
Whitepaper Remanufacturing Liebherr en
Whitepaper Remanufacturing Liebherr en
You might also like
- TASK 51-75-12-911-002 Repair of Damaged Top Coat For Metal, Composite and Glare PartsDocument4 pagesTASK 51-75-12-911-002 Repair of Damaged Top Coat For Metal, Composite and Glare Partsingeniero aeroestructurasNo ratings yet
- BS en 10223-3-2013Document28 pagesBS en 10223-3-2013Federico De MartiniNo ratings yet
- Astm A 123 - 2017Document9 pagesAstm A 123 - 2017Rodrigo PizarroNo ratings yet
- Re Manufacturing Trends and IssuesDocument14 pagesRe Manufacturing Trends and Issuescallisto69No ratings yet
- Welding Workshop ManualDocument16 pagesWelding Workshop ManualMuhammad FarooqNo ratings yet
- Fm-Ti-050 - Rev.0 Inspection Report Ultrasonic Examination - Eff.170107Document1 pageFm-Ti-050 - Rev.0 Inspection Report Ultrasonic Examination - Eff.170107Jindarat KasemsooksakulNo ratings yet
- Loctite 242 Threadlocker MSDSDocument6 pagesLoctite 242 Threadlocker MSDSFrancisco Xavier Castanho JardimNo ratings yet
- Company Profile PT. Intergy Global FormaDocument19 pagesCompany Profile PT. Intergy Global FormacaiccaicNo ratings yet
- SMAW WeldingDocument37 pagesSMAW Weldingvishwas salunkheNo ratings yet
- (Signed) Quality Manual Revision K 7th EditionDocument32 pages(Signed) Quality Manual Revision K 7th EditionCricri Cri100% (1)
- Work Instruction - WeldingDocument1 pageWork Instruction - WeldingAaron PerezNo ratings yet
- Pipe FittingDocument71 pagesPipe FittingFharishPutraNo ratings yet
- Modul 2 FittingDocument19 pagesModul 2 Fittingpetrocamp71No ratings yet
- Welding WorkshopDocument11 pagesWelding WorkshopMuhammad Tauseef ZafarNo ratings yet
- Inspection and Test Plan Cargo Barge: Page 1 of 2Document2 pagesInspection and Test Plan Cargo Barge: Page 1 of 2ferdyNo ratings yet
- CASH FLOW & RAB Yakob 1A (1) (1) - DikonversiDocument23 pagesCASH FLOW & RAB Yakob 1A (1) (1) - DikonversiAHMAD FADILLAHNo ratings yet
- ENV-SPV-DR-B-003 Fabrication Procedure-Rev - ADocument11 pagesENV-SPV-DR-B-003 Fabrication Procedure-Rev - AyoeyNo ratings yet
- TDS - Shell Gadus S3 V460 1 - EN PDFDocument2 pagesTDS - Shell Gadus S3 V460 1 - EN PDFdtcuongNo ratings yet
- Ring JointDocument2 pagesRing JointarianaseriNo ratings yet
- BKI Vol3Document238 pagesBKI Vol3Roy_engineer100% (2)
- Astm A53 Grade B Pipe ManufacturersDocument4 pagesAstm A53 Grade B Pipe ManufacturersRajendra FittingsNo ratings yet
- GSB-Form-247 Dimension Inspection Report (Nozzle)Document1 pageGSB-Form-247 Dimension Inspection Report (Nozzle)Made GileeNo ratings yet
- W32 Qualification Scheme For Welders of Hull Structural Steels W32Document15 pagesW32 Qualification Scheme For Welders of Hull Structural Steels W32Muhamad ShakyreenNo ratings yet
- TR Electronics-Semicon Production Line Machine Servicing NC IIIDocument121 pagesTR Electronics-Semicon Production Line Machine Servicing NC IIIAljon BalanagNo ratings yet
- NEW SNI 375-2019 High Carbon Steel Wire Rod - ENDocument14 pagesNEW SNI 375-2019 High Carbon Steel Wire Rod - ENDyaIrieNo ratings yet
- Neral Policy - Qualified Welding Procedure Specifications (QWPS) PROCESSPIPING PDFDocument26 pagesNeral Policy - Qualified Welding Procedure Specifications (QWPS) PROCESSPIPING PDFcarlosNo ratings yet
