA 9125527 Water Make-Up Systems Water Treatment PG Extract WebDocument20 pagesPI1508enA 9125527 Water Make-Up Systems Water Treatment PG Extract Webkepe81No ratings yet
- BS en 14317-1-2004Document30 pagesBS en 14317-1-2004Trong Hieu NguyenNo ratings yet
- TestforLipids ResearchLab3Document10 pagesTestforLipids ResearchLab3Mikaela Rome BigayNo ratings yet
- Quick Exam Notes NA Science Chemistry PDFDocument88 pagesQuick Exam Notes NA Science Chemistry PDFMaverickNo ratings yet
- Brochure GacoRoof WDocument2 pagesBrochure GacoRoof WRonald AyasoNo ratings yet
- Tooth Colour Restorative Materials in Ped DentDocument27 pagesTooth Colour Restorative Materials in Ped DentNilay ShahNo ratings yet
- Chapter - 1: Experimental Analysis of Concrete Incorporating Waste Foundry Sand and Waste Ceramic TilesDocument44 pagesChapter - 1: Experimental Analysis of Concrete Incorporating Waste Foundry Sand and Waste Ceramic TilesIrfan KhanNo ratings yet
- Fineness of Cement Astm C 204Document11 pagesFineness of Cement Astm C 204shree satsang100% (1)

























































































Download as pdf or txt
You might also like
- Polymer Grade ComparisonDocument6 pagesPolymer Grade ComparisonAnkit BulsaraNo ratings yet
- Woodcraft Magazine #54 - August - September 2013 (gnv64) PDFDocument84 pagesWoodcraft Magazine #54 - August - September 2013 (gnv64) PDFalex2010_23No ratings yet
- JIS ChlorideDocument2 pagesJIS ChlorideAndhikaAgraWisesaNo ratings yet
- S5MT-la-b-1.1 - Classifying Materials at HOMEDocument4 pagesS5MT-la-b-1.1 - Classifying Materials at HOMEChen Abendaño AyrosoNo ratings yet
- 01.introduction To Modular IndustryDocument18 pages01.introduction To Modular IndustryGowtham VananNo ratings yet
- 2019-2020 CatalogDocument290 pages2019-2020 CatalogVENKATESH KAMATHNo ratings yet
- IDP Batik Stamp 2019 Final Ver 1.0Document1 pageIDP Batik Stamp 2019 Final Ver 1.0amir hamzahNo ratings yet
- Machining Costs in Grinding: 11 International Scientific Conference On Production Engineering - Cim2007Document5 pagesMachining Costs in Grinding: 11 International Scientific Conference On Production Engineering - Cim2007vaibhavgitevaibhav_9No ratings yet
- Lecture 3 PDFDocument8 pagesLecture 3 PDFnadaalaskaryNo ratings yet
- KM-1 Datasheet 300dpiDocument4 pagesKM-1 Datasheet 300dpiChenna VijayNo ratings yet
- An Intro To CNC MachiningDocument16 pagesAn Intro To CNC MachiningloaealtaupNo ratings yet
- Manufacturing Technology For Mechanical EngineeringDocument152 pagesManufacturing Technology For Mechanical Engineeringpsd89064No ratings yet
- Classification of Print Finishing ProcessesDocument7 pagesClassification of Print Finishing ProcessesHuynh Thi Thuy VyNo ratings yet
- Whitepaper Zurichten - 2023 - ENDocument26 pagesWhitepaper Zurichten - 2023 - ENHilal AchrafNo ratings yet
- Forming Applications - Packaging Grades - SKnapek PDFDocument25 pagesForming Applications - Packaging Grades - SKnapek PDFBiantoroKunartoNo ratings yet
- Chapter 7Document30 pagesChapter 7Smart WorldNo ratings yet
- Classic Sheet Metal Processing in New Dimensions - Punching, Nibbling, FormingDocument15 pagesClassic Sheet Metal Processing in New Dimensions - Punching, Nibbling, FormingHamada HamadaNo ratings yet
- PDF Tejido Oseo - CompressDocument27 pagesPDF Tejido Oseo - CompressPedro VargasNo ratings yet
- Manufacturing Process Final Report .Document8 pagesManufacturing Process Final Report .Calvin ZhuNo ratings yet
- Ais - Group 5 - FlowchartDocument2 pagesAis - Group 5 - FlowchartJOHN DAVID WONG MADRONANo ratings yet
- RhinoCAM Guide SAICDocument15 pagesRhinoCAM Guide SAICAndrei ZamfirNo ratings yet
- Unit-15 CAPP For Forming ProcessesDocument23 pagesUnit-15 CAPP For Forming ProcessesFaizanNo ratings yet
- Report (RMG) On Zaheen Knitwear's Ltd.Document16 pagesReport (RMG) On Zaheen Knitwear's Ltd.MD. Ibrahim KhalilNo ratings yet
- Introduction of Geometrical Errors For A Machine Tool and Error Compensation Technology TechnologyDocument32 pagesIntroduction of Geometrical Errors For A Machine Tool and Error Compensation Technology TechnologyLu Kuo-YuanNo ratings yet
