Download as pdf or txt
You might also like
- Organic Chemistry Question IB Chem SLDocument40 pagesOrganic Chemistry Question IB Chem SLAarav Verma100% (1)
- Merox Operating ManualDocument76 pagesMerox Operating ManualJessica100% (2)
- Fischer-Tropsch (FT) ProcessDocument18 pagesFischer-Tropsch (FT) ProcessNur Ainie Baharudin100% (4)
- Nitric Acid Production PDFDocument87 pagesNitric Acid Production PDFmohamedNo ratings yet
- Advanced Pharmaceutical analysisFrom EverandAdvanced Pharmaceutical analysisRating: 4.5 out of 5 stars4.5/5 (2)
- Hydrodesulfurization Unit For Natural Gas Condensate: Simulation Based On Aspen Plus SoftwareDocument7 pagesHydrodesulfurization Unit For Natural Gas Condensate: Simulation Based On Aspen Plus SoftwareRuben MaciasNo ratings yet
- Demetallation and Recovery of Fuel Hazardous WasteDocument10 pagesDemetallation and Recovery of Fuel Hazardous WasteDan MatNo ratings yet
- 16 - Impurities Removal From Liqued FuelsDocument21 pages16 - Impurities Removal From Liqued FuelsSHREENo ratings yet
- Gas Processing CourseDocument235 pagesGas Processing CourseIbraheem ElBakry88% (8)
- Sunny 2016Document10 pagesSunny 2016Maria Belen Cunalata HilañoNo ratings yet
- Merox Sistem Merchaptan PDFDocument8 pagesMerox Sistem Merchaptan PDFNur Akhit Ayah AqilahNo ratings yet
- Key Words: Sweetening of Light Hydrocarbons, Jet Fuel, Gas Condensates and Light OilsDocument8 pagesKey Words: Sweetening of Light Hydrocarbons, Jet Fuel, Gas Condensates and Light OilsMarcelo Varejão CasarinNo ratings yet
- Pilot-Scale Biological Sulfide Oxidation Process For Treating Effluent From Rayon IndustryDocument14 pagesPilot-Scale Biological Sulfide Oxidation Process For Treating Effluent From Rayon IndustryMyo KyawNo ratings yet
- 1 s2.0 S1110062115300404 MainDocument12 pages1 s2.0 S1110062115300404 MainMuhammad Aizuddin Zainal AbidinNo ratings yet
- (192 - CATtech) Group 03 - Hydrogen Production and Synthesis Gas Reactions - FinalDocument20 pages(192 - CATtech) Group 03 - Hydrogen Production and Synthesis Gas Reactions - FinalNguyễn Văn HòaNo ratings yet
- Modern Spent-Caustic Wastewater Treatment Simulation by Aspen Plus in Electrolytic MediumDocument10 pagesModern Spent-Caustic Wastewater Treatment Simulation by Aspen Plus in Electrolytic MediumarmanNo ratings yet
- Production and Characterization of Granular Activated Carbon From Activated SludgeDocument10 pagesProduction and Characterization of Granular Activated Carbon From Activated SludgejshrikantNo ratings yet
- 1 PDFDocument15 pages1 PDFJulian Ruiz MejiaNo ratings yet
- Merox Catalyst ImpregnationDocument8 pagesMerox Catalyst ImpregnationLijo ThomasNo ratings yet
- PTP-19.1 HandoutDocument11 pagesPTP-19.1 HandoutJayNo ratings yet
- Wate Treatment Gold RefineryDocument11 pagesWate Treatment Gold RefineryYorman Zambrano SilvaNo ratings yet
- Update Spent Caustic TreatmentDocument4 pagesUpdate Spent Caustic TreatmentEkaphol SiriwongsarnNo ratings yet
- Diesel Hydrodesulphurization (DHDS) / Hydrotreating (DHDT) TechnologyDocument10 pagesDiesel Hydrodesulphurization (DHDS) / Hydrotreating (DHDT) Technologyalok sahuNo ratings yet
