Professional Documents
Culture Documents
MY1050a-P 1
MY1050a-P 1
Uploaded by
Thug FamilyOriginal Description:
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
MY1050a-P 1
MY1050a-P 1
Uploaded by
Thug FamilyCopyright:
Available Formats
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
1. Introduction
1.1 Main Characteristics
MY1050A-P die cutting and stripping machine is able to process sheet and paperboard and
perform die-cutting, creasing, and cold embossing for paper boxes, corrugated paper and paper
trademark, an ideal machine for packaging and decoration.
It is equipped with non-stop feeding, first stripping and non-stop sampling units The
automatic process of sheet feeding, die-cutting, stripping to delivery is achieved. The machine
uses the interface, showing the working speed, number of sheet processed, the general running
time and the working conditions, and conducting the dynamic monitor on the input spots and
output spots in programmable controller and other various troubles, which contributes to easy
trouble shooting and operation. The main motor is controlled by transducer, thus achieving
stepless speed regulation, smooth operation, low noise and energy saving. The machine is
equipped with many sensors and safety devices and possesses features of great cutting force,
high accuracy of registration and high efficiency. which makes possible normal operation by
machines and safe running by operators.
1.2 Machine types and their meanings
MY1050A-P
M: Die-cutting Y: Creasing P: Stripping
1050: Max. sheet size: 1050 mm
1.3 Safety
Be sure to read the manual carefully and the company bears no responsibility in the
case where there is any violation of specifications clarified in it!
2. Drawing of the machines in action (Fig .1)
Fig.1: 1. Main electric cabinet 2. Feeder 3. Die cutting 4. Stripping 5. Delivery
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 1
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
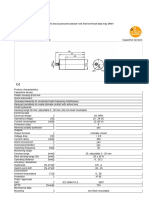
3. Main Technical Data
3.1 Max. sheet size : 1060×740 mm
3.2 Min. sheet size : 450×440mm
3.3 Max. die-cutting size : 1050×740 mm
3.4 Max. stripping size : 1050×730 mm
3.5 Max. pressure : 3000 KN
3.6 Thickness of sheet : board 0.1- 1.5 mm,
3.7 Max. die-cutting speed : 6500 sheets/hour
3.8 Max. stripping speed : 5000 sheets/hour
3.9 Max. height of feeder pile : 1100 mm
3.10 Max. height of delivery pile: 1040 mm
3.11 Main motor power : 11 KW
3.12 Total connected load : 20.15 KW
3.13Max. air pressure : 0.6MPa
3.14Max. vacuum pressure : -0.06MPa
3.15 Weight : 17700Kg
3.16 Overall dimensions : 5810× 3865× 2600 mm ( L×W×H)
Notice: The actual working speed is subject to many factors such as the size of sheets,
degree of tightness, printing quality, working force. Only when all the above are at their best
can the highest speed be achieved.
4. Installation and adjustment
After the machines are delivered to the users and unpacked, be sure to check the whole units
according to the packing list to see that they are complete and with all the necessary spare parts
and tools.
Fig.2
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 2
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
When hoisting please see fig. 2. Before hoisting platen unit, fix four M36 eye screws.
Notice:
After the hoisting, be sure to remove eye screws and preserve them in good shape, and to
run the machines only after it is all right.
Users may hoist and move in ways other than this according to the actual situation, but no
damage by colliding is secured.
Fig.3
The machines are supposed to be installed on concrete base, leaving enough space for
maintenance and preservation. (fig. 3)
Platen unit should be level with accuracy rate of gradienter 0.05 mm or 0.1 mm, by means
of stow-iron.
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 3
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
Feeder and platen unit are connected by connecting blocks, fixed by localizing pins and
hexagonal bolts, and adjusted by support screws. (see fig.4)
Fig.4
In packaging, platen unit has been disconnected from the feeder, and the 6-mm diameter
air-pipe from the platen to feeder should also be removed. For installing, proceed as follows:
Connect the air-pipe 12 mm in diameter with the air source, pressure of which is not less than
0.5Mpa; and the 6-mm diameter air-pipe with the electromagnetic valve used for controlling the
cylinder of the feeder. Working pressure of air clutch is 0.5-0.7Mpa.
Notice:
The angle iron used for packaging feeder should be taken away and the screws should be
tightened for the level of the feeder.
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 4
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
Fig.5
1. Main motor support 2. Minor belt wheel 3. Main motor 4. V-belt
5. Axle head for manually moving machine 6. flywheel 7. Support
According to fig.5 install the main motor on the support. The wires of the main motor
from the transducer numbered U1, V1, W1 should be in line with the terminals U,V, W.
When connected with power, be sure that the running direction of the motor is in the
right way!
If V-belt needs to be replaced, take off the support from the shaft of flywheel. As the change
is through, the support must be put back to its place. V-belt type is B-2180.
The main motor drives feeder via the chains. And the chains should be connected again
when installing, and fix them with a chain tightener. (see fig.6)
Fig.6
1. Chain 2. Sprocket wheel in platen unit
3. Sprocket wheel in feeder 4. Transferring chain
The sheet-feeding time of feeder should correspond to that of gripper bar movement, so the
following requirements must be met when linking the chains: when the first sheet is delivered to
the front lays, it can be easily and accurately front-lay registered and side-lay registered, which
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 5
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
avoids the interference of the second sheet with side (pull) lays, so as to ensure the continuous
work flow. If the first linking is not proper, adjust the sprocket wheel forward or backward a bit
until the correspondence is achieved. When fine adjustment is needed, please use hand-wheel.
When packaging, dismantle the right and left supports of delivery and the cover, but for
avoid damaging, lift the foot-protecting switches on the support first. For installing, fix the
supports and the cover on the underside of the two frames and fix the switches.
The machine is equipped with two movable pedals, each on the operator’s side and the
opposite operator’s side.
Install the pull-out chase, referring to Fig.3.
5. Running and operation
Notice:
To avoid the damage both to man and to machines, the following check-up is needed
either when the new machines are installed, or before the old ones start to run.
☆Whether there are any foreign stuffs among the units in action?
☆Whether all function parts are well fitted-in?
☆Whether all the screws are fixed tightly?
☆Whether all parts are in good condition?
☆Whether all the electrical components, connecting lines and plugging components are
in good condition?
☆Whether the inputting power abides by the specifications?
☆Whether the situation is in line with the required specifications?
☆Be sure nobody is between the units to be started?
☆Be sure nobody is in danger before the units are to be started?
5.1 Functions of switches:
This machine MY1050A-P applies computer and PLC to control die cutting.This
controlling is safe and easy to operate. Many switch panels have been set, for easy operation, to
reduce labor density and increase efficiency on the other hand. (see fig.Ⅰ)
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 6
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
Fig.Ⅰ
1. Feeder switch panel 2.Main panel 3.Delivery panel
4.Opposite operator’s side panel 5.Stripping panel
5.1.1 Feeder switch panel: (see fig.Ⅱ)
SA11:
It is for the option between main feeder and non-stop feeder.
When it is in the middle position, the main and non-stop feeder has no automatically
hoisting function. Turn SA12 and the main feeder will be either up or down. When SA11 is
turned to “S. AUTO”, the non-stop feeder can automatically hoist. Turn SA12 and the main
feeder will be either up or down. Turn it to “M.AUTO” and the main feeder can automatically
hoist, and turn SA12 and the non-stop feeder will be either up or down.
SA12:
It is for the hoisting and falling of the main and non-stop feeders. It can return to the middle
automatically. In this position, both the main and non-stop feeders can automatically hoist.
When SA11 is on “S.AUTO”, and turn SA12 to ‘DOWN’, the main feeder can lower, but
the falling will stop without turning. Turn SA12 to ‘UP’, the main feeder can hoist, but the
hoisting will stop without turning. When SA11 is on “M.AUTO”, and turn SA12 to ‘DOWN’,
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 7
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
the non-stop feeder can lower, but the falling will stop without turning. Turn SA12 to ‘UP’, the
non-stop feeder can hoist, but the hoisting will stop without turning.
Note: both main and non-stop feeders have limit switches. When the switches are in action,
the main and non-stop feeders will stop automatically.
Fig.Ⅱ
SB11:
It is the one to be pressed before the starting up of the machine. Press it and the bell will
ring three seconds. On this condition the main motor will run at a low speed if no problems
occur, and then the machine is ready to start. Press inching button SB12 and the machine begins
to run. If you don’t press inching or running button within ten seconds, the get-ready-to-start
state of the machine will be called off. If you want to have the machine start, you have to press
SB11 once more.
Once the emergency stop button is pressed, the bell button have to be pressed to restore the
emergency stop relay first, then restart the machine, even if the emergency stop button has been
restored.
Notice:
The ringing of the bell signals the running of the machine and that all the operators must
be far away enough to avoid danger! If the bell doesn’t work, it must be replaced immediately,
or it will be very dangerous!
