Download as pdf or txt
You might also like
- An Optimization Method For Radial Forging Process Using ANN and Taguchi MethodDocument10 pagesAn Optimization Method For Radial Forging Process Using ANN and Taguchi MethodJamrNo ratings yet
- Optimization of wire-EDM Process of Titanium Alloy-Grade 5 Using Taguchi's Method and Grey Relational AnalysisDocument10 pagesOptimization of wire-EDM Process of Titanium Alloy-Grade 5 Using Taguchi's Method and Grey Relational Analysismustafa sertNo ratings yet
- Paper ShobraDocument15 pagesPaper ShobrapatigovNo ratings yet
- Materials Today: Proceedings: S. Sathiyaraj, S. Venkatesan, S. Ashokkumar, A. SenthilkumarDocument6 pagesMaterials Today: Proceedings: S. Sathiyaraj, S. Venkatesan, S. Ashokkumar, A. SenthilkumarGopinath GangadhariNo ratings yet
- Parametric Optimization of Machining Parameters of AISI D3 Tool Steel Using Wire Cut Electric Discharge Machining - A Taguchi Based ApproachDocument7 pagesParametric Optimization of Machining Parameters of AISI D3 Tool Steel Using Wire Cut Electric Discharge Machining - A Taguchi Based ApproachjanakNo ratings yet
- Application of GRA For Optimal Machining Parameter Selection in EDMDocument8 pagesApplication of GRA For Optimal Machining Parameter Selection in EDMBrijKishoreSinghNo ratings yet
- Plateau-Honing Semi-Empirical ModelDocument4 pagesPlateau-Honing Semi-Empirical ModelmiltoncobaNo ratings yet
- Analysis of Influence of micro-EDM Parameters On MRR, TWR and Ra in Machining Ni-Ti Shape Memory AlloyDocument6 pagesAnalysis of Influence of micro-EDM Parameters On MRR, TWR and Ra in Machining Ni-Ti Shape Memory AlloyJanak ValakiNo ratings yet
- 152 S 851 PDFDocument7 pages152 S 851 PDFDarling RajNo ratings yet
- Experimental Investigation of Material Removal Rate in CNC Turning Using Taguchi MethodDocument10 pagesExperimental Investigation of Material Removal Rate in CNC Turning Using Taguchi MethodVidyanand Kumar YadavNo ratings yet
- Jurnal Teknologi: M - O O I W - E D M (W) O T ADocument5 pagesJurnal Teknologi: M - O O I W - E D M (W) O T APutra PratamaNo ratings yet
- Design and Optimization of Multi Stage Manufacturing Process of Stirling Engine CrankshaftDocument14 pagesDesign and Optimization of Multi Stage Manufacturing Process of Stirling Engine CrankshaftAnkit SahuNo ratings yet
- Materials and Manufacturing ProcessesDocument9 pagesMaterials and Manufacturing Processesnarayananx5No ratings yet
- Effect of Operating Parameters On Plate Bending by Laser Line HeatingDocument8 pagesEffect of Operating Parameters On Plate Bending by Laser Line HeatingBiplab DasNo ratings yet
- PCD Wire Edm Technology PDFDocument6 pagesPCD Wire Edm Technology PDFyorf1989No ratings yet
- Gaikwad 2021Document10 pagesGaikwad 2021NaveenkondiNo ratings yet
- 887FD9648279 Taguchi PDFDocument13 pages887FD9648279 Taguchi PDFmirian motta MeloNo ratings yet
- 15 3 14 PDFDocument15 pages15 3 14 PDFaliNo ratings yet
- Effect of Spindle Speed and Feed Rate On Surface Roughness and Material Removal Rate of AA6063A in CNC Turning Using Response Surface MethodologyDocument5 pagesEffect of Spindle Speed and Feed Rate On Surface Roughness and Material Removal Rate of AA6063A in CNC Turning Using Response Surface MethodologyFikri SiplhoNo ratings yet