- Revamp of Naphtha Hydrotreating Process in An Iranian RefineryDocument6 pagesRevamp of Naphtha Hydrotreating Process in An Iranian RefineryRicardo Alejandro Ruiz NavasNo ratings yet
- Application of Palladium Supported On FuDocument6 pagesApplication of Palladium Supported On FuDan MatNo ratings yet
- Hazira PlantDocument7 pagesHazira PlantRahul BhandurgeNo ratings yet
- Zhao 2004Document7 pagesZhao 200463011273No ratings yet
- Ammonia Plant Fundamentals PDFDocument27 pagesAmmonia Plant Fundamentals PDFMubarik Ali100% (1)
- Hgu ProcessDocument8 pagesHgu ProcessAbhishek GogoiNo ratings yet
- Sodium Percarbonate PDFDocument16 pagesSodium Percarbonate PDFillpraydo2No ratings yet
- Nitric Acid and Aluminium-Sodium: Report OnDocument31 pagesNitric Acid and Aluminium-Sodium: Report OnDisha GardiNo ratings yet
- MOD-8 Enviroment Issues and New TrendsDocument12 pagesMOD-8 Enviroment Issues and New Trendsnizam17No ratings yet
- Whitepaper: Overcoming Challenges of Sulfur Analysis in Natural Gas and Gaseous FuelsDocument8 pagesWhitepaper: Overcoming Challenges of Sulfur Analysis in Natural Gas and Gaseous FuelsSiti Fajar karinaNo ratings yet
- 1 s2.0 S0960148122010801 MainDocument10 pages1 s2.0 S0960148122010801 MainRiandy PutraNo ratings yet
- DesulphurizationDocument43 pagesDesulphurizationNithinKallayilNo ratings yet
- Kinetic Studies and Evaluation of Nanoporous Carbon For Desulfurization of Fuels Coupled With GC-SCD Detection MethodDocument3 pagesKinetic Studies and Evaluation of Nanoporous Carbon For Desulfurization of Fuels Coupled With GC-SCD Detection MethodzibaNo ratings yet
- B442vs2 1Document10 pagesB442vs2 1Dario BonillaNo ratings yet
- Thesis Hydro TreatingDocument186 pagesThesis Hydro TreatingHumas Shaukat100% (5)
- Barquette PlastiqueDocument8 pagesBarquette Plastiquemahmoud akermiNo ratings yet
- A New Method For Enhancing The PerformanDocument11 pagesA New Method For Enhancing The Performantrunghieucni75No ratings yet
- Ammonia Simulation PaperDocument11 pagesAmmonia Simulation Paperjainrakeshj4987No ratings yet
- IJSRDV7I50213Document11 pagesIJSRDV7I50213Maame DurowaaNo ratings yet
- Raw Nat GasDocument15 pagesRaw Nat GasamirlngNo ratings yet
- Production of Nitrogen From The Air During Cryogenic Process and Analyzing The Air Feed in Raslanlf Utilities For Oil & GasDocument11 pagesProduction of Nitrogen From The Air During Cryogenic Process and Analyzing The Air Feed in Raslanlf Utilities For Oil & GasBurak GülenNo ratings yet
- The Detoxification of Gold-Mill Tailings With Hydrogen PeroxideDocument5 pagesThe Detoxification of Gold-Mill Tailings With Hydrogen PeroxideWilliam EliezerNo ratings yet
- Deep Removal of 4,6-Dimethyldibenzothiophene From Model Transportation Diesel Fuels Over Reactive AdsorbentDocument8 pagesDeep Removal of 4,6-Dimethyldibenzothiophene From Model Transportation Diesel Fuels Over Reactive AdsorbentmahsaNo ratings yet
- Economic Analysis For Wet Oxidation Processes For The Treatment of Mixed Refinery Spent CausticDocument7 pagesEconomic Analysis For Wet Oxidation Processes For The Treatment of Mixed Refinery Spent Causticferchosb12No ratings yet
- Nitric Acid: Lecture By: Engr. Mina ArshadDocument27 pagesNitric Acid: Lecture By: Engr. Mina ArshadDanish BaigNo ratings yet