SB12:
Press it and the clutch will work and the machine begins to run, but the machine will stop
when you slacken.
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 8
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
While the machine is running at the high speed, press the inching button, the main motor
runs at the lowest speed automatically; press the running button, it will run at the setting speed
automatically.
For the smooth starting, the machine can be started only when the main motor runs at the
low speed. It is advisable to press inching button at the beginning, and then running button after
being sure that nothing is wrong.
SB13:
It is a start-and-stop button of air pump. For the machine in action, when SB13 is pressed
for the first time and the machine runs to a particular spot, the air pump begins to work, at the
same time the green light turns on. After this, sheets from the feeder will be delivered one by
one to the table. When SB13 is pressed for the second time (but except for getting the presetting
sheets), air pump stops and the green light turns off.
Notice:
The revolving direction of air-pump motor must correspond to that of the arrow on the air
pump. Otherwise the air pump won’t work properly!
The air pump contains one sucker and one blower. Don’t mix up the two when air pipes
are connected. Or else it won’t work properly!
SB14:
This button is used to stop the machine in action or prevent other people starting the
machine. Once the button is pressed, it can’t restore automatically unless it is turned clockwise.
The machine won’t run if the button didn’t restored.
The machine will continue to run if press the inching button SB12 or running button SB23
after pressing the button SB11.
Notice:
Even if SB14 is pressed, the machine in action will not stop immediately, unless it runs to
the point where it is allowed to stop. In an emergency press SB15 to stop the machine
immediately.
SB15:
It is used to stop the machine in action immediately in an emergency, or prevent other
people from starting the machine. Press it and all the motors will stop. Once the button is
pressed, it cannot restore automatically unless it is turned clockwise.
When the button is not restored, the machine and the motors will not start. To restart the
machine, the bell button has to be pressed again to restore the emergency stop relay, even if the
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 9
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
emergency stop button has been restored.
Notice:
In normal condition, even if SB12 is pressed, the flywheels won’t stop immediately owing
to their inertia, be careful please.
5.1.2 Main panel: (see fig.Ⅲ)
Fig.Ⅲ
SA20:
It is a selector with keys, used to connect or disconnect the circuit power. For the safe sake,
avoid more than one key, to prevent other people from starting the machine.
After the machine is connected to the power system, turn SA20 to ‘ON’ with the key. Then
the bell will ring six times, signaling the machine is ready to start.
Notice:
When SA20 is switched to “OFF”, the mains are disconnected, but it must be sure that
the machine is stopped at the right place.
SA21:
It is to control oil pump and main motor.
When SA21 is turned to “OIL PUMP”, the oil pump will start working. Turn SA21 to
“STOP”, and it will go on with its work. Then turn SA21 to “MAIN MOTOR”, and it will start
running at a low speed. When SA21 is turned to “STOP”, the main motor and the oil pump will
stop.
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 10
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
After the power system is connected, and three lamps are flashing at the same time, the
machine is in a protecting state. This means that at least one of the switches, keys or oil pressure
switches is not restored.
At this point, all the motors are not able to start until the switches, keys or oil pressure
switches are restored. If SB28 is not restored, first press the bell button SB21 to restore the
emergency stop relay.
If green lamp flashes and the bell rings continuously, this means that the machine is
ready to start. Be aware of this! The lighting of green lamp means the running of the machine.
If yellow lamp is on and green lamp and red lamp is off, this means that there is some
trouble with the machine.
When red lamp is flashing and green lamp is off, it means that the machine is in
emergency stop. When red lamp is on but not flashing, the machine is in stopping state.
Notice:
Start oil pump before starting the main motor.
After the starting of the main motor, make sure that the direction of turning switches
must correspond to that of the arrows. Only under this situation can the machine be started.
Otherwise it will be seriously damaged!
EL21:
It is a tell-tale lamp of the oil pump motor and main motor.
When the oil pump motor is running and the main motor is not running, it flashes. And
when it is on, it indicates that the main is running.
SB21:
It is the one to be pressed before the starting up of the machine. Press it and the bell will
ring three seconds. On this condition the main motor will run at a low speed if no problems
occur, and then the machine is ready to start. Press inching button SB22 and the machine begins
to run. If you don’t press inching or running button within ten seconds, the get-ready-to-start
state of the machine will be called off. If you want to have the machine start, you have to press
SB21 once more.
Once the emergency stop button is pressed, to restart the machine, the bell button have to be
pressed again to restore the emergency stop relay, even if the emergency stop button has been
restored.
Notice:
The ringing of the bell signals the running of the machine and that all the operators must
be far away enough to avoid danger. If the bell doesn’t work, it must be replaced immediately,
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 11
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
or it will be very dangerous!
SB22:
Press it and the clutch will work and the machine begin to run, but the machine will stop
when you slacken.
While the machine is running at the high speed, press the inching button, the main motor
runs at its lowest speed. Repress the running button, the main motor runs at the setting speed
automatically.
For the smooth starting, the machine can be started only when the main motor runs at the
low speed. It is advisable to press inching button at the beginning, and then running button after
being sure that nothing is wrong.
SB23:
It is a running button. Press it and the clutch will work and the machine will run
continuously. When safety devises and sensors are in action, the machine will stop automatically.
Press running stop SB24 and the machine will run to the point where it is allowed to stop and
will stop. In an emergency press SB28 and the machine will stop immediately.
While the machine is running at the high speed, press the inching button or precaution
button, the main motor runs at its lowest speed. Repress the running button, the main motor runs
at the setting speed automatically.
For the smooth starting, the machine can be started only when the main motor runs at the
low speed. It is advisable to press inching button at the beginning, and then running button after
being sure that nothing is wrong.
SB24:
It is used to stop the machine in normal operation or prevent other people from starting the
machine. Once the button is pressed, it cannot restore automatically unless it is turned
clockwise.
And if it is not restored, the machine is not able to run.
To start the machine again, first restore SB24, next press bell button and then press inching
button or running button.
Notice:
Even if SB24 is pressed, the machine in action will not stop immediately, unless it runs to
the point where it is allowed to stop. In an emergency press SB28 and the machine can stop
immediately.
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 12
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
SB28:
It is used to stop the machine in action immediately in an emergency, or prevent other
people from starting the machine. Press it and all the motors will stop. Once the button is
pressed, it cannot restore automatically unless it is turned clockwise.
When the button is not restored, the machine and the motors will not start. To restart the
machine, the bell button has to be pressed again to restore the emergency stop relay, even if the
emergency stop button has been restored.
Notice:
In normal condition, even if SB28 is pressed, the flywheels won’t stop immediately owing
to their inertia.
DW:
It is a knob used to set the running speed of the machine. As for the machine in action, the
clockwise revolving means higher speed while anti-clockwise lower speed.
Wherever the knob is, the machine is always running at the lowest speed as inching, with no
variation; whenever the running button is pressed, the running speed will hoist from the lowest
one to the one set by the knob automatically.
Suggestion: when the machine runs at the high speed, it is wise to cut down the speed to the
lowest before stopping, which can prolong the lifespan of the machine.
SB27:
It is a start-and-stop button of air pump.
For the machine in action, when SB27 is pressed for the first time, and after the machine
runs to a particular spot, the air pump begins to work. Then the green light turns on. After this,
sheets from the feeder will be delivered one by one to the table. When SB27 is pressed for the
second time (but except for getting to the presetting sheets), air pump stops and the green light
turns off.
Notice:
The revolving direction of air-pump motor must correspond to that of the arrow on the air
pump. Otherwise the air pump won’t work properly!
The air pump contains one sucker and one blower. Don’t mix up the two when air pipes
are connected. Or else it won’t work properly!
SB25:
It is used to control the manual driving of the machine. To make it work, press SB28, then wait
until main motor and flywheels are completely still and restore SB28 and the hand lever safety
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 13
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
device is started.
Because of the air clutch, movable platen won’t start itself at any s pot. When the machine
needs running by hand, power system must be connected and operate it in the following
procedures.
Press SB28, then wait until main motor and flywheels are completely still and restore SB28,
then press the bell button to restore the emergency stop relay. Install the hand lever on the main
worm shaft. One person presses SB25 to make the clutch work, and the other runs the machine
by hand. Slacken SB25 and the brake begins to work. The two persons work together to run the
machine to the proper place. After that, place the lever back to its place and restore SB28 before
the machine can restart.
SB26:
It is used to stop the machine when the movable platen is at the lowest position.
In normal condition, press SB21, and the machine is ready to work. Then press SB26 and
the machine will stop at the movable platen that is at the lowest position. This will enable you to
pull out cutting plate easily.
SA22:
It is used to control the feeder working together with the platen unit.
While the machine is in operation, turn SA22 to “OFF”, the electromagnetic valve for the
feeder OFF is started and the feeder will stop running. Turn SA22 to “ON”, the electromagnetic
valve for the feeder ON is started and the feeder will start.