- WPS FormatDocument2 pagesWPS FormatHarshit AdwaniNo ratings yet
- ASME Sec VIII The Most Common Code Used For Designing Pressure Vessels in Oil & GasDocument19 pagesASME Sec VIII The Most Common Code Used For Designing Pressure Vessels in Oil & GasShieeplNo ratings yet
- Steam Regulation of 1930Document22 pagesSteam Regulation of 1930Shafnur HamdiNo ratings yet
- Refrigerated Pertamina Tanjung Sekong Merak Visual Examination Welding Repair ReportDocument2 pagesRefrigerated Pertamina Tanjung Sekong Merak Visual Examination Welding Repair ReportNauval Labiby N M100% (1)
- PQCS Tube Flange Rough - CuttingDocument1 pagePQCS Tube Flange Rough - CuttingBalram JiNo ratings yet
- WPS and MOS For Welder TestDocument8 pagesWPS and MOS For Welder TestDo Van HUNGNo ratings yet
- Magnetic Particle Inspection ReportDocument4 pagesMagnetic Particle Inspection ReportRonniNo ratings yet
- Company Profile PT Inspektindo PratamaDocument15 pagesCompany Profile PT Inspektindo PratamaIwan HusdiantamaNo ratings yet
- Lincoln® 71C: Conformance Welding PositionsDocument2 pagesLincoln® 71C: Conformance Welding PositionsBernardo Bardott0% (1)
- Annual OkDocument22 pagesAnnual OkdennisjuntakNo ratings yet
- Product Data Sheet: Typical PropertiesDocument2 pagesProduct Data Sheet: Typical PropertiesManufaktur Sinar JoyoboyoNo ratings yet
- Pt. Saferad Servis Indonesia: Ultrasonic Inspection ReportDocument3 pagesPt. Saferad Servis Indonesia: Ultrasonic Inspection Reportkucing_batam0% (1)
- Works Instructions Micro Hardness TesterDocument2 pagesWorks Instructions Micro Hardness Testeryadu kumar singhNo ratings yet
- FG - ASCQ3109 - Welding and Quality Technician - Final - PKG - 01.08.2019 PDFDocument390 pagesFG - ASCQ3109 - Welding and Quality Technician - Final - PKG - 01.08.2019 PDFJim KaliNo ratings yet
- GSB-Form-245 Dimension Inspection Report (Wall Thickness)Document1 pageGSB-Form-245 Dimension Inspection Report (Wall Thickness)Made GileeNo ratings yet
- Welding Wire Diameter CHART PDFDocument1 pageWelding Wire Diameter CHART PDFFerhat KahveciNo ratings yet
- WPQT Schedule Plan Rev.1aDocument1 pageWPQT Schedule Plan Rev.1asaffririzal4237No ratings yet
- Prevention Costs: Appraisal Costs: Internal Failure Costs: External Failure CostsDocument35 pagesPrevention Costs: Appraisal Costs: Internal Failure Costs: External Failure CostsRaniaNo ratings yet
- MQP - 1 PDFDocument15 pagesMQP - 1 PDFDoita Dutta ChoudhuryNo ratings yet
- TopCoreBelco 101 FCDocument9 pagesTopCoreBelco 101 FCCesar ArellanoNo ratings yet
- (19348-036) - Mud Skip - 11978032Document2 pages(19348-036) - Mud Skip - 11978032mujeeb100% (1)
- Muhammad. Adrees Malik: Work ExperienceDocument3 pagesMuhammad. Adrees Malik: Work ExperienceManda Khel Apna DesNo ratings yet
- Welding Quality Control Plan (WQCP) Requirements: OrganizationDocument2 pagesWelding Quality Control Plan (WQCP) Requirements: Organizationmangalraj900No ratings yet
- 2 - RPD - PT - B31.3 - 02 - Penetrant, REV 00Document13 pages2 - RPD - PT - B31.3 - 02 - Penetrant, REV 00Abdul KharisNo ratings yet