- X4Lathe InteractiveDocument4 pagesX4Lathe Interactivegrsravi830No ratings yet
- Heidelberg Sign A Setter ProDocument10 pagesHeidelberg Sign A Setter ProAlexander MooneyNo ratings yet
- 0907-190 BaustoffplattenprospektDocument16 pages0907-190 BaustoffplattenprospektVlada CaramanNo ratings yet
- MBO Catalog 2022 Single PagesDocument16 pagesMBO Catalog 2022 Single PagesDomingo Manuel León VillalbaNo ratings yet
- Aluminium Alloy en Aw 6060 Material Data Sheet AlumincoDocument9 pagesAluminium Alloy en Aw 6060 Material Data Sheet Aluminconovkovic1984No ratings yet
- Induction Programme: Gitanjali AWARDSDocument34 pagesInduction Programme: Gitanjali AWARDSDilip PanditNo ratings yet
- Premium Plan: Router-Made Picture FramesDocument5 pagesPremium Plan: Router-Made Picture FramesCarlos0% (1)
- CNC Design Essentials WP 18Document15 pagesCNC Design Essentials WP 18Mark KhoNo ratings yet
- Gear Blanking: Mandellii' Inc .., Ifarm:Ingt Onihui'S, MilDocument5 pagesGear Blanking: Mandellii' Inc .., Ifarm:Ingt Onihui'S, MilKOMATSU SHOVELNo ratings yet
- 1 NotesDocument12 pages1 NotesNeya SebastianNo ratings yet
- CNC Definitive GuideDocument36 pagesCNC Definitive GuidePhucNo ratings yet
- 3700.4 Estimating Production 3-95Document3 pages3700.4 Estimating Production 3-95Dean DumaguingNo ratings yet
- Aswc2014 Composite Press Forming Textile Fabric PDFDocument24 pagesAswc2014 Composite Press Forming Textile Fabric PDFNitish KumarNo ratings yet
- ME170 - Design For Manufacture - ADocument56 pagesME170 - Design For Manufacture - Avenkat4No ratings yet
- The Gerber Guide: by Karel TavernierDocument34 pagesThe Gerber Guide: by Karel TavernierJuan Carlos LunaNo ratings yet
- PITEK ClusterDocument40 pagesPITEK Clustershashwat.dhaseNo ratings yet
- FET 9 Types of ProductionDocument18 pagesFET 9 Types of ProductionRoshanRSVNo ratings yet
- X-364E Simulation of Production ProcessesDocument12 pagesX-364E Simulation of Production ProcessesemregnesNo ratings yet
- Manufacturing Notes For MGC 110Document20 pagesManufacturing Notes For MGC 110goblej18No ratings yet
- Digital Fabrication of Monolithic Zirconia CrownsDocument47 pagesDigital Fabrication of Monolithic Zirconia CrownsGhada YaakoubNo ratings yet
- NC 1000Document2 pagesNC 1000Nguyen Trong SachNo ratings yet
- Siemens SW Lowering PCB Costs With Material Utilization WP 82872 C1Document10 pagesSiemens SW Lowering PCB Costs With Material Utilization WP 82872 C1Jeroen van den BroekeNo ratings yet
- BYTE Vol 06-01 1981-01 Hand Held ComputersDocument386 pagesBYTE Vol 06-01 1981-01 Hand Held ComputersRoberto BernerNo ratings yet
- OD 182167 Assembly GuideDocument6 pagesOD 182167 Assembly GuideNicolas FiumaraNo ratings yet
- Manufacturing Execution Systems Example of MES Functions in A Simplified Manufacturing Information SystemDocument36 pagesManufacturing Execution Systems Example of MES Functions in A Simplified Manufacturing Information SystemxGuerry GuerriNo ratings yet
- 2020 SOLIDWORKS 8.5x11Document4 pages2020 SOLIDWORKS 8.5x11hüseyin demirNo ratings yet
- 93 B 63 B 8 B 2 C 55 C 1560054393Document9 pages93 B 63 B 8 B 2 C 55 C 1560054393Ronak JoshiNo ratings yet
- Mining EarthmovingDocument17 pagesMining EarthmovingLatha100% (1)
- Report Cam (Edited)Document13 pagesReport Cam (Edited)anisshwaranNo ratings yet
- CNC Wooden Building BricksDocument26 pagesCNC Wooden Building BricksrohithkrajNo ratings yet
- As Is Process - Production - MDFDocument6 pagesAs Is Process - Production - MDFShahriar ShaownNo ratings yet
- Name: Ucancam V10 Pro Version CNC Engraving Software For CNC Router G Code With Operation Video Disc, Easy To Learn and Operate, Suitable For Windows 7 & 8 Item Code: CS-UCANCAMV10-PRODocument9 pagesName: Ucancam V10 Pro Version CNC Engraving Software For CNC Router G Code With Operation Video Disc, Easy To Learn and Operate, Suitable For Windows 7 & 8 Item Code: CS-UCANCAMV10-PROLupoi Alexandru-NicoaleNo ratings yet