INTERFACE:
It is a touch interface, used to show the information between the company and the machine
and enter the useful data.
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 14
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
When the machine is connected with power, the interface shows “language options”, and
you can choose between Chinese and English. If no choice is made within 30 seconds, the
machine will keep the last language option. If it is Chinese, the Chinese interface will appear. In
that case, you have only to touch the corresponding keys, as indicated in the interface.
Locking Lever Button are pushed morn than 1 second.
The trouble interface shows clearly the name of the trouble and the position of the switch
that causes the machine stops. You may also press the “INSTRUCTION” t o know the reasons
and the trouble shooting.
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 15
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
The input-monitor interfaces show clearly the working condition of input points of various
PLC. By the use of the information, you can easily get rid of all the troubles in the machine.
The output-monitor interfaces show clearly the working condition of output points of
various PLC. The use of the information can easily acquaint you with the working flow of the
machine.
The time-setting interfaces are used to set the time for automatic hoist of feeder, automatic
lowering of delivery, and automatic lubrication of chains of gripper bar. The distance of
automatic hoisting of feeder varies among the different thickness of sheets. When the sheet is
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 16
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
thin, the required distance is shorter, and with less time. But for the thick sheet, the distance is
longer and with more time. It is the same case for the automatic lowering of delivery .The
automatic lubricating time can be set according to the condition of the chains of gripper bars.
Notice:
The unit of time for automatic hoist of feeder and automatic lowering of delivery is 0.01
second; and that for automatic lubrication of chains of gripper bar is 0.1 second.
Instruction of pre-counter:
Be sure to read the manual carefully and the pre-counter will be out function or incorrect
in the case where there is any violation of specifications clarified in it!
After the machine has been connected with power, press the “SHEET SETTING” button in
the “Interface-1”, the “Pre-counter” interface shown above will appear. If you don’t want to use
the pre-counter, turn the button to “OFF”, the air pump will not be started or stopped by the
pre-counting program. Vice versa, if you want to use it, turn the button to “ON”, and the air
pump will be started or stopped by the pre-counting program. Notice: This button will keep
the last state, even if the power if off.
Notice:
Before using the pre-counter, there must be no sheet on the table, otherwise, the count is
not correct. Besides, be sure to make the number set in the pre-counter of the delivery is the
same as that of the interface, and both the actual value for the pre-counter in the delivery and
that in the interface are “zero”.
So the air pump stops working automatically before the number of the pre-counter comes
into the settings, and when all the sheets from the table getting to the delivery, the number of
the pre-counter is just the one being preset. After this, the machine runs continuously, and the
bell rings intermittently to remind you to insert a tape or make a mark. Press the “air pump”
button to make a new pile with the mark being preset.
When inserting a tape or make a mark, be careful not to have your hands injured!
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 17
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
The angle of the electronic cam, which is made up of an encoder and a program controller
can be set in the time-setting interface. The data in the interface below can be modified only by
the professional persons, and the buttons used to display the following interfaces are
hidden-button.
Notice:
The data in the interfaces can be changed only by the professional persons!!
The following interfaces appear when the machine has trouble running and they are used as
references for trouble-shooting.
The reasons of the troubles in the front lays on the operation and opposite operator’s sides
are that the piles of sheets on the feeder are uneven, and transferring of sheets are not orderly,
which leads to the sheet failing to reach the proper place or becoming crooked; that rear stops do
not work as the feeder head is too high; that the uneven degree of tightness causes the
crookedness of sheets and the same problem may also be caused by the fact that sheets are held
up on the table.
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 18
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 19
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 20
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 21
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 22
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
Abnormal air pressure interface shows that when the machine is ready to start, the air
pressure is not proper and it make the air pressure switch works.
The caution interface is used for signaling that voltage of the battery in the
programmable controller is in low level!
I/O interfaces are to explain the uses of PLC input and output; equipment interfaces are to
specify the uses, features and working conditions of the machine.
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 23
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 24
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 25
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
5.1.3 Delivery panel: (see fig.Ⅳ)
Fig.Ⅳ
SB31:
It is the one to be pressed before the starting up of the machine. Press it and the bell will
ring three seconds. On this condition the main motor will run at a low speed if no problems
occur, and then the machine is ready to start. Press inching button SB32 and the machine begins
to run. If you don’t press inching or running button within ten seconds, the get-ready-to-start
state of the machine will be called off. If you want to have the machine start, you have to press
SB31 once more.
Once the emergency stop button is pressed, the bell button have to be pressed to restore the
emergency stop relay first, then restart the machine, even if the emergency stop button has been
restored.
Notice:
The ringing of the bell signals the running of the machine and that all the operators must
be far away enough to avoid danger! If the bell doesn’t work, it must be replaced immediately,
or it will be very dangerous!
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 26
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
SB32:
Press it and the clutch will work and the machine begin to run, but the machine will stop
when you slacken.
While the machine is running at the high speed, press the inching button, the main motor
runs at the lowest speed automatically; press the running button again, it will run at the setting
speed automatically.
For the smooth starting, the machine can be started only when the main motor runs at the
low speed. It is advisable to press inching button at the beginning, and then running button after
being sure that nothing is wrong.
SB33:
It is a running button. Press it and the clutch will work and the machine will run
continuously. When safety devices and sensors are in action, the machine will stop automatically.
Press running stop SB34 and the machine will run to the point where it is allowed to stop and
will stop. In an emergency press SB37 and the machine will stop immediately.
While the machine is running at the high speed, press inching button, the main motor runs
at the lowest speed automatically; press the running button again, it will run at the setting speed
automatically.
For the smooth starting, the machine can be started only when the main motor runs at the
low speed. It is advisable to press inching button at the beginning, and then running button after
being sure that nothing is wrong.
SB34:
It is used to stop the machine in normal operation or prevent other people starting the
machine. Once the button is pressed, it cannot restore automatically unless it is turned
clockwise.
If it is not restored, the machine is not able to run.
To start the machine again, first restore SB34, next press SB31 and then press SB32 or
SB33.
Notice:
Even if SB34 is pressed, the machine in action will not stop immediately, unless it runs to
the point where it is allowed to stop. In an emergency press SB37 and the machine can stop
immediately.
SB35:
It is a start-and-stop button of compressor and vacuum pump.
For the machine in action, when SB35 is pressed for the first time, and after the machine
runs to a particular spot, the air pump begins to work. Then the green light turns on. After this,
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 27
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
sheets from the feeder will be delivered one by one to the table. When SB35 is pressed for the
second time (but except for getting the presetting sheets), air pump stops and the green light
turns off.
Notice:
The revolving direction of air-pump motor must correspond to that of the arrow on the air
pump. Otherwise the air pump won’t work properly!
The air pump contains one sucker and one blower. Don’t mix up the two when air pipes
are connected. Or else it won’t work properly!
CNT1:
It is a pre-counter. It must be used together with the pre-counter in the interface, otherwise,
it will be out of function. It can also be used as an ordinary counter.
SA31:
It is used to control delivery motor.
Turn SA31 to “DOWN” and delivery begins to lower. Turn it to “STOP” or to the lowest
point, and delivery stops lowering. Turn it to “UP” and delivery begins to hoist. Turn it to
“STOP” or HL32 and delivery stops hoisting.
In operation, when SA31 is at the “STOP” delivery has the function of automatic lowering.
The distance can meet your needs. As for the setting of timer, see “DATA SETTING ” in the
Interface.
SB36:
It is a button controlling the inching-up of delivery.
When pile top on the delivery or the delivery itself touch HL32, the delivery stop hoisting.
Press the button once and the delivery will hoist a bit. When the delivery touches SQ36, it stops.
SB37:
It is used to stop the machine in action immediately in an emergency, or prevent other
people from starting the machine. Press it and all the motors will stop. Once the button is
pressed, it cannot restore automatically unless it is turned clockwise.
When the button is not restored, the machine and the motors will not start. To restart the
machine. the bell button has to be pressed to restore the emergency stop relay, even if this button
has been restored.
Notice:
In normal condition, even if SB37 is pressed, the flywheels won’t stop immediately owing
to their inertia!
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 28
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
SA32:
It is to control receiving and sampling.
Turn is to “RECEIVING”, the delivery works. Turn it to “SAMPLING” ,the sampling cover
opens and the electric bell rings. This is the position for sampling.
5.1.4 Opposite operator’s side panel: (see fig.Ⅴ)
Fig.Ⅴ
SB41:
It is the one to be pressed before the starting up of the machine. Press it and the bell will
ring three seconds. On this condition the main motor will run at a low speed if no problems
occur, and then the machine is ready to start. Press inching button SB42 and the machine begins
to run. If you don’t press inching or running button within ten seconds, the get-ready-to-start
state of the machine will be called off. If you want to have the machine start, you have to press
SB41 once more.
Once the emergency stop button is pressed, to restart the machine, the bell button has to be
pressed again to restore the emergency stop relay, even if the emergency stop button has been
restored.