- CWRVC-1 2nd Edition 15085Document10 pagesCWRVC-1 2nd Edition 15085Cristi OgaruNo ratings yet
- PMF-012-COM-013 v1 Non Conformance ReportDocument5 pagesPMF-012-COM-013 v1 Non Conformance ReportAbdul RafeequeNo ratings yet
- Brosur BridgestoneDocument12 pagesBrosur BridgestoneWahyuni SalmanNo ratings yet
- Final ESCO NB PDFDocument1 pageFinal ESCO NB PDFRio CahyantoNo ratings yet
- Profile PT. Double Waves IndonesiaDocument19 pagesProfile PT. Double Waves Indonesiaimam santosoNo ratings yet
- Icr-Pr-18 NDT ProcedureDocument4 pagesIcr-Pr-18 NDT ProcedureBauyrzhanNo ratings yet
- Gosyen Company Profile - 2015 Rev 1Document8 pagesGosyen Company Profile - 2015 Rev 1Rery Dwi SNo ratings yet
- Aws N-1 WPS-PQR FormDocument2 pagesAws N-1 WPS-PQR FormEdwin MariacaNo ratings yet
- PVPS Circular-EconomyDocument7 pagesPVPS Circular-Economysimaproindia4958No ratings yet
- Tractebel - Industrial Energy AuditDocument2 pagesTractebel - Industrial Energy AuditsharvinNo ratings yet
- Green Engineering - Principles and Applications in Modern SocietyDocument27 pagesGreen Engineering - Principles and Applications in Modern SocietyMichelle CrawfordNo ratings yet
- Carbon Fibre Manufacturing CostsDocument8 pagesCarbon Fibre Manufacturing CostsGabriel Piñana NaharroNo ratings yet
- Npw2018 I4 Reman NitieDocument1 pageNpw2018 I4 Reman Nitieashutosh2512No ratings yet
- Cold Room Puf PanelDocument3 pagesCold Room Puf PanelMotivation skillsNo ratings yet
- 12th International Conference On Magnesium Alloys and Their Applications (MG 2021) Meyer StoneDocument10 pages12th International Conference On Magnesium Alloys and Their Applications (MG 2021) Meyer Stonea stoneNo ratings yet
- Batch-Operated Filtration Centrifuge: SeparationDocument16 pagesBatch-Operated Filtration Centrifuge: SeparationWebquiqueNo ratings yet
- GP Sheet Stock HosurDocument4 pagesGP Sheet Stock HosurSURANA1973No ratings yet
- Volume 61 Issue 1-51 Paper PDFDocument4 pagesVolume 61 Issue 1-51 Paper PDFwefewfwefNo ratings yet
- S/N Codes and Standards Revision American Petroleum Institute (API)Document11 pagesS/N Codes and Standards Revision American Petroleum Institute (API)Benedict OgbaghaNo ratings yet
- Tomas de Fondo 2Document2 pagesTomas de Fondo 2alfredoNo ratings yet
- Debt Free CompaniesDocument43 pagesDebt Free CompaniesWajid KNo ratings yet
- CID A-A-1925A - Shield, Expansion (Nail Anchors), With Notices 1-2Document7 pagesCID A-A-1925A - Shield, Expansion (Nail Anchors), With Notices 1-2エドワードNo ratings yet
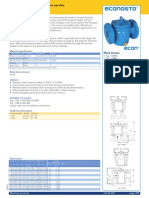
- ASTAVA BV Holland CatalogDocument28 pagesASTAVA BV Holland CatalogXavierNo ratings yet
- 6.2 Aircraft Material - Non Ferrous - Unsurya 2019Document78 pages6.2 Aircraft Material - Non Ferrous - Unsurya 2019Raihan Farhan RamadhanNo ratings yet
- Steel UserguideDocument50 pagesSteel UserguideBhanu Pratap ChoudhuryNo ratings yet
- Ppe Safety During Welding & Fabrication WorkDocument30 pagesPpe Safety During Welding & Fabrication WorkMadhan M100% (2)
- Estimate FormatDocument63 pagesEstimate FormatMARY LORRAINE MENDOZANo ratings yet
- Hard Part Turning Fundamentals PDFDocument26 pagesHard Part Turning Fundamentals PDFPrashant TalnikarNo ratings yet