- A FEM Model To Study The Fiber Laser Welding of Ti6Al4V - Casalino & Mortello 2016Document8 pagesA FEM Model To Study The Fiber Laser Welding of Ti6Al4V - Casalino & Mortello 2016615513No ratings yet
- Materials Today: Proceedings: Sahil Sharma, Umesh Kumar Vates, Amit BansalDocument7 pagesMaterials Today: Proceedings: Sahil Sharma, Umesh Kumar Vates, Amit BansalakashNo ratings yet
- A FEM Model To Study The Fiber Laser Welding of Ti6Al4V Thin SheetsDocument8 pagesA FEM Model To Study The Fiber Laser Welding of Ti6Al4V Thin SheetsАлександр Николаевич ПоляковNo ratings yet
- PCD Wire Edm TechnologyDocument6 pagesPCD Wire Edm Technologyyorf1989No ratings yet
- Analysis and Optimization of Process Parameters in EDM of RENE 80 Using Taguchi MethodDocument6 pagesAnalysis and Optimization of Process Parameters in EDM of RENE 80 Using Taguchi MethodBONFRINGNo ratings yet
- Tangestani2020 Article EffectsOfVerticalAndPinchRolliDocument12 pagesTangestani2020 Article EffectsOfVerticalAndPinchRolliUsman TariqNo ratings yet
- Numerical Simulations of Friction Stir Welding of Dual Phase Titaniumalloy For Aerospace ApplicationsDocument7 pagesNumerical Simulations of Friction Stir Welding of Dual Phase Titaniumalloy For Aerospace ApplicationsØussama BoutebelNo ratings yet
- 1 s2.0 S2214785322056073 MainDocument7 pages1 s2.0 S2214785322056073 MainManikandan HariharanNo ratings yet
- 2Document9 pages2sambit.mohapatrafmeNo ratings yet
- Ijmet: ©iaemeDocument9 pagesIjmet: ©iaemeIAEME PublicationNo ratings yet
- Ajm - Aeotit.2013 29042014 093113am 22092014 090354amDocument5 pagesAjm - Aeotit.2013 29042014 093113am 22092014 090354amDiscord YtNo ratings yet
- Parametric Optimization of MIG Welding On 316L Austenitic Stainless Steel by Grey-Based Taguchi MethodDocument11 pagesParametric Optimization of MIG Welding On 316L Austenitic Stainless Steel by Grey-Based Taguchi MethodNarendra KalerNo ratings yet
- Optimization of Process Parameters Using Taguchi TDocument7 pagesOptimization of Process Parameters Using Taguchi Troopesh1422No ratings yet
- Materials Today: Proceedings: S. Saravanamurugan, B. Shyam Sundar, R. Sibi Pranav, A. ShanmugasundaramDocument7 pagesMaterials Today: Proceedings: S. Saravanamurugan, B. Shyam Sundar, R. Sibi Pranav, A. Shanmugasundaramsundaramaks saravana muruganNo ratings yet
- IJAME JournalDocument15 pagesIJAME JournalmurthyNo ratings yet
- Research ArticleDocument11 pagesResearch Articlefming792No ratings yet
- Empirical Modeling and Optimization of Process Parameters inDocument9 pagesEmpirical Modeling and Optimization of Process Parameters insameterkan5864No ratings yet
- Influence of Die-Sinking EDM Parameters On Machining Characteristics of Alloy 625 and Alloy 718 A Comparative AnalysisDocument7 pagesInfluence of Die-Sinking EDM Parameters On Machining Characteristics of Alloy 625 and Alloy 718 A Comparative Analysismustafa sertNo ratings yet
- Engineering Fracture Mechanics: N. Saeidi, F. Ashrafizadeh, B. Niroumand, M.R. Forouzan, F. BarlatDocument7 pagesEngineering Fracture Mechanics: N. Saeidi, F. Ashrafizadeh, B. Niroumand, M.R. Forouzan, F. Barlat0511018No ratings yet