Notice:
The ringing of the bell signals the running of the machine and that all the operators must
be far away enough to avoid danger! If the bell doesn’t work, it must be replaced immediately,
or it will be very dangerous!
SB42:
Press it and the clutch will work and the machine begin to run, but the machine will stop
when you slacken.
While the machine is running at the high speed, press the inching button, the main motor
runs at its lowest speed. Repress the running button, the main motor runs at the setting speed
automatically.
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 29
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
For the smooth starting, the machine can be started only when the main motor runs at the
low speed. It is advisable to press inching button at the beginning, and then running button after
being sure that nothing is wrong.
SB43:
It is used to stop the machine in normal operation or prevent other people starting the
machine. Once the button is pressed, it cannot restore automatically unless it is turned
clockwise.
If it is not restored, the machine is not able to run.
To start the machine again, first restore SB43, next press SB41 and then press SB42.
Notice:
Even if SB43 is pressed, the machine in action will not stop immediately, unless it runs to
the point where it is allowed to stop. In an emergency press SB28 and the machine can stop
immediately.
SB44:
It is used to stop the machine in action immediately in an emergency, or prevent other
people from starting the machine. Press it and all the motors will stop. Once the button is
pressed, it cannot restore automatically unless it is turned clockwise.
When the button is not restored, the machine and the motors will not start. To restart the
machine, Even if it is restored, the bell button has to be turned to restore the emergency stop
relay.
5.1.5 Stripping control panel (fig.Ⅵ)
Fig. Ⅵ
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 30
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
SB51:
It is the one to be pressed before the starting up of the machine. Press it and the bell will ring
three seconds. On this condition the main motor will run at a low speed if no problems occur,
and then the machine is ready to start. Press inching button SB52 and the machine begins to run.
If you don’t press inching or running button within ten seconds, the get-ready-to-start state of
the machine will be called off. If you want to have the machine start, you have to press SB51
once more.
Once the emergency stop button is pressed, to restart the machine, the bell button has to be
pressed again to restore the emergency stop relay, even if the emergency stop button has been
restored.
Notice:
The ringing of the bell signals the running of the machine and that all the operators must
be far away enough to avoid danger! If the bell doesn’t work, it must be replaced immediately,
or it will be very dangerous!
SB52:
Press it and the clutch will work and the machine begin to run, but the machine will stop
when you slacken.
While the machine is running at the high speed, press the inching button, the main motor
runs at its lowest speed. Repress the running button, the main motor runs at the setting speed
automatically.
For the smooth starting, the machine can be started only when the main motor runs at the
low speed. It is advisable to press inching button at the beginning, and then running button after
being sure that nothing is wrong.
SB53:
It is a start-and-stop button of compressor and vacuum pump.
For the machine in action, when SB53 is pressed for the first time, and after the machine
runs to a particular spot, the air pump begins to work. Then the green light turns on. After this,
sheets from the feeder will be delivered one by one to the table. When SB53 is pressed for the
second time (but except for getting the presetting sheets), air pump stops and the green light
turns off.
Notice:
The revolving direction of air-pump motor must correspond to that of the arrow on the air
pump. Otherwise the air pump won’t work properly!
The air pump contains one sucker and one blower. Don’t mix up the two when air pipes
are connected. Or else it won’t work properly!
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 31
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
SB54:
It is used to stop the machine in normal operation or prevent other people starting the
machine. Once the button is pressed, it cannot restore automatically unless it is turned
clockwise.
If it is not restored, the machine is not able to run.
To start the machine again, first restore SB54, next press SB51 and then press SB52.
Notice:
Even if SB54 is pressed, the machine in action will not stop immediately, unless it runs to
the point where it is allowed to stop. In an emergency press SB55 and the machine can stop
immediately.
SB55:
It is used to stop the machine in action immediately in an emergency, or prevent other
people from starting the machine. Press it and all the motors will stop. Once the button is
pressed, it cannot restore automatically unless it is turned clockwise.
When the button is not restored, the machine and the motors will not start. To restart the
machine, Even if it is restored, the bell button has to be turned to restore the emergency stop
relay.
Notice:
In normal condition, even if SB55 is pressed, the flywheels won’t stop immediately owing
to their inertia! Be ware of this!
SA51
It is used to control the upper stripping frame motor.
Turn SA51 to ‘DOWN’, the upper frame can lower, but the falling will stop without turning.
Turn SA12 to ‘UP’, the lower frame can hoist, but the hoisting will stop without turning.
Note: the upper frame has limit switches. When the switches are in action, the upper frame
will stop automatically.
Notice:
Only when the clutch is not in action, can the switch be turned.
Notice:
All the switches or buttons with the same names have the same functions, such as bell,
inching, running, running stop and emergency stop, for easy operation.
The first thing to keep in mind is the safety in any procedures of operating the machine.
Those who work on the sensitive parts of the machine must first press the emergency button,
to prevent other people from starting the machine. On hearing the bell, leave at once!
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 32
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
5.2 Feeder:
5.2.1 Sheet requirement: Smooth, Non-sticky between sheet.
5.2.2 Positioning the Pile:
The position of pile is determined by the side lay. The position of side lay is determined by
the position of cutting plate. The distance is 6-8 mm between the edge of sheet and side lay. The
position of side gauge of pile is adjusted by hand-wind to ensure the position of the pile. If the
position of the pile has a little deviation, adjust it by means of fine-tuning hand knob.
5.2.3 Adjustment of the height and coarseness of piles:
The highest point of the pile should keep the distance of approximately 10mm with the top
of infeed joggers. When sheet is large and thicker, the distance should be reduced. When the
sheet is not smooth, obviously knaggy, the wooden quoin or plastic quoin will be inserted to the
right position of the pile for the smoothness of the sheet.(fig.7)
Fig.7 Fig.8
1. infeed jogger 2. wooden wedge 1. inserting rod 2. feeding board
5.2.4 Non-stop feeder:
These systems allow the pile to be changed without interrupting machine production. When
the thickness of pile reaches about 300 –400 mm, the operator should prepare to change a new
pile.
Notice:
When the button of the pile exceeds the feeding board, insert the rods, otherwise, the
feeding board won’t work.
Step:
a. Insert the rods into the channel of the main feeding board (fig 8).
b. Turn the switch SA12 to “UP”, to raise the non-stop feeding board until it will be in touch
with the rods. Then turn the switch SA11 to the position of “S.AUTO”, enabling
automatic pile hoisting.
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 33
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
c. Turn the switch SA12 on “DOWN”, to lower the main feeding board (pile support) to the
lower end position. Now, the non-stop feeding board begins to work.
d. Put a new pile into the feeding board.
e. Turn the switch SA12 to “up”, to raise the new pile up to the rods
f. Turn the switch SA12 to “M. AUTO”, the main feeding board raise automatically.
Turn the switch SA12 to “DOWN”, lower the non-stop feeding board.
g.Take off the rods in turns and put them back to the rod chase without stopping the norm
operation of the machine. The press is now fed with sheets for a certain period and
non-stop process may be resumed when necessary.
Notice:
A. The number of rods will depend on the size, weight and the rigidity of the sheet.
B. There arrangement of rods should keep the pile top as flat as possible.
C. When removing rods, take care not to cause sudden changes in the pile top. Such changes
would be caused by quickly removing all rods at the same times.
It’s better to pull out the two center rods by approximately 1/4 of their length. Others
should be in the same way. Then take off the rods from the center until all rods have been
removed. Where it is difficult to slide the rods, remove them by make-ready the pile with
the palm of the hand.
5.2.5 Speed-down device for thin sheet
A speed-down mark is stuck on the frame of the opposite operator’s side. When the material
processed is too thin, for example, less than 100g/m2, open the cover, adjust the speed-down
lever so that sheets speed down just when reaching to the front lay, thus ensure high accuracy.
5.3 Suction Unit:
This unit sucks the sheet one by one at a time from the feeder pile so that they can be
arranged in a scale wise stream on the feeder table. It is synchronized with the machine (press),
and controls pile hoisting as the sheet is sucked.
5.3.1 Adjustment of the suction unit:
The forward or backward position is adjusted with Hand wheel 1, and the up or down
position is adjusted with Hand wheel 2. This unit is for coarse adjustment. (fig.9)
5.3.2 Rear Stops:
Locate these 1-2 mm from the pile. It uses dead weight of the Nylon running wheel to
weight down the sheet. They prevent a sheet from moving backwards (fig. 10).
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 34
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
Fig.9: 1. Hand wheel for forward or backward position
2. Hand wheel for up or down position
Fig. 10 Fig. 11
Fig. 12 Fig. 13
5.3.3 Separator brushes:
These are located as fig 11. They permit fist sheet to be separated from the pile.
5.3.4 Blades separators:
These are located 5- 10 mm above the pile, and 3- 7 mm toward (fig. 12). They permit solid
board or corrugated board to be separated.