- Steel Trunks Large Size: B, Weight-12.6 KGS, Length-820 MM, Width-410mm, Height-300 MMDocument2 pagesSteel Trunks Large Size: B, Weight-12.6 KGS, Length-820 MM, Width-410mm, Height-300 MMMohamed MusaNo ratings yet
- Glencore's Tailspin - Global Mining ObserverDocument7 pagesGlencore's Tailspin - Global Mining ObserverOwm Close CorporationNo ratings yet
- Analysis of Causes For Under-Capacity Production of The Ethiopian Re-Bar Manufacturing IndustryDocument80 pagesAnalysis of Causes For Under-Capacity Production of The Ethiopian Re-Bar Manufacturing IndustrySeidbanttiNo ratings yet
- Supercoat ProcessDocument8 pagesSupercoat ProcesssanjaigNo ratings yet
- Rotary Friction Welding of Aluminium Using Lathe: Keywords: AbstractDocument8 pagesRotary Friction Welding of Aluminium Using Lathe: Keywords: AbstractAditya UNo ratings yet
- Types of Grilling Materials: Submitted by - DigangganaDocument18 pagesTypes of Grilling Materials: Submitted by - DigangganaDiganggana BharadwajNo ratings yet
- 007 Hardware and Locking - Jun-19Document8 pages007 Hardware and Locking - Jun-19Đức Huấn Đỗ100% (1)
- Personal Record Book: Industrial Mechanic (Millwright)Document32 pagesPersonal Record Book: Industrial Mechanic (Millwright)Certified Rabbits LoverNo ratings yet
- E-CATALOGUE EngDocument46 pagesE-CATALOGUE EngMeet JaniNo ratings yet
- Blacksmith Fundamentals PDFDocument47 pagesBlacksmith Fundamentals PDFHumberto AraujoNo ratings yet
- Paper 3Document38 pagesPaper 3nafayzaman03No ratings yet
- Company Profile: Pt. Prondt Indo UtamaDocument26 pagesCompany Profile: Pt. Prondt Indo UtamaAndy AhmadNo ratings yet






















































































Download as pdf or txt
You might also like
- TASK 51-75-12-911-002 Repair of Damaged Top Coat For Metal, Composite and Glare PartsDocument4 pagesTASK 51-75-12-911-002 Repair of Damaged Top Coat For Metal, Composite and Glare Partsingeniero aeroestructurasNo ratings yet
- BS en 10223-3-2013Document28 pagesBS en 10223-3-2013Federico De MartiniNo ratings yet
- Astm A 123 - 2017Document9 pagesAstm A 123 - 2017Rodrigo PizarroNo ratings yet
- Re Manufacturing Trends and IssuesDocument14 pagesRe Manufacturing Trends and Issuescallisto69No ratings yet
- Welding Workshop ManualDocument16 pagesWelding Workshop ManualMuhammad FarooqNo ratings yet
- Fm-Ti-050 - Rev.0 Inspection Report Ultrasonic Examination - Eff.170107Document1 pageFm-Ti-050 - Rev.0 Inspection Report Ultrasonic Examination - Eff.170107Jindarat KasemsooksakulNo ratings yet
- Loctite 242 Threadlocker MSDSDocument6 pagesLoctite 242 Threadlocker MSDSFrancisco Xavier Castanho JardimNo ratings yet
- Company Profile PT. Intergy Global FormaDocument19 pagesCompany Profile PT. Intergy Global FormacaiccaicNo ratings yet
- SMAW WeldingDocument37 pagesSMAW Weldingvishwas salunkheNo ratings yet
- (Signed) Quality Manual Revision K 7th EditionDocument32 pages(Signed) Quality Manual Revision K 7th EditionCricri Cri100% (1)
- Work Instruction - WeldingDocument1 pageWork Instruction - WeldingAaron PerezNo ratings yet
- Pipe FittingDocument71 pagesPipe FittingFharishPutraNo ratings yet
- Modul 2 FittingDocument19 pagesModul 2 Fittingpetrocamp71No ratings yet
