Download as pdf or txt
You might also like
- Internship ReportDocument56 pagesInternship ReportRākesh Rakhi75% (8)
- Ryobi Doorman Installation Instructions - 2013 - 10 - 31 - 21 - 19 - 59 PDFDocument6 pagesRyobi Doorman Installation Instructions - 2013 - 10 - 31 - 21 - 19 - 59 PDFMumblingFumbler33% (3)
- Presentation - Ceiling EnclosureDocument29 pagesPresentation - Ceiling Enclosurenorman canlasNo ratings yet
- Titanium Cladded Sheet Welding ProcedureDocument4 pagesTitanium Cladded Sheet Welding ProcedureNaveenNo ratings yet
- Epiroc Drill StringsDocument16 pagesEpiroc Drill StringsCarlos Regaliza100% (1)
- Us4252504 PDFDocument7 pagesUs4252504 PDFAhmed EltemsahNo ratings yet
- Rat Hole DiggerDocument4 pagesRat Hole DiggerDarshan MakwanaNo ratings yet
- M2 HB Bolt Side Change US2529391Document4 pagesM2 HB Bolt Side Change US2529391apoorva singhNo ratings yet
- Siled Sept. 8, 1966: T, N. NccomeDocument5 pagesSiled Sept. 8, 1966: T, N. NccomeliNo ratings yet
- US2099314Document3 pagesUS2099314Jhonnatan E Avendaño Florez100% (1)
- R.T MM MS: ' Filed July 28, 1965Document6 pagesR.T MM MS: ' Filed July 28, 1965Alexcel CorporalNo ratings yet
- Us 1893840Document6 pagesUs 1893840Robert BercovitzNo ratings yet
- April 27, 1948. E. A. Bender 2,440,427: Filed Jan. 12, 1945 2 Sheets-SheetDocument6 pagesApril 27, 1948. E. A. Bender 2,440,427: Filed Jan. 12, 1945 2 Sheets-SheetAbu SayedNo ratings yet
- Honing ToolDocument3 pagesHoning ToolKyle YsitNo ratings yet
- Us4522105 PDFDocument10 pagesUs4522105 PDFJin SongNo ratings yet
- M1-M14 Conversion US3362095Document3 pagesM1-M14 Conversion US3362095apoorva singhNo ratings yet
- US4893426Document7 pagesUS4893426Jean DelaronciereNo ratings yet
- Toy Derringer Handgun Firing Mechanism PDFDocument5 pagesToy Derringer Handgun Firing Mechanism PDFyuehan0% (1)
- April 5, 1966 B. Weiser 3,243,910: Filed Feb. 2, 1965Document4 pagesApril 5, 1966 B. Weiser 3,243,910: Filed Feb. 2, 1965fgrt490No ratings yet
- Us 2345069Document4 pagesUs 234506916f628aNo ratings yet
- Us4506432 PDFDocument5 pagesUs4506432 PDFchemsNo ratings yet
- Filed March 28, 1952: Cast RotorDocument4 pagesFiled March 28, 1952: Cast RotorGek CagatanNo ratings yet
- Nov. 24, 1953 I. Properz 2,659,948: Machine For The Continuous Casting of Metal RodsDocument3 pagesNov. 24, 1953 I. Properz 2,659,948: Machine For The Continuous Casting of Metal RodsmazaherramazaniNo ratings yet
- United States Patent (19) : HoenigDocument5 pagesUnited States Patent (19) : HoenigminiselNo ratings yet
- Berthier Us1366863Document9 pagesBerthier Us1366863cll1968No ratings yet
- C Walton Recoiless Rifle US2970519Document4 pagesC Walton Recoiless Rifle US2970519apoorva singhNo ratings yet
- Benelli B76 US3893369Document4 pagesBenelli B76 US3893369apoorva singhNo ratings yet
- My Attorneys: Feb. 18, 1969 J. Britt EtalDocument4 pagesMy Attorneys: Feb. 18, 1969 J. Britt EtalBa1313yNo ratings yet
- Tài liệu5Document12 pagesTài liệu5Hoàng ĐứcNo ratings yet
- Us 4407085Document5 pagesUs 4407085Слэйтер Строительная компанияNo ratings yet
- Us 3090578Document3 pagesUs 3090578mohamad zareNo ratings yet