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 35
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
5.3.5 Beveled brushes:
These are located 1mm above the pile. They permit sheet to be Separated (fig. 13). For
ordinary sheets use beveled brushes.
Fig. 14 Fig. 15
5.3.6 Rear blower blocks:
These are located 10 mm behind the pile, and go past it over a third of their height (fig. 14).
The air flow rate is controlled by adjustment button of air valve. They permit sheets to be
separated.
5.3.7 Blower foot:
Its position does not need adjusting. The air flow rate is controlled by adjustment button of
air valve. It presses on the pile when the upper sheet begins to advance and injects air to
facilitate separation of the sheet (fig.15).
Notice:
Each time a pile shifts, blower foot must presses on the pile when the machine is running,
to prevent the pile from hitting feeder head.
Fig. 16 Fig. 17
5.3.8 Lifting suckers:
The height position adjustment: The height is 20 mm between the suction cup washer and
pile. Adjust slantwise so that the suction cup washer is parallel to the sheet (fig. 16, 17, 18).
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 36
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
5.3.9 Carrier suckers:
Adjust slantwise, when the sucker takes the sheet, and the suction cup washer should be
parallel with sheet to ensure the carrier suckers don’t rub the sheet in their return movement (fig.
18). The holders of suction cup washer have two, one is longer, the other is short. The press is
equipped with the longer one. Use the shorter one when producing sheets of smaller width.
Fig. 18
5.4 Feed table and Adjustment:
5.4.1 Belts:
The position of the belts can be moved according to the sheet size. Slacken the idler roller
under the feeder table for adjustment. For unused belts, it can slacken the idler roller under the
feeder table to reduce wear and tear.
Notice:
The degree of tightness of conveyor belts should be adjusted similarly. Otherwise, it will
cause the incomplete sheet.
Adjusting screw
Fig.19:
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 37
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
The method of change belts:
It will be easy to change by using the end belt. It can be glued directly on the machine.
5.4.2 Rubber feeder rollers:
These should be placed as near as possible in line with the transfer suction cups. It lifts up
when sheets come. Then it presses the sheet and pushes the sheet forward. The pressure of
rollers is adjustable through a knurled screw and the amount of pressure depends on the sheet
thickness. Set both two rollers to the same pressure to ensure good alignment of the sheet (see
fig. 19).
5.4.3 Pivoting chase:
It can be lift up so that the incomplete sheet and double sheets are taken out to fix a
breakdown on the table. It is equipped with pressure beams that can be laterally adjusted
according to the sheet width, to make both pressure rollers and rotary brushes on pressure beams
positioned right on the belts.
Fig.20: 1. Front lay 2. Steel ball 3. Rotary brush 4.Rubber pressure roller
5. Rubber feeder roller 6. Double-sheet sensor
5.4.4 Rubber pressure rollers:
These should be positioned just behind the rear edge of the sheet as it touches the front lays,
and should not hold the sheet down while being registered by the side lay. Others should be
arranged according to the actual conditions (see fig. 20). The pressure of rollers is adjustable
(see fig. 21).
5.4.5 Rotary brushes:
These should be positioned in line with the front lays behind the rear edge of the sheet. It
makes the sheet close to the front lays (fig. 20, 22).
5.4.6 Steel pressure blade:
It is to smooth out the sheet, helping it run into grippers easily. The number of the blades
can vary properly according to the size of sheet.
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 38
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
Fig.21 Fig.22
1. Adjusting knob 2. Pressure roller 1. Adjusting knob 2. Rotary brush
5.4.7 Steel ball:
They press sheets by their own weight. They should be put on the table belts, as forward as
possible. There are two devices for steel balls, with 1-inch balls used for thin sheets and 1.5-inch
for thick sheets.
5.4.8 Support of sheet-pressing:
It is used to smooth out sheets to enable them to slide into the feeder table. It is adjusted
according to the size of sheets. (fig. 23)
5.4.9 Double sheet sensor:
These are placed in the middle of rubber feeder rollers. The supporter beam is equipped
with inch adjustment screw. Turn it right and detecting roller is raised. The distance, or height (h)
between pressure roller and delivery roller varies according to the thickness of a sheet. The ‘h’
should be twice the thickness of a sheet, but less than three times. The principles are that when
in double sheet, pressure roller will be forced to run, owing to the increased thickness of sheets,
thus initiating the switch and making the machine stop.
Fig. 23 Fig. 24
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 39
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
5.4.10 Synchronization adjustment:
Synchronization adjustment is to be carried out as sheets are running from feeder to cutting,
in other words, adjust the proper time of sheets coming to the front lays. On the operating side
of table there is an adjusting wheel, which can adjust the time of feeding sheets.
Adjusting wheel: the time of sheets coming to front lays is also influenced the size and
thickness of sheets apart from the above-mentioned factors. The right time of sheets coming to
front lays can be secured through the adjusting wheel according to the actual situation of sheets
running on the table, to promise the normal operation. (fig. 24)
The locations of various parts on the table and adjusting methods are different, and
operators should adjust accordingly.
Notice:
Parts on the table must always be fixed, no placing tools on the table; otherwise harm
may be done!
5.5 Adjustment method of front lays: Fig.25 Fig.26
Fig.25 Fig.26
1. Knob1 1. Inductive sensors 2. Front lays knob
The front lays knob1 has three lines, that is, the first, the second, and the third. When the
front lays at the first line, turn the knob to move the front lays on the operator’s side forward and
backward; when at the third line, turn the knob to move the front lays on the opposite operator’s
side forward and backward. In operation, the knob is at the second line.
Turn the knob clockwise and the front lays run in the direction of feeder, or vice versa.
When the knob takes one turn, the front lays move 0.075mm.
Two willful front lays can be used according to the size of sheets and at the same time the
position of buttons SA22 andSA23 on the main button board must be adjusted correspondingly.
From the operating side, the sequence are I, II, III, IV.
The front lays have four inductive sensors used to detect the accuracy of registration. The
accuracy has been set to the optimum standard at the manufacturer. When the sheet is not at the
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 40
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
proper place or crooked, the corresponding switch will send out a signal to stop the machine.
When unnecessary, turn switches in the interface-2 to “OFF”.
5.6 Adjustment methods of side lay: (fig.27)
The side lay can work as pull-or-push lay. The pull lay is used for common sheets, while for
corrugate and heavy sheet board push lay used. Use the pull lay, referring to fig. 27. While using
the push lay, tear apart the positioning bolt, positioning nut2, spring and bearing as shown in the
fig. 27 and replace the spare push lay.
5.6.1 Positioning:
a. Coarse adjustment: slacken Locking Screw1 and Locking Screw2, slide the lay into the
required position by hand and lock Locking Screw1.
b. Fine adjustment: in the processing sheets, the fine adjustment of the position of pull lay
can be achieved in the running of the machine by turning adjusting screw outsides the cover
until the sheet is pulled to the right position.
Fig. 27
1. Locking screw1 2. Locking knob1 3. Adjusting nut1 4. Locking knob2
5. Lubricating spot 6. Adjusting bolt 7. Adjusting nut2 8. Spring 9. Locking screw2
5.6.2 Adjustment of pulling force: (using pull lay)
When Steel roller’s pulling force is too small, this will keep the sheet not in position. When
the pulling force is too big, it will damage the sheet. At this time, use the adjusting nut2 to adjust
the pulling force.
5.6.3 Regulation of working time:
The working time of pull lay has already been set at the manufacturer. If any variation
occurs, and readjustment is required, its procedures are that when the sheet runs from the table
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 41
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
to front lay,the pull lay begins to work, and before the grippers shut the rollers hoist.
Methods of adjustment: slacken the two of locking screw1’s on the cam and adjust the
position of the cam. After that, tighten locking screw1 until the requirements are met.
5.6.4 Adjustment of distance between sheet platen and sheet supporter:
Slacken locking screw2 to position up and down. Tighten the screw after getting sheet
platen at the right place.
5.7 Making and installing of cutting die:
Fig.28
5.7.1 Die material:
a. Hard plywood: 18mm thick.
b. Cutting rules: 23.8mm high.
c. Creasing rules: 23.24mm for sheet board, 22.9mm for corrugated paper; thickness and
height according to the material being processed.
d. For die cutting to work smoothly and continuously, stick forming rubber pads on either
sides of cutting rules and creasing rules.
For more information of transect and sticking requirements, see fig.28.
5.7.2 Die making
a) Foaming rubber pads can be classified as common, elastic, and arching. Hardness of
foaming rubber pads varies according to their different positions.
b) Foaming rubber pads would be deformed in the actual uses. If the pads are too near to
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 42
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
the rules, it leads to a lateral force that will break linking spots or tear sheet edges and
influence the effect of die cutting. If it is too far away, it leads to sheet board sticking to
rules. The optimal distance between the pads and rules is 1 to 1.5mm.
c) When sticking foaming rubber pads to the sides of the rules, it should be parallel and
nonstop. This can guarantee the speed.
d) The pads should be made into under form to reduce deformation by lateral force and to
ventilate.
e) For easy installation, when manufacturing, a notch is needed in the middle of the long
edge of the cutting die near the gripper bar (shown as above).The minimum distance of
the first cutting rule to the long edge of the die is 21mm.