- Comparison of Intelligent Optimization Algorithms For Wire Electrical Discharge Machining ParametersDocument7 pagesComparison of Intelligent Optimization Algorithms For Wire Electrical Discharge Machining Parametersmanhtuankt90No ratings yet
- Materials Today: Proceedings: Rishabh Narang, Vibhu Maheshwari, Pradeep KhannaDocument9 pagesMaterials Today: Proceedings: Rishabh Narang, Vibhu Maheshwari, Pradeep KhannaLê Văn ThảoNo ratings yet
- Analysis of EDM Process Parameters On Inconel 718 Using The Grey-Taguchi and Topsis MethodsDocument8 pagesAnalysis of EDM Process Parameters On Inconel 718 Using The Grey-Taguchi and Topsis MethodsuniquetechvideosNo ratings yet
- Materials Today: Proceedings: Divya Marelli, Singh S.K., Sateesh Nagari, Ram SubbiahDocument7 pagesMaterials Today: Proceedings: Divya Marelli, Singh S.K., Sateesh Nagari, Ram SubbiahGopinath GangadhariNo ratings yet
- Simultaneous Optimisation of Multiple Performance Characteristics in micro-EDM Drilling of Titanium AlloyDocument9 pagesSimultaneous Optimisation of Multiple Performance Characteristics in micro-EDM Drilling of Titanium AlloyAnnada Prasad MoharanaNo ratings yet
- Assessment of The Effect of Laser Spot Welding Parameters On The Joint Quality Using Taguchi MethodDocument9 pagesAssessment of The Effect of Laser Spot Welding Parameters On The Joint Quality Using Taguchi MethodFarid HasannudinNo ratings yet
- An Experimental Investigation of Machinability of Inconel 718 in Electrical Discharge MachiningDocument7 pagesAn Experimental Investigation of Machinability of Inconel 718 in Electrical Discharge MachiningvenkyNo ratings yet
- Materials Today: Proceedings: M. Subrahmanyam, T. NancharaiahDocument5 pagesMaterials Today: Proceedings: M. Subrahmanyam, T. NancharaiahakashNo ratings yet
- Materials Today: Proceedings: M. Subrahmanyam, T. NancharaiahDocument5 pagesMaterials Today: Proceedings: M. Subrahmanyam, T. NancharaiahakashNo ratings yet
- Optimization of Surface Roughness Parameters of Al-6351 Alloy in EDC Process: A Taguchi Coupled Fuzzy Logic ApproachDocument14 pagesOptimization of Surface Roughness Parameters of Al-6351 Alloy in EDC Process: A Taguchi Coupled Fuzzy Logic ApproachSujoy ChakrabortyNo ratings yet
- The Optimization of Friction Stir Welding Process Parameters To Achievemaximum Tensile Strength in Polyethylene Sheets PDFDocument6 pagesThe Optimization of Friction Stir Welding Process Parameters To Achievemaximum Tensile Strength in Polyethylene Sheets PDFSantiago EscobarNo ratings yet
- 69 Bonić BrekaloDocument7 pages69 Bonić BrekaloIvan DunđerNo ratings yet
- Experimental Studies On Parametric Influence On Machining of Titanium With WEDMDocument4 pagesExperimental Studies On Parametric Influence On Machining of Titanium With WEDMerpublicationNo ratings yet
- Edm ParametiDocument10 pagesEdm ParametiAjdinNo ratings yet
- Manual Cutting Machine 1Document4 pagesManual Cutting Machine 1H 5895No ratings yet
- Parametric Optimization of Gas Metal Arc Welding Process by Taguchi Method On Weld DilutionDocument5 pagesParametric Optimization of Gas Metal Arc Welding Process by Taguchi Method On Weld DilutionAbbas KhanNo ratings yet