- ZZ? ??/?? ???P?c222/Z: Filed April 20, 1945Document5 pagesZZ? ??/?? ???P?c222/Z: Filed April 20, 1945Edikan AkpanNo ratings yet
- July 4, 1950 E. L. Masters 2,53,810: Filed April 10, 1946 2 Sheets-SheetDocument5 pagesJuly 4, 1950 E. L. Masters 2,53,810: Filed April 10, 1946 2 Sheets-SheetVijayakumar G VNo ratings yet
- United States Patent (191: SheppardDocument7 pagesUnited States Patent (191: SheppardandreNo ratings yet
- United States Patent 1111 3,595,128Document9 pagesUnited States Patent 1111 3,595,128rte678No ratings yet
- US898276Document5 pagesUS898276Jacob LukaNo ratings yet
- Us 4407085Document5 pagesUs 4407085rte678No ratings yet
- Diseño ElectricoDocument5 pagesDiseño ElectricoemernelsonmanNo ratings yet
- A. Zahoransky 1,936,743: Filed March 2, 1931 2. Sheets-Sheet .Document4 pagesA. Zahoransky 1,936,743: Filed March 2, 1931 2. Sheets-Sheet .AGUAVIVANJNo ratings yet
- Vernier Caliper PatentDocument9 pagesVernier Caliper Patentmeinard angelesNo ratings yet
- United States Patent (19) : HermannsDocument3 pagesUnited States Patent (19) : HermannsIvan ReyesNo ratings yet
- Us4854065 PDFDocument7 pagesUs4854065 PDFJin SongNo ratings yet
- United States PatentDocument10 pagesUnited States PatentАлександр ПалюNo ratings yet
- Us5584264 PDFDocument4 pagesUs5584264 PDFMiguel Kühnert FrichenbruderNo ratings yet
- @341 A É'Wqkammm: Filed July 28-, 1944Document3 pages@341 A É'Wqkammm: Filed July 28-, 1944devheadbotNo ratings yet
- O/65ézá / /zzáez: Ozzezz67Document4 pagesO/65ézá / /zzáez: Ozzezz67TECUMCE GOMEZ PEREZNo ratings yet
- Thompson Proto US1425810Document4 pagesThompson Proto US1425810apoorva singhNo ratings yet
- Title - Wood Chipper Disc and Knife MountingDocument5 pagesTitle - Wood Chipper Disc and Knife Mountingمحمد عبدالدايمNo ratings yet
- US Patent 3884090Document5 pagesUS Patent 3884090sthollanderNo ratings yet
- Us 4476409Document7 pagesUs 4476409Shankar PediredlaNo ratings yet
- US3361235Document3 pagesUS3361235Scaricatore92No ratings yet
- Byfwf p41 ': March 7, 1961 O. Danyluke 2,973,909Document5 pagesByfwf p41 ': March 7, 1961 O. Danyluke 2,973,909KrozeNo ratings yet
- US3782337Document7 pagesUS3782337Mustafa Umut SaracNo ratings yet
- US3507067Document9 pagesUS3507067Simeon WenegerNo ratings yet
- I Set: II. F TaxaDocument6 pagesI Set: II. F Taxafrank saruhanNo ratings yet
- US3841371-metal InsertDocument5 pagesUS3841371-metal InsertgauravNo ratings yet
- Jan. 23, 1934. A. E. Bock 1,944,208Document3 pagesJan. 23, 1934. A. E. Bock 1,944,208Валерия КорнееваNo ratings yet
- Berthier Us1446635Document12 pagesBerthier Us1446635cll19680% (1)
- Patented July 2,: C, C, El SenerDocument6 pagesPatented July 2,: C, C, El SenerTito TitoNo ratings yet
- Filed Sept. 8, l942Document4 pagesFiled Sept. 8, l942HaithemNo ratings yet
- Us 1514970Document5 pagesUs 1514970jicksonjohnNo ratings yet
- Us 4234275Document6 pagesUs 4234275MahnooshNo ratings yet
- Friction Stir Welding of High Strength 7XXX Aluminum AlloysFrom EverandFriction Stir Welding of High Strength 7XXX Aluminum AlloysNo ratings yet
- Chicago School of ArchitectureDocument20 pagesChicago School of ArchitectureJASHIN BANSALNo ratings yet