5.7.3 Installation of cutting die:
When installing it, direct the center block fixed on the chase against the notch on the cutting
die. Then position the adjustable cross bar and rest according to the size of the plate, and fasten
the plate with the clamps on the upper chase. When die-cutting products without front waste,
move the plate if the gripper contact the cutting line. And move the supports when the supports
contact the grippers.(Fig.29,30)
Fig.29: Installation of the cutting die in the chase
1. Adjustable cross bar 2. Adjustable rest 3. Support 4. Mid-line 5. Cutting die
Fig.30: The use of the clamps for cutting die
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 43
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
Fig.31: Balancing of platen
When cutting sheets of small size, equalize the cutting force by placing extra cutting lines
as shown in Fig.31.
This machine can die cut products with gripper margin or those without gripper margin (see
fig.32 and fig.33 respectively). However, the accuracy of products without gripper margin is
lower than that of products with gripper margin. The distance of the cutting rules to the front
edge of the die is supposed to be less than 4mm. Products refer to those with vertical cutting
lines and without horizontal lines.
Fig.32 Fig.33
Die specification with gripper margin Die method without gripper margin
5.7.4 Installation of upper chase:
Method for upper chase: slacken the lock screw, and turn the positioning clamp for a
90-degree angle (fig.34) and fasten it again. After that, unlock the two lock levers (fig.35) and
then the upper chase can be pulled out for the die preparation and changing. Finally, push the
upper chase to its position and be sure to fasten the positioning clamp with the lock screws and
lock it with the lock levers. Remember that the machine cannot work unless the chase is locked
by the levers.
Notice:
Don’t turn the lock wrench when the machine is running, for it is likely to damage the
machine.
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 44
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
Fig.34
1. Lock screw 2. Positioning pressing bar
Fig.35: 1. Front lock lever 2. Rear lock lever
Fig. 36
1.2.3. Support shaft 4. Upper limit pin 5. Lower limit pin 6. Pin 7. Shaft
5.7.4 Turn-over method of upper chase:
Pull out the die cutting plate, and make the sinks in the middle on the either sides of the die
cutting plate fall into the shaft of the support (fig.36). But be sure to take the protection plate
before this, or the harm may be done to the men or the chase itself.
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 45
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
Then push the upper localizing pin in, and turn the die cutting over the upper pin and restore
it. Do the same at the lower localizing pin, thus claming the chase between the two pins.
Notice:
a. Only when the gripper bars are off duty, or just starting, and not in the movable platen
can the installation be done. Otherwise, it is possible to damage the chase as a result of the
collision between the plate and gripper bars.
b. The machine cannot start if the upper chase is not in its position and the lock levers are
not locked.
c. Take away the protection plate before turning over, or else the falling of the die cutting
plate may cause the damage to the men or the make-ready plate. And don’t forget to put back
the make-ready plate before pushing the upper chase into its place.
d. As the upper chase is pretty heavy, be careful to handle them when installing or
transporting, and two persons should be employed to pull it out completely!
5.8 Handling method of the cutting plate on the movable platen:
Something to notice: to handle the cutting plate on the movable platen the platen must
be at the lowest point. When the gripper bar moves to the middle position of the platen, the
platen is right at the lowest point. Or use SB26 to make it at the lowest point.
Slacken clamp screws by means of a special wrench, and pivot the clamp. Draw out the
wheels No.1, 2, (fig.36) from pull-out plate rest and then the cutting plate can be used for
supporting and sticking. After this, be sure to push the cutting plate in and press it with clamps
and put away the lever. At this point the machine can be started. (see fig.37)
Notice:
As the diecutting plate is pretty heavy, be careful to handle them when installing or
transporting, and two persons should be employed to pull it out completely!
Fig.37
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 46
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
5.9 Tips of driving the machine manually by means of hand lever:
Only when the emergency button is pressed and the main motor and the main flywheel is
completely stopped and the protection device is in effect, can the hand lever be used to drive the
machine manually.
As the air clutch is used, any device on the movable platen will not start itself. So when
using the hand lever to drive the machine manually, power must be disconnected and proceed
as follows:
a. Press SB28 to stop the main motor and main flywheel and press it again.
b. Install the hand lever on the main worm shaft.
c. Press SB25 to work the clutch by one person, drive the machine manually with the lever
by another person
d. Slacken SB25 to stop the clutch and act the brake.
e. The two persons work together to drive the machine manually to the right place.
f. After this, put the hand lever back to its place and restart the machine.
5.10 Structure of gripper bar:
The whole machine consists of five gripper bars, each of which has eight grippers. If one of
these grippers is broken, replace it as shown in Fig.38.
Notice: make a weekly check-up on the screws on the gripper bar and fasten them!
Fig.38: 1.Movable gripper 2.Lubricating spot 3.Fixed gripper
4.Gripper bar 5.Pressing block
5.11 Adjustment of work force:
5.11.1 Adjustment of work force:
a. Turn the force-adjusting wheel clockwise and force increases, while turn anti-clockwise and
it decreases. On the wheel is fixed a meter of turn counting. When the wheel turns one
round, the movable platen will hoist or descend 0.25mm (fig.39).
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 47
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
b. Be careful of the adjusting. When more than three quarters of one sheet are cut, the work
force cannot be increased by turning the adjusting wheel, and instead by means of
make-ready plate to complete the whole work.
Notice:
The adjusting must be done step by step in case too much force might cause damage to
the machine!
Fig.39: 1. Hand lever 2. Adjusting wheel 3. Meter of turn counting
5.11.2 Adjustment of parallel between movable platen and upper platform:
Proper parallel between movable and upper platforms had been made at manufacture.
However, owing to the long-time use, the parallel between the two platforms will gradually
be lost, which will affect the quality of die cutting. Thus the adjustment is needed.
Adjust as follows: Disconnect the chain for pressure adjustment, open the transparent
guard on the protection cover (As indicated in fig.40). Put four 34.8-mm height pieces on the
four corner of movable platen.
a) The parallel adjustment at the opposite operator’s side:
Adjust the screw by turning the handle and the sprocket for pressure adjustment to make
one corner hoist or fall until the two pieces on the OOS contact with the two platen.
b) The parallel adjustment at the operator’s side:
Turn the adjusting screw with a spanner; Move the bevel piece with the bolt, to make
one side of the movable platen hoist or fall, to parallel with that of upper platen;
c) Tighten the adjusting screw and close the transparent guard.
Fig.40:
1.Upper platen 2.Movable platen 3.Pressure adjusting handle 4. Screw 5. Adjusting nut 6. Bolt
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 48
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
5.12 Adjustment of degree of tightness for the chain of gripper bar:
The chain will be loose because of long use and heavy wear and make greater noise. Under
such a condition, the chain has to be adjusted, as shown in fig.41.
Proceed as follows:
a) Slacken the screw to move the protection switch backward;
b) Slacken the nut and the localizing screw;
c) Slacken lock screw of adjusting nut;
d) Turn the adjusting nut to tighten the chain (Don’t overdo it. It is proper if the gripper
bar can be raised manually 20mm.) .
Position of limit screw and the protection switch:
When the gripper bar is raised 20mm, press localizing screw against the slide to enable the
whole chain axis not to move backward. After this, move forward the protection switch to make
the detector head contact the localizing plate and start the switch, and then press in just 1mm.
Notice: keep the two chains parallel.
Fig.41: 1. Protection switch 2. Stud 3. Adjusting screw 4. Spring
5. Limit screw 6. Lubricating spot 7. Supporting wheel
8. Localizing plate
5.13 Adjustment of side jogger and rear jogger and braking brush:
5.13.1 Adjustment of side jogger:
Release the lock lever, base on the size of the sheet. Move the side jogger to meet the
desired requirement. Then tighten the lever.(fig.42)
5.13.2 Adjustment of rear jogger and braking brush:
In the delivery after die cutting, press the front of the sheet by means of sheet braking brush
to hold its back part down and the sheet would otherwise mess up. In this case the rear jogger
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 49
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
and the brush should be placed at the proper position according to the size of the sheet, and this
can be done with the adjusting hand-wheel on the operator’s side board. The movement of the
rear jog and the brush should be in accordance with the sheets, and this can be achieved by
adjusting the two cams on the frame of opposite operator’s side board.
Notice:
Push the side jogger and rear jogger properly. Don’t push too much, in case damage
might be done!
Fig.42
1. Side jogger 2. Lock knob
5.14 Non-stop rack:
It is used when in the delivery the sheet pile has reached a certain height and another
delivering plate to be replaced.