- Welding WorkshopDocument11 pagesWelding WorkshopMuhammad Tauseef ZafarNo ratings yet
- Inspection and Test Plan Cargo Barge: Page 1 of 2Document2 pagesInspection and Test Plan Cargo Barge: Page 1 of 2ferdyNo ratings yet
- CASH FLOW & RAB Yakob 1A (1) (1) - DikonversiDocument23 pagesCASH FLOW & RAB Yakob 1A (1) (1) - DikonversiAHMAD FADILLAHNo ratings yet
- ENV-SPV-DR-B-003 Fabrication Procedure-Rev - ADocument11 pagesENV-SPV-DR-B-003 Fabrication Procedure-Rev - AyoeyNo ratings yet
- TDS - Shell Gadus S3 V460 1 - EN PDFDocument2 pagesTDS - Shell Gadus S3 V460 1 - EN PDFdtcuongNo ratings yet
- Ring JointDocument2 pagesRing JointarianaseriNo ratings yet
- BKI Vol3Document238 pagesBKI Vol3Roy_engineer100% (2)
- Astm A53 Grade B Pipe ManufacturersDocument4 pagesAstm A53 Grade B Pipe ManufacturersRajendra FittingsNo ratings yet
- GSB-Form-247 Dimension Inspection Report (Nozzle)Document1 pageGSB-Form-247 Dimension Inspection Report (Nozzle)Made GileeNo ratings yet
- W32 Qualification Scheme For Welders of Hull Structural Steels W32Document15 pagesW32 Qualification Scheme For Welders of Hull Structural Steels W32Muhamad ShakyreenNo ratings yet
- TR Electronics-Semicon Production Line Machine Servicing NC IIIDocument121 pagesTR Electronics-Semicon Production Line Machine Servicing NC IIIAljon BalanagNo ratings yet
- NEW SNI 375-2019 High Carbon Steel Wire Rod - ENDocument14 pagesNEW SNI 375-2019 High Carbon Steel Wire Rod - ENDyaIrieNo ratings yet
- Neral Policy - Qualified Welding Procedure Specifications (QWPS) PROCESSPIPING PDFDocument26 pagesNeral Policy - Qualified Welding Procedure Specifications (QWPS) PROCESSPIPING PDFcarlosNo ratings yet
- WPS FormatDocument2 pagesWPS FormatHarshit AdwaniNo ratings yet
- ASME Sec VIII The Most Common Code Used For Designing Pressure Vessels in Oil & GasDocument19 pagesASME Sec VIII The Most Common Code Used For Designing Pressure Vessels in Oil & GasShieeplNo ratings yet
- Steam Regulation of 1930Document22 pagesSteam Regulation of 1930Shafnur HamdiNo ratings yet
- Refrigerated Pertamina Tanjung Sekong Merak Visual Examination Welding Repair ReportDocument2 pagesRefrigerated Pertamina Tanjung Sekong Merak Visual Examination Welding Repair ReportNauval Labiby N M100% (1)
- PQCS Tube Flange Rough - CuttingDocument1 pagePQCS Tube Flange Rough - CuttingBalram JiNo ratings yet
- WPS and MOS For Welder TestDocument8 pagesWPS and MOS For Welder TestDo Van HUNGNo ratings yet
- Magnetic Particle Inspection ReportDocument4 pagesMagnetic Particle Inspection ReportRonniNo ratings yet
- Company Profile PT Inspektindo PratamaDocument15 pagesCompany Profile PT Inspektindo PratamaIwan HusdiantamaNo ratings yet
- Lincoln® 71C: Conformance Welding PositionsDocument2 pagesLincoln® 71C: Conformance Welding PositionsBernardo Bardott0% (1)
- Annual OkDocument22 pagesAnnual OkdennisjuntakNo ratings yet
- Product Data Sheet: Typical PropertiesDocument2 pagesProduct Data Sheet: Typical PropertiesManufaktur Sinar JoyoboyoNo ratings yet
- Pt. Saferad Servis Indonesia: Ultrasonic Inspection ReportDocument3 pagesPt. Saferad Servis Indonesia: Ultrasonic Inspection Reportkucing_batam0% (1)