- Modul 2 CDocument10 pagesModul 2 CHisokaNo ratings yet
- An Optimization Aproach For Design Parameters in Involute Spur Gears Considering TEDocument9 pagesAn Optimization Aproach For Design Parameters in Involute Spur Gears Considering TEG ChandrasekaranNo ratings yet
- Taguchi Based Optimization of Cutting Parameters Affecting Surface Roughness in Dry CNC Turning of 16Mncr5Document11 pagesTaguchi Based Optimization of Cutting Parameters Affecting Surface Roughness in Dry CNC Turning of 16Mncr5Irshad AliNo ratings yet
- The Evaluation of Analytical Models For Orthogonal Cutting ProcessDocument4 pagesThe Evaluation of Analytical Models For Orthogonal Cutting ProcessKemalMalovcicNo ratings yet
- Parameter Condition of Being Optimized For MIG Welding of Austenitic Stainless Steel & Low Carbon Steel Using Taguchi MethodDocument3 pagesParameter Condition of Being Optimized For MIG Welding of Austenitic Stainless Steel & Low Carbon Steel Using Taguchi MethodIjrtsNo ratings yet
- AApplication of Artificial Neural Network and Taguchi Method To Preform Design in Metal Forming Considering WorkabilityDocument15 pagesAApplication of Artificial Neural Network and Taguchi Method To Preform Design in Metal Forming Considering WorkabilityHa Linh PhanNo ratings yet
- Parametric Optimization of Selective Laser Melting For Forming Ti6Al4V Samples by Taguchi MethodDocument7 pagesParametric Optimization of Selective Laser Melting For Forming Ti6Al4V Samples by Taguchi MethodHa Linh PhanNo ratings yet
- Study On The Effect of Forming Parameters in Sheet Hydrodynamic Deep Drawing Using FEM-based Taguchi MethodDocument13 pagesStudy On The Effect of Forming Parameters in Sheet Hydrodynamic Deep Drawing Using FEM-based Taguchi MethodHa Linh PhanNo ratings yet
- A New Device For Upsetting Tests of Steels at High TemperaturesDocument10 pagesA New Device For Upsetting Tests of Steels at High TemperaturesHa Linh PhanNo ratings yet
- Warm and Hot Upsetting Sliding Test Tribology of Metal Processes at High TempertureDocument7 pagesWarm and Hot Upsetting Sliding Test Tribology of Metal Processes at High TempertureHa Linh PhanNo ratings yet
- The Cold Orbital Forging Die and Process Design of A Hollow Ring Gear PartDocument4 pagesThe Cold Orbital Forging Die and Process Design of A Hollow Ring Gear PartHa Linh PhanNo ratings yet
- Hot Upset Forging MethodDocument10 pagesHot Upset Forging MethodHa Linh PhanNo ratings yet
- Rotary Swaging Forming Process of Tube WorkpiecesDocument6 pagesRotary Swaging Forming Process of Tube WorkpiecesHa Linh PhanNo ratings yet
- A Study of Buckling in Upsetting by Use of Finite Element Method - Osaka1986Document4 pagesA Study of Buckling in Upsetting by Use of Finite Element Method - Osaka1986Ha Linh PhanNo ratings yet
- Project Name: EMS APPARELS LIMITED. Area Reference: MOST REMOTE AREA 5th Floor (1500SQFT) OHG2Document8 pagesProject Name: EMS APPARELS LIMITED. Area Reference: MOST REMOTE AREA 5th Floor (1500SQFT) OHG2NOMANNo ratings yet
- Inorganic ScintillatorsDocument376 pagesInorganic ScintillatorsKnight of the NineNo ratings yet
- Conduction Through Cylindrical PipeDocument2 pagesConduction Through Cylindrical PipeDaniel AsongNo ratings yet