As the sheet pile has reached a certain height (indicated by ringing of bell), the machine
slows down. Then the operator should lower the pile to the lowest point, put the non-stop rack in,
take away the pile, substitute another delivering plate and raise it to the non-stop rack, and pull
out the non-stop rack, allowing the pile to fall on the new delivering board.
Notice:
This ought not to take too much time. As the non-stop rack won’t stop automatically, the
higher pile will cause the machine to stop itself.
5.15 Adjustment of sheet-delivering open gripper and sheet down
holder:(fig.43; fig. 44)
As the gripper bar runs to the platen inlet, the gripper opening units in the platen inlet will
open the gripper, enable the sheet to move into the gripper. When the gripper bar carrying this
sheet is at the standstill in the delivery, the gripper opening units in the delivery will open the
gripper, the sheet down holder take sheet to the top of the pile .It is proper for the gripper to
open 5 to 7 mm. And it is required for each opening to be of the same size. It needs adjustment
if it opens too wide or too narrow.
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 50
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
If adjustment is needed, proceed as follows:
a) Slacken the lock screw
b) Turn the bolt, to enable the opening size to comply with the requirements.
c) Tighten the lock screw.
Fig.43 Fig.44
1. Bolt 2. Lock nut 1. Lock nut 2. Bolt 3. Sheet down holder
5.16 Maintenance of the air clutch
The machine uses air clutch with the features of high-peed brake and safty. The
maintenance is as bellow:
The compressed air should be dehumidified and filtered before entering into the air clutch,
these needs to be done by a set of air-source processing unit which is made in Taiwan. The
diameter of the pipe is PT3/8, the type of the unit is BC300.The cup used for filter must be filled
or let in time. The oil in the oil spray must be clean and the spray should be filled in time but not
too much to prevent the cavity from being filled up and lose its function.
5.17 Operation of the stripping station
The main components of the station are upper tool (upper frame),lower tools (lower frame),
and the female board, all of which are equipped with the male board (upper stripping pin),
pressing pads ,lower stripping pin and female board.
The cyclic movements of the components allow separating the waste from the die-cut sheet
by a “pinching” action.
When the die-cut sheet moves to the stripper, the upper tools go downward and the lower
tools go upward and they get to the sheet at the same time. The upper stripping pin and lower
stripping pin grips the waste by a movement of the lower stripping pin, then they go downward
together, thus allowing separating the waste from the die-cut sheet pulling it down through the
appropriately shaped holes in the female board into the waste box.
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 51
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
5.17.1 Fixing the stripping unit
a. Upper frame and male board (or upper stripping pin):They can only be pulled out or
pushed in as they are at the highest position.
The upper frame is made of ultralumin with front and rear positioning base.
Fig.45
1.Front positioning base 2.Clamp for adjustable crossbar 3.Adjustable crossbar 4.Adjustable
frame 5.Clamp for male board 6.Wooden board 7. Pressing pad 8.Stripping rule 9. Link support
Fig.46
1.Adjustable beam 2. Fixed base 3.Stripping pin 4. Clamp
Male board (stripping die board) is usually manufactured at the same time as the cutting die
for the job. It consists of a plywood board 18mm thick, carrying an arrangement of pins 78mm
long, which serves as strippers. The board is also provided with pressing pads of synthetic foam,
which are 80mm plus the plywood board. The number of the pads depends on whether the waste
can fall down freely, for too many would deform female board, while too few would fail to carry
out its job. Density of the pressing pad should be 35-40 kg/m3 (fig.45). Additionally, for
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 52
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
installing, the male board has also engraved a notch in the middle of the front edge similar to the
products processed. The male board is retracted 10mm at the gripper margin from die-cut board
(fig.49).
For simple items, the upper stripping pins can be used instead of stripping die board. They
are available in three sizes, i.e.3, 5, 9mm in diameter and can be mounted on the adjustable
crossbar by the fixed base and clamps.(fig.46)
Stripping die board (upper stripping pin) is positioned on the upper adjustable frame by a
center block and fixed by the link support, adjustable bar and clamps. (fig.45)
Notice:
The stripping die board can be correctly positioned on the upper frame by align the notch
in it with the center block fixed on the upper frame. And the upper stripping pin needs to be
done on the presetting table.
Fig.47
1.Upper frame 2.Hook 3.Locking screw 4.Fine adjusting screw
The upper frame can be fixed in the machine after correctly positioning the die board or
upper stripping pin it. Proceed as follows:
1. Loosen the locking screw, turn the plate so as to pull out the upper frame easily.(fig.47)
2. When a large number of tools are used, the frame is heavy, and requires one person each
side when pulling out completely. Carry out the above operations in the reverse order to load the
frame into the machine.
3. Both the front positioning piece and the rear positioning piece can be fine adjusted by
moving the upper frame using adjusting screw.
Notice:
When fixing, bars are needed to avoid deforming., the number depending on the size of
the board.
b. Lower frame: It can only be drawn out of the machine when in lowermost position;
otherwise the stripping tools will foul the beam.
The lower frame is made of ultralumin with front and rear positioning base.
The lower equipment is mainly referred to the spring-loaded pin. It is positioned in line with
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 53
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
an upper stripping pin, allowing thus to grip the waste. One spring-loaded pin per waste section
is usually sufficient. The spring-loaded pin are available in three size, i.e.3,5,9 mm in diameter
and are mounted on the adjustable crossbar by the fixed base and fixed rack and the adjustable
crossbar is fixed on the lower frame with clamps .(fig.48)
Fig.48
1.Rule for male board 2.Lower stripping pin
Notice:
It is advisable to position the spring-loaded pins on the lower frame on the presetting
table.
Proceed as follows:
1.Loosen the locking screw, turn the plate so as to pull out the upper frame easily. Then turn
the plate to its original place, fasten the screw to load the frame into the machine.
2.When a large number of tools are used, the frame is heavy, and requires one person each
side when pulling out completely.
3.Both the front positioning piece and the rear positioning piece can be fine adjusted by
moving the upper frame using adjusting screw.
Fig.49
1.Male board 2.Cutting plate 3.Female board
c. Fixing the female board: It is mounted in the middle frame, which is stationary while the
machine in operation.
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 54
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
The female board is made of first grade plywood of 12mm thick. It is manufactured at the
same time as the cutting die for the job. It is retracted 25mm at the gripper margin from die-cut
board and for installing , the female board has engraved a notch in the middle of the front edge
similar to the products processed. (fig.49).
Shapes similar to that of sheets processed should be made in the female board, of which the
edges are 1.5mm bigger than that of wastes (fig.49).Except the gripper margin, the rest wastes
are all stripped thorough the female board.
Fixing of the female board is proceed as follows:
a. Fix the front positioning plate in the center frame.
b. Fix the supporting bar on the center frame.
c. Put the female board to the proper place by means of the center positioning piece and
the front positioning plate then fix it on the front positioning piece and supporting
bar.
d. Bring the die-cut sheet into the female board and see if the sheet fits in line with the
board. If not, adjust the position of the female board by the fine-adjusting screw
located in the front positioning piece. After that Lock the female board to the front
positioning piece.
Fig.50
1.Female board 2.Front positioning plate 3.Fixed bar
4.Support 5.Locking piece 6.Supporting beam
5.17.2 Operation of the presetting table
Usage: The function is to cut down time on setting of the machine. Before starting up of the
machine, properly position the die-cut board and the stripping tools in the presetting table so as
to insert the upper and lower stripping tools into the machine directly when the machine in
operation.
1. Features: easy operation and cutting down production time.
2. Operation procedures: Making of stripping tools differs according to the job. For jobs
with complicated shapes and more wastes, the Male board (stripping die board) and the female
board are manufactured at the same time as the cutting die for the job. But for jobs with simple
shapes and less wastes, only the female board is manufactured at the same time as the cutting
die for the job. (Note: for the specifications of male and female board, see the related
description)
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 55
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
For jobs need male board, the follows should be done:
a. As the male board has engraved a center notch in it, position it on the upper frame by
fitting the notch in line with the center block, then fix it by means of adjustable bar and angle
iron.
b. Insert the upper and lower frame with male board into the corresponding position of the
presetting table and lock it. Turn the handle until the upper frame gets to the lowest spot. Pull
the aluminum plate out of the presetting table. Then turn over the presetting table so that the
upper frame get to the lower position and the lower frame get to the upper position. Fix the
spring-loaded pin according to the position of the cutting rules on the male board. One
spring-loaded pin per smaller waste section is usually sufficient, but for bigger waste two or
three pins needs to be added. (Note: the fixed base and clamps should not stop the waste from
falling.) After setting, install the upper and lower frame into the machine.