- Physicochemical Characterization and Applications of NaphthaDocument7 pagesPhysicochemical Characterization and Applications of NaphthaCherie AdamsNo ratings yet
- Hydrogen Peroxide and Inorganic Peroxy Compounds: Dignadice, Nestly Pado-Ong, Christie Jean Tuparan, Jeeleigh AmorDocument27 pagesHydrogen Peroxide and Inorganic Peroxy Compounds: Dignadice, Nestly Pado-Ong, Christie Jean Tuparan, Jeeleigh AmorjantskieNo ratings yet
- 4500 NitrogenoDocument6 pages4500 NitrogenoPenelope MeloNo ratings yet
- College of Engineering Department of Petroleum and Chemical Engineering Course Name: Petroleum Refining Operations Fall SemesterDocument23 pagesCollege of Engineering Department of Petroleum and Chemical Engineering Course Name: Petroleum Refining Operations Fall Semestermalak100% (1)
- Bebidas CarbonatadasDocument5 pagesBebidas CarbonatadasVanessa PenaNo ratings yet
- 07 MercurysDocument6 pages07 MercurysClarence ChNo ratings yet
- 1.4 Ammonia - Syn Gas PrepDocument56 pages1.4 Ammonia - Syn Gas PrepMahmud Rahman BizoyNo ratings yet
- Determination of Traces in Natural GasDocument34 pagesDetermination of Traces in Natural GasDr. Wisam Al-Shalchi100% (6)
- Graphene-based Carbocatalysis: Synthesis, Properties and Applications: Volume 1From EverandGraphene-based Carbocatalysis: Synthesis, Properties and Applications: Volume 1No ratings yet
- Natural Gas: Operations and Transport: A Handbook for Students of the Natural Gas IndustryFrom EverandNatural Gas: Operations and Transport: A Handbook for Students of the Natural Gas IndustryNo ratings yet
- Advances in Organometallic Chemistry and Catalysis: The Silver / Gold Jubilee International Conference on Organometallic Chemistry Celebratory BookFrom EverandAdvances in Organometallic Chemistry and Catalysis: The Silver / Gold Jubilee International Conference on Organometallic Chemistry Celebratory BookArmando J. L. PombeiroRating: 5 out of 5 stars5/5 (1)
- Synthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsFrom EverandSynthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsTilman J. SchildhauerNo ratings yet
- TN 04Document6 pagesTN 04KHALED KHALEDNo ratings yet
- Spotleak 1009-nz Sds 2021Document9 pagesSpotleak 1009-nz Sds 2021KHALED KHALEDNo ratings yet
- D-006 Anexo 1 Odor Fade - Possible Causes and RemediesDocument16 pagesD-006 Anexo 1 Odor Fade - Possible Causes and RemediesKHALED KHALEDNo ratings yet
- Gas For Energy - GIS - Juretic - Skopljak StulicDocument7 pagesGas For Energy - GIS - Juretic - Skopljak StulicKHALED KHALEDNo ratings yet
- Principles of Odorization: Thomas E. Tucker Odor-TechDocument4 pagesPrinciples of Odorization: Thomas E. Tucker Odor-TechKHALED KHALEDNo ratings yet
- Principles of Odorization: Edwin H. Roberson Natural Gas Odorizing, IncDocument3 pagesPrinciples of Odorization: Edwin H. Roberson Natural Gas Odorizing, IncKHALED KHALEDNo ratings yet
- Kostowski Jarczyk Gorny SDEWESDocument18 pagesKostowski Jarczyk Gorny SDEWESKHALED KHALEDNo ratings yet
- Copie de US2899444-1Document4 pagesCopie de US2899444-1KHALED KHALEDNo ratings yet
- Gi Od 09 04Document16 pagesGi Od 09 04KHALED KHALEDNo ratings yet