- Catalogo Comercial Línea Blindada AkkapDocument6 pagesCatalogo Comercial Línea Blindada AkkapToni RenedoNo ratings yet
- Module (Course Syllabus) Catalogue For 2nd StageDocument5 pagesModule (Course Syllabus) Catalogue For 2nd StageJOHAN JOHANNo ratings yet
- Estimation of Fracture Toughness Transitiion From Charpy Impact TestDocument9 pagesEstimation of Fracture Toughness Transitiion From Charpy Impact Testcehamos882No ratings yet
- Elementary Probability TheoryDocument93 pagesElementary Probability Theorymovieboxpro482No ratings yet
- Radicals Competency AssignmentDocument2 pagesRadicals Competency AssignmentMax ColonnaNo ratings yet
- 5054 - w17 - QP - 22 - 1-20 Variant 2Document21 pages5054 - w17 - QP - 22 - 1-20 Variant 2saad waheedNo ratings yet
- Momentum Transfer Syllabus2022Document6 pagesMomentum Transfer Syllabus2022Shit AssNo ratings yet
- Exf-Ahu-17-Static CalculationDocument33 pagesExf-Ahu-17-Static CalculationAhmed AliNo ratings yet
- Letter e Lab - HDocument1 pageLetter e Lab - HGladys Grace BorjaNo ratings yet
- (Role Theory and International Relations) Stephen G. Walker, Akan Malici, Mark Schafer - Rethinking Foreign Policy Analysis_ States, Leaders, and the Microfoundations of Behavioral International RelatDocument337 pages(Role Theory and International Relations) Stephen G. Walker, Akan Malici, Mark Schafer - Rethinking Foreign Policy Analysis_ States, Leaders, and the Microfoundations of Behavioral International RelatChaimae Ribani100% (1)
- DSR Unit 1Document69 pagesDSR Unit 1hujefaNo ratings yet
- Maths Section Wise Analysis (2024) - 1Document5 pagesMaths Section Wise Analysis (2024) - 1lakhbhat2020100% (1)
- Daily Practice Sheet 1-15Document24 pagesDaily Practice Sheet 1-15kraken monsterNo ratings yet
- Lab 1 SolDocument4 pagesLab 1 SolizzyNo ratings yet
- Mce 515 Lecture Note3Document59 pagesMce 515 Lecture Note3victorynwobiaNo ratings yet
- SPLM 1Document7 pagesSPLM 1John Charlie CadanoNo ratings yet
- Spirkin, A. - Philosophy As A World-View and A MethodologyDocument10 pagesSpirkin, A. - Philosophy As A World-View and A MethodologydiotrephesNo ratings yet
- 1.1 PHYS 1 Chapter 1Document25 pages1.1 PHYS 1 Chapter 1Kmo 7No ratings yet
- General Education 900 Questions With Answer KeyDocument44 pagesGeneral Education 900 Questions With Answer KeyKd CancinoNo ratings yet
- Chemistry Test # 2 (R6) 07-12-13Document1 pageChemistry Test # 2 (R6) 07-12-13Qaisar RiazNo ratings yet
- PygmyManual v2 - 31Document67 pagesPygmyManual v2 - 31myplaxisNo ratings yet
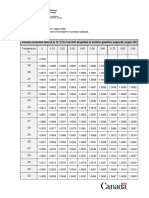
- VCF Aviation GasolineDocument5 pagesVCF Aviation GasolineEdgar GuardiaNo ratings yet
- Elements of DanceDocument4 pagesElements of DanceMich ValenciaNo ratings yet
- Potentiometer and Strain Gauge PDFDocument25 pagesPotentiometer and Strain Gauge PDFSantanu SantraNo ratings yet
- Dynamic FREE FALL Lab ReportDocument6 pagesDynamic FREE FALL Lab ReportKevin TanNo ratings yet
- Assignment 1Document2 pagesAssignment 1PATEL PUNITNo ratings yet
- Machine Learning II: The Linear ModelDocument48 pagesMachine Learning II: The Linear ModelQuentin LambotteNo ratings yet