- Works Instructions Micro Hardness TesterDocument2 pagesWorks Instructions Micro Hardness Testeryadu kumar singhNo ratings yet
- FG - ASCQ3109 - Welding and Quality Technician - Final - PKG - 01.08.2019 PDFDocument390 pagesFG - ASCQ3109 - Welding and Quality Technician - Final - PKG - 01.08.2019 PDFJim KaliNo ratings yet
- GSB-Form-245 Dimension Inspection Report (Wall Thickness)Document1 pageGSB-Form-245 Dimension Inspection Report (Wall Thickness)Made GileeNo ratings yet
- Welding Wire Diameter CHART PDFDocument1 pageWelding Wire Diameter CHART PDFFerhat KahveciNo ratings yet
- WPQT Schedule Plan Rev.1aDocument1 pageWPQT Schedule Plan Rev.1asaffririzal4237No ratings yet
- Prevention Costs: Appraisal Costs: Internal Failure Costs: External Failure CostsDocument35 pagesPrevention Costs: Appraisal Costs: Internal Failure Costs: External Failure CostsRaniaNo ratings yet
- MQP - 1 PDFDocument15 pagesMQP - 1 PDFDoita Dutta ChoudhuryNo ratings yet
- TopCoreBelco 101 FCDocument9 pagesTopCoreBelco 101 FCCesar ArellanoNo ratings yet
- (19348-036) - Mud Skip - 11978032Document2 pages(19348-036) - Mud Skip - 11978032mujeeb100% (1)
- Muhammad. Adrees Malik: Work ExperienceDocument3 pagesMuhammad. Adrees Malik: Work ExperienceManda Khel Apna DesNo ratings yet
- Welding Quality Control Plan (WQCP) Requirements: OrganizationDocument2 pagesWelding Quality Control Plan (WQCP) Requirements: Organizationmangalraj900No ratings yet
- 2 - RPD - PT - B31.3 - 02 - Penetrant, REV 00Document13 pages2 - RPD - PT - B31.3 - 02 - Penetrant, REV 00Abdul KharisNo ratings yet
- CWRVC-1 2nd Edition 15085Document10 pagesCWRVC-1 2nd Edition 15085Cristi OgaruNo ratings yet
- PMF-012-COM-013 v1 Non Conformance ReportDocument5 pagesPMF-012-COM-013 v1 Non Conformance ReportAbdul RafeequeNo ratings yet
- Brosur BridgestoneDocument12 pagesBrosur BridgestoneWahyuni SalmanNo ratings yet
- Final ESCO NB PDFDocument1 pageFinal ESCO NB PDFRio CahyantoNo ratings yet
- Profile PT. Double Waves IndonesiaDocument19 pagesProfile PT. Double Waves Indonesiaimam santosoNo ratings yet
- Icr-Pr-18 NDT ProcedureDocument4 pagesIcr-Pr-18 NDT ProcedureBauyrzhanNo ratings yet
- Gosyen Company Profile - 2015 Rev 1Document8 pagesGosyen Company Profile - 2015 Rev 1Rery Dwi SNo ratings yet
- Aws N-1 WPS-PQR FormDocument2 pagesAws N-1 WPS-PQR FormEdwin MariacaNo ratings yet
- PVPS Circular-EconomyDocument7 pagesPVPS Circular-Economysimaproindia4958No ratings yet
- Tractebel - Industrial Energy AuditDocument2 pagesTractebel - Industrial Energy AuditsharvinNo ratings yet
- Green Engineering - Principles and Applications in Modern SocietyDocument27 pagesGreen Engineering - Principles and Applications in Modern SocietyMichelle CrawfordNo ratings yet
- Carbon Fibre Manufacturing CostsDocument8 pagesCarbon Fibre Manufacturing CostsGabriel Piñana NaharroNo ratings yet
- Npw2018 I4 Reman NitieDocument1 pageNpw2018 I4 Reman Nitieashutosh2512No ratings yet
- Cold Room Puf PanelDocument3 pagesCold Room Puf PanelMotivation skillsNo ratings yet
- 12th International Conference On Magnesium Alloys and Their Applications (MG 2021) Meyer StoneDocument10 pages12th International Conference On Magnesium Alloys and Their Applications (MG 2021) Meyer Stonea stoneNo ratings yet