- Electronic Workshop (EWS) : B.Tech (ECE) - 2020 BatchDocument34 pagesElectronic Workshop (EWS) : B.Tech (ECE) - 2020 Batchsurendra yadavNo ratings yet
- Assignment Report1Document20 pagesAssignment Report1Keshav GopaulNo ratings yet
- Custom ScreeningDocument12 pagesCustom ScreeningpedroaraoztNo ratings yet
- ISARC 2020 Paper 55 PDFDocument8 pagesISARC 2020 Paper 55 PDFErika Paz YanezNo ratings yet
- Cadcam 2013Document50 pagesCadcam 2013Aryudhi ArmisNo ratings yet
- Desktop Manufacturing Use Machine Above This To Make ProductsFrom EverandDesktop Manufacturing Use Machine Above This To Make ProductsNo ratings yet
- Learn Critical Aspects of Pattern and Mould Making in FoundryFrom EverandLearn Critical Aspects of Pattern and Mould Making in FoundryNo ratings yet
- ESET0911Joshua and Lawal PDFDocument6 pagesESET0911Joshua and Lawal PDFVictor OmotoriogunNo ratings yet
- Introduction To Liquid Crystal Thermography: Advanced Thermal Solutions, IncDocument24 pagesIntroduction To Liquid Crystal Thermography: Advanced Thermal Solutions, Incjuhi_avelonNo ratings yet
- Pultrusion of Composites - An OverviewDocument15 pagesPultrusion of Composites - An OverviewAkhil DayaluNo ratings yet
- Specification GeotextileDocument10 pagesSpecification GeotextileRCBacayNo ratings yet
- Chapter5 ProblemsDocument5 pagesChapter5 ProblemsLaith Al-KinaniNo ratings yet
- SurfactantDocument26 pagesSurfactantApapond Jirasirichote100% (1)
- Solution Mining ProminingDocument6 pagesSolution Mining ProminingANKIT DEOGADENo ratings yet
- Piller Industrieventilatoren GMBHDocument19 pagesPiller Industrieventilatoren GMBHBlair MartinezNo ratings yet
- Hydrogen BondingDocument3 pagesHydrogen Bondingdjjagu908No ratings yet
- Thermodynamics Questions MCqsDocument6 pagesThermodynamics Questions MCqsGoverdhan ShresthaNo ratings yet
- Panfleto 165-2017 - Instrumentation For Chlorine ServiceDocument30 pagesPanfleto 165-2017 - Instrumentation For Chlorine ServiceLucas OliverNo ratings yet
- 04 Catalogue Material Testing 19-02-2021Document43 pages04 Catalogue Material Testing 19-02-2021Martin BarrientosNo ratings yet
- Citterio Zvučno Izolovane Sobe 2017 PDFDocument24 pagesCitterio Zvučno Izolovane Sobe 2017 PDFSrdjan ZajicNo ratings yet
- Cement and Concrete Research: R.J.M. Wolfs, F.P. Bos, T.A.M. SaletDocument14 pagesCement and Concrete Research: R.J.M. Wolfs, F.P. Bos, T.A.M. SaletficuniNo ratings yet
- Route Used For Collection and Transportation of Solid Waste of The CityDocument11 pagesRoute Used For Collection and Transportation of Solid Waste of The CityBro Patil100% (1)
- En VisciDocument14 pagesEn Visci23-1-01249No ratings yet
- Surface TextureDocument53 pagesSurface TextureJayant SisodiaNo ratings yet
- Scheme Acer Iconia Tablet A100 Compal La 7251pDocument3 pagesScheme Acer Iconia Tablet A100 Compal La 7251pDeyProNo ratings yet
- Impact Response of Elasto-Plastic Granular Chains Containing An Intruder ParticleDocument9 pagesImpact Response of Elasto-Plastic Granular Chains Containing An Intruder ParticleCesar HernandezNo ratings yet
- PI1508enA 9125527 Water Make-Up Systems Water Treatment PG Extract WebDocument20 pagesPI1508enA 9125527 Water Make-Up Systems Water Treatment PG Extract Webkepe81No ratings yet
- BS en 14317-1-2004Document30 pagesBS en 14317-1-2004Trong Hieu NguyenNo ratings yet
- TestforLipids ResearchLab3Document10 pagesTestforLipids ResearchLab3Mikaela Rome BigayNo ratings yet
- Quick Exam Notes NA Science Chemistry PDFDocument88 pagesQuick Exam Notes NA Science Chemistry PDFMaverickNo ratings yet
- Brochure GacoRoof WDocument2 pagesBrochure GacoRoof WRonald AyasoNo ratings yet
- Tooth Colour Restorative Materials in Ped DentDocument27 pagesTooth Colour Restorative Materials in Ped DentNilay ShahNo ratings yet
- Chapter - 1: Experimental Analysis of Concrete Incorporating Waste Foundry Sand and Waste Ceramic TilesDocument44 pagesChapter - 1: Experimental Analysis of Concrete Incorporating Waste Foundry Sand and Waste Ceramic TilesIrfan KhanNo ratings yet
- Fineness of Cement Astm C 204Document11 pagesFineness of Cement Astm C 204shree satsang100% (1)