- Hollow Brick Work & JaliDocument29 pagesHollow Brick Work & JaliSOMYA AGARWALNo ratings yet
- Eubanks Secrets To A Better ReedDocument5 pagesEubanks Secrets To A Better ReedCaylaNo ratings yet
- Philippine Woods ClassificationDocument11 pagesPhilippine Woods ClassificationKristine Jade ReanzaresNo ratings yet
- Made by Rhea Malik Vi-A Roll No.-22Document13 pagesMade by Rhea Malik Vi-A Roll No.-22Shivani MalikNo ratings yet
- WOOD - September 2015 USADocument92 pagesWOOD - September 2015 USAmoraru727100% (5)
- AR15 Parts AssemblyDocument10 pagesAR15 Parts Assemblykolas hernandez100% (1)
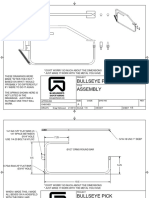
- Bullseye Pick WWW Gwellwood ComDocument5 pagesBullseye Pick WWW Gwellwood Comkick24502No ratings yet
- As 4785 1 2002 Timber Softwood Sawn and Milled Products Product Specification PDFDocument9 pagesAs 4785 1 2002 Timber Softwood Sawn and Milled Products Product Specification PDFMaliha NazarNo ratings yet
- Borestore HDD Tooling Catalog Volume 9Document33 pagesBorestore HDD Tooling Catalog Volume 9Vladimir MachadoNo ratings yet
- Venta Empleado Q1 2022 LISTA PRECIOSDocument31 pagesVenta Empleado Q1 2022 LISTA PRECIOSAndrésLondoñoNo ratings yet
- Lab Report CNC LatheDocument6 pagesLab Report CNC LathePeter Van der Put0% (1)
- HiltiDocument2 pagesHiltiDon RidzwanilNo ratings yet
- E Beam2Document12 pagesE Beam2RuwiniNo ratings yet
- The Complete Diy Guide To Easy Home Repairs Quick Fixes For All Part of Your HomeDocument40 pagesThe Complete Diy Guide To Easy Home Repairs Quick Fixes For All Part of Your HomeTomasthc AitNo ratings yet
- Farmshop Lab 1Document4 pagesFarmshop Lab 1Rayjean Bero CamiguingNo ratings yet
- Lathe Machine: Definition, Introduction, Parts, Types, Operations, and Specifications (With PDFDocument27 pagesLathe Machine: Definition, Introduction, Parts, Types, Operations, and Specifications (With PDFRegis GomesNo ratings yet
- Group B2Document18 pagesGroup B2MUHAMMAD AZIM BIN MOHD RASHIDNo ratings yet
- Additional Works: Elma V. Arda 2 Storey Residence Pook, Kalibo, AklanDocument6 pagesAdditional Works: Elma V. Arda 2 Storey Residence Pook, Kalibo, AklanJohn Remmel RogaNo ratings yet
- Dokumen - Pub A Textbook of Production Engineering 11nbsped 9788121901116Document993 pagesDokumen - Pub A Textbook of Production Engineering 11nbsped 9788121901116RahulNo ratings yet
- Supervision Check ListDocument38 pagesSupervision Check ListBikila M. KejelaNo ratings yet
- Timeline Pekerjaan Facelift Area Gedung TLT Lt. 33: CatatanDocument1 pageTimeline Pekerjaan Facelift Area Gedung TLT Lt. 33: CatatanFarhant RamadhanNo ratings yet
- 2020 MCT1501 Study GuideDocument128 pages2020 MCT1501 Study GuideAndile ButheleziNo ratings yet
- Unit IG2 - Risk Assessment: Element 9Document42 pagesUnit IG2 - Risk Assessment: Element 9Jithu RajuNo ratings yet
- 2379 (FX2, Ex - Changing Rotary Hook Base Cover and Needle PlateDocument3 pages2379 (FX2, Ex - Changing Rotary Hook Base Cover and Needle PlateBeto GarciaNo ratings yet
- BB5000 BB524F 24in Facing Head EDocument6 pagesBB5000 BB524F 24in Facing Head EandreyNo ratings yet