- Batch-Operated Filtration Centrifuge: SeparationDocument16 pagesBatch-Operated Filtration Centrifuge: SeparationWebquiqueNo ratings yet
- GP Sheet Stock HosurDocument4 pagesGP Sheet Stock HosurSURANA1973No ratings yet
- Volume 61 Issue 1-51 Paper PDFDocument4 pagesVolume 61 Issue 1-51 Paper PDFwefewfwefNo ratings yet
- S/N Codes and Standards Revision American Petroleum Institute (API)Document11 pagesS/N Codes and Standards Revision American Petroleum Institute (API)Benedict OgbaghaNo ratings yet
- Tomas de Fondo 2Document2 pagesTomas de Fondo 2alfredoNo ratings yet
- Debt Free CompaniesDocument43 pagesDebt Free CompaniesWajid KNo ratings yet
- CID A-A-1925A - Shield, Expansion (Nail Anchors), With Notices 1-2Document7 pagesCID A-A-1925A - Shield, Expansion (Nail Anchors), With Notices 1-2エドワードNo ratings yet
- ASTAVA BV Holland CatalogDocument28 pagesASTAVA BV Holland CatalogXavierNo ratings yet
- 6.2 Aircraft Material - Non Ferrous - Unsurya 2019Document78 pages6.2 Aircraft Material - Non Ferrous - Unsurya 2019Raihan Farhan RamadhanNo ratings yet
- Steel UserguideDocument50 pagesSteel UserguideBhanu Pratap ChoudhuryNo ratings yet
- Ppe Safety During Welding & Fabrication WorkDocument30 pagesPpe Safety During Welding & Fabrication WorkMadhan M100% (2)
- Estimate FormatDocument63 pagesEstimate FormatMARY LORRAINE MENDOZANo ratings yet
- Hard Part Turning Fundamentals PDFDocument26 pagesHard Part Turning Fundamentals PDFPrashant TalnikarNo ratings yet
- Steel Trunks Large Size: B, Weight-12.6 KGS, Length-820 MM, Width-410mm, Height-300 MMDocument2 pagesSteel Trunks Large Size: B, Weight-12.6 KGS, Length-820 MM, Width-410mm, Height-300 MMMohamed MusaNo ratings yet
- Glencore's Tailspin - Global Mining ObserverDocument7 pagesGlencore's Tailspin - Global Mining ObserverOwm Close CorporationNo ratings yet
- Analysis of Causes For Under-Capacity Production of The Ethiopian Re-Bar Manufacturing IndustryDocument80 pagesAnalysis of Causes For Under-Capacity Production of The Ethiopian Re-Bar Manufacturing IndustrySeidbanttiNo ratings yet
- Supercoat ProcessDocument8 pagesSupercoat ProcesssanjaigNo ratings yet
- Rotary Friction Welding of Aluminium Using Lathe: Keywords: AbstractDocument8 pagesRotary Friction Welding of Aluminium Using Lathe: Keywords: AbstractAditya UNo ratings yet
- Types of Grilling Materials: Submitted by - DigangganaDocument18 pagesTypes of Grilling Materials: Submitted by - DigangganaDiganggana BharadwajNo ratings yet
- 007 Hardware and Locking - Jun-19Document8 pages007 Hardware and Locking - Jun-19Đức Huấn Đỗ100% (1)
- Personal Record Book: Industrial Mechanic (Millwright)Document32 pagesPersonal Record Book: Industrial Mechanic (Millwright)Certified Rabbits LoverNo ratings yet
- E-CATALOGUE EngDocument46 pagesE-CATALOGUE EngMeet JaniNo ratings yet
- Blacksmith Fundamentals PDFDocument47 pagesBlacksmith Fundamentals PDFHumberto AraujoNo ratings yet
- Paper 3Document38 pagesPaper 3nafayzaman03No ratings yet
- Company Profile: Pt. Prondt Indo UtamaDocument26 pagesCompany Profile: Pt. Prondt Indo UtamaAndy AhmadNo ratings yet