- IGS-M-CH-38 (1) Oct IGS. Iranian Gas Standards $ - &' (! ! Odorant To Be Used For Odorization of Natural Gas-1Document12 pagesIGS-M-CH-38 (1) Oct IGS. Iranian Gas Standards $ - &' (! ! Odorant To Be Used For Odorization of Natural Gas-1KHALED KHALEDNo ratings yet
- Apth Unit4Document40 pagesApth Unit4Deepak GovindanNo ratings yet
- Chapter - 5 Minerals and Energy ResourcesDocument23 pagesChapter - 5 Minerals and Energy ResourcesRohan PatelNo ratings yet
- Column Internals ImagesDocument10 pagesColumn Internals ImagespandianvijaybharathiNo ratings yet
- TECE2Document8 pagesTECE2ahmedNo ratings yet
- Inter Conversions of Functional GroupsDocument9 pagesInter Conversions of Functional Groupssaqib sulmanNo ratings yet
- Interaction of Light With MatterDocument6 pagesInteraction of Light With MatteraarthijayakumarNo ratings yet
- 3.3bjhbbbb BattttttDocument14 pages3.3bjhbbbb BattttttSipu GiriNo ratings yet
- Liuid Ring Vacuum TechnologyDocument3 pagesLiuid Ring Vacuum Technologymember1000No ratings yet
- Smart Solar Panels Project The Design OutlineDocument5 pagesSmart Solar Panels Project The Design OutlineDennis WamaeNo ratings yet
- PPTDocument21 pagesPPTDiksha MishraNo ratings yet
- SuperalloyDocument5 pagesSuperalloyJayanthi Arumugam JayanthiNo ratings yet
- 20XX - Raheem Et. Al. - DX Cell Technology at 400 Ka and BeyondDocument6 pages20XX - Raheem Et. Al. - DX Cell Technology at 400 Ka and BeyondnomolNo ratings yet
- Sandmeyer Isatin Synthesis 2010 PDFDocument4 pagesSandmeyer Isatin Synthesis 2010 PDFSamrat MazumdarNo ratings yet
- MODERN PHYSICS 1 Dual Nature and AtomsDocument4 pagesMODERN PHYSICS 1 Dual Nature and AtomsAkash tech. videoNo ratings yet
- Microreactor P.4-19Document22 pagesMicroreactor P.4-19dheannisrNo ratings yet
- CollinDocument859 pagesCollinhappyharrNo ratings yet
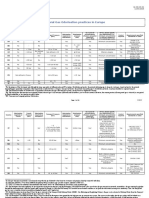
- IN-QD-5531-21005-AIS-002 DS and ES Inspection Report-Gul AhmedDocument24 pagesIN-QD-5531-21005-AIS-002 DS and ES Inspection Report-Gul AhmedSikandar MasoodNo ratings yet
- Refrence and ConclusionDocument2 pagesRefrence and ConclusionAbdul AddaharyNo ratings yet
- A. Van Vogt - Rogue ShipDocument121 pagesA. Van Vogt - Rogue ShipcreatsltnNo ratings yet
- 14) Coordination Chemistry PDFDocument28 pages14) Coordination Chemistry PDFBj Larracas100% (6)
- 13 Adsorption of Congo Red A Basic Dye by ZnFe-CO3Document10 pages13 Adsorption of Congo Red A Basic Dye by ZnFe-CO3Jorellie PetalverNo ratings yet
- 02 - Design Literature, Energy, Environment, EthicsDocument66 pages02 - Design Literature, Energy, Environment, EthicsZaki WasitNo ratings yet
- Nitrogen Oxides,: Acid RainDocument2 pagesNitrogen Oxides,: Acid RainGio Marapao MagayonNo ratings yet
- CEFOR 1050P Polyethylene Resin English SDS For Saudi Arabia 18oct2015-1Document9 pagesCEFOR 1050P Polyethylene Resin English SDS For Saudi Arabia 18oct2015-1Lukasz ZdunekNo ratings yet
- Tecnofil 2016Document42 pagesTecnofil 2016Josue David Junior Salazar RosadioNo ratings yet
- Class 10 Science-SqpDocument19 pagesClass 10 Science-Sqpdivya ranjithNo ratings yet
- Edexcel A2 IAL Biology: Topic 5 - On The Wild SideDocument17 pagesEdexcel A2 IAL Biology: Topic 5 - On The Wild SideErin100% (1)
- GM 13Document1 pageGM 13Awad SalibNo ratings yet
- SSS 1 3RD TermDocument21 pagesSSS 1 3RD TermabiodunokoyaNo ratings yet