As for jobs need not male board, the follows should be done:
a. First turn over the presetting table,(fig.51) insert the aluminum plate into the dead
point, place the die-cut board to the proper position where the center piece on the plate should in
line with the front positioning piece.
b. Fit the lower stripping pins to the place where the wastes needs to be stripped. Pull out
the die-cut board and the aluminum plate, turn over the presetting table again to its original
place and turn the handle to move the upper frame to the lowermost position. Then fit the upper
stripping pins in line with the lower stripping pins. (Note: the fixed base and clamps should not
stop the waste from falling.) After setting, install the upper and lower frame into the machine.
Fig.51
1.Handle 2.Upper stripping frame 3.Die-cutting board 4.Lower stripping frame
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 56
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
6. TROUBLE SHOOTING:
6.1 Feeding:
Common trouble:
6.1.1 Inadequate force of sucker in the feeder:
Reasons may be as follows:
1) Air- pipe leaking (if the air leaks from the joint, make it air-tight with a hooper; if the
pipe leaks, replace it.).
2)Leak because of tear and wear (replace the sucker or fix the valve).
3)Leak because of air pump (a. check the air pump to see whether the filter is clean. The
monthly clean-up is required as usual. b. check whether the top of the air pump is worn out or
dirty; if so, clean it or fix it)
4) Too big distance between the sucker and top level of the pile (adjust the height of the
feeder by turning the adjusting knob. The proper distance between them should be 6mm. There
should be a distance of 5 to 10mm between the forwarder sucker and top of the pile.)
6.1.2 Crooked feeder:
Reasons:
1)When the feeder head feeds sheets, the forwarder duckers on either side are not in step
with each other, which means the forwarder suckers are in line with top level of the pile. In this
case adjustment is needed.
2)The feeding belts on the either side is not in the same degree of tightness, not in the
same pressure and not in the same direction, all of which may this problem. So it is advisable to
adjust the tension wheel on the feeding belt, to turn the adjusting knob on the press wheel and
change the direction of the support.
3)The feeding wheel on the figure roller is of uneven distribution and of uneven pressure.
In this case adjust the position and pressure of the feeding wheel.
6.1.3 Feeder head shaking:
Reasons:
1)The force of restoring pulling-blade is too small, thus making the separation between
the swing and cam. A new blade will solve this problem.
2)The coordination gap becomes bigger with heavy wear of the two plugs of feeder
head’s gimbal, thus causing shaking. The replacement of new plugs will get over the problem.
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 57
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
6.1.4 Double sheets:
Reasons:
1)Feeder head’s sucker is too close to top level of the pile. (Adjust the height, keeping the
distance of 6 or 7 mm.)
2)The separate brush or beveled brush and the blade are too much above the pile, or too
little forward. (Adjust the blade, so that the brush can be located 5—10mm and forward
3—7mm. And adjust the brush so that it can be located 1mm above the pile.)
3)Rear blower blocks are located too low. The purpose of the blocks are to aerate and
separate sheets. So if they are too low, they will have no effect on the above pile, easy to lead to
adhering sheets.
6.1.5 Uneven sheets in side lay:
The problem is mainly due to too much or too little pulling force, or the improper location
of the side lay. In the case too much pulling force, the sheet will be pulled over its position or
the sheet is dog-eared. If too little, the sheet may not reach its position. In this case, adjust the
pulling force. The side lay is of three-thin-sheet height (sheet of 0.2mm thickness). It can be
adjusted by means of the springs.
Besides, the problem may also be related with the side lay hoisting too early. When the side
lay hoist before the gripper close, the sheet will be out of control, thus causing coarse side lay
while in die cutting. On the other hand, if it hoists too late, the sheet may tear. The solution is to
adjust the position (angel) of cam or gear on the side lay, enabling the side lay to hoist before the
gripper bar starts and after the grippers close.
6.1.6 Improper position of sheets in front lay:
The problem is due to too much pressure of press blade or the uneven distribution of rotary
brushes on the feeder table. Then adjust the press blade to let the sheet pass at its lowest position
(two sheets thick away from the front lay). Adjust the position of rotary brush on the feeder
table., to make the center right on the rear of the top sheet., thus ensuring that the brush will
possess a pushing force when it runs to the front lay.
6.2 Die cutting:
Common troubles:
6.2.1 Uneven cutting force:
1) If there is slight unevenness, check the cutting rules, for the uneven distribution of
these rules will cause this problem. In this case, add a balancing cutting rules to make the platen
receive equal force.
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 58
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
2) If seriously uneven cutting force appears at the front or rear platform, or at the four
corners, it is mainly because the four swings supporting the movable platen are not of identical
height. In this case, open the protection cover to check whether the four swings are worn out,
and if so, replace them. Or adjust the four bevel blocks until they are completely equal.
6.2.2 Inaccuracy of die cutting:
1)Heavy wear of the intermittent structure leads to the shaking of gripper bars in the
stopping state or starting of die cutting. And this situation usually affects the location of the
sheet. It is advisable to send for the technicians from the manufacturer to check up the
intermittent structure.
2)The wear of the main transferring chain makes it undesirably longer, which will
directly affects the localizing accuracy of sheets in die cutting. Replacing the chain will settle
this.
3)The inaccurate localization of the upper chase or die cutting plate is often owed to the
heavy wear of localizing block on the die cutting plate or in die cutting after long use and the
resulting bigger coordination gap. Replace the localizing block.
4)The localizing distance of the swing localizing block is too small.
As there is a certain inaccuracy (1.5%) in the chain itself, the too small distance between the
front and rear localization is not able to get rid of this inaccuracy and affect the accuracy of die
cutting. In this case adjust the adjusting screw on the front localization swing or the cam’s
position of rear localization swing to enable front and rear localization move the press bar
2—3mm.
5)Uneven or small pressing force of gripper.
As the elasticity of the active gripper will tend to get smaller, this will cause the sheets in
the delivery slide and affect the accuracy of die cutting. The unbalanced force between grippers
will cause sheets to be crooked in the die cutting. It is advisable to replace the grippers, and
besides, the height of the fixed gripers should be made to be identical, or else sheets will collide
in the grippers or become wrinkled and therefore affect the accuracy of die cutting.
6)The wear of side localizing plate is the main cause for the improper side localization
and even the allowed inaccuracy cannot make up for the loss made by the wear. In this case
replace the localization plate.
6.2.3 Sheet separation after die cutting:
This problem is related with the plate-making process and pads. When the products are of
complicated design or of a great number of rows and on the other hand the linking points are
little and rare, the separation is likely to appear. In this case it is to increase the number of the
points and keep the length direction of products and that of sheet delivery in line with each other.
If the glue bar is too soft, the product cannot come out easily. Replace it with one of hardness
and high elasticity.
Another main cause is the early starting of grippers. When the movable platen lower down
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 59
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
after die cutting, the sheet is still in die cutting plate, even though the sheet has cutting rules on
it by rubber pads, for the bar is 2—3mm above the cutting rule. Under such a condition,
separation of sheets may occur if the gripper bars start to work. So in this case, do adjusting by
slackening the connecting sleeve of the intermittent structure and sprocket wheel shaft, and
lower the movable platen 7—8mm from the highest point until the gripper bars start to work.
(10—15mm for corrugate)
6.2.4 Inadequate lubricating pressure:
The machine is equipped with an indicator showing this problem. When such a problem
appears, check the filter and clean the filtering screen. If the problem remains replace the oil
pump.
6.3 Stripping station
Common trouble:
1. Separation:
Processing sheets of complicated deign might lead to this problem. This is because sheets
ate connected by a few dots after the stripping has been done. If the machine in this situation is
running fast or the number of the dots is not enough in the making of the die, separation is liable
to take place. So many more dots should be added if possible.
2.Difficult stripping of waste
The problem is mainly due to the faulty female board. Attention should be paid to ensure
that the board be manufactured with holes of cone shape for easy falling of waste.
6.4 Delivery:
The main troubles are coarse delivery and separated delivery.
6.3.1 Initial coarse delivery:
Mainly caused at the beginning by the big gap between the delivering table and the low part
of side jogger and front and rear joggers. Just raise it by pressing slightly SB36. If the problem
remains throughout the whole process of delivery, it means that the delivering table lowers
automatically too much. In this case reset falling amount of automatic falling timing. Besides,
when thin sheets can also lead to this problem. Under this condition, slow down the speed of the
machine.
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 60
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
6.3.2 Separated delivery:
This problem appears when the brush and sheets do not work correspondingly or when the
sheet-breaking force is too big or the sheet-catching starts too early. In this case, adjust the
working time and pressure of the brush, that is, the brush catches one third of the sheet with
force just enough to hold it flat.
7. Safety devices:
The machine consists of four safety devices, together with the foot-protecting devices at
feeder and delivery.
7.1 Front transparent guard: Located at platen inlet.
7.2 Rear transparent guard: Located at end of delivery.
7.3 Cover at the place to pull out the plate:
Located at the support for pulling plates and opened when adjusting the upper chase or
lower supporting plate.
7.4 Transparent guard at the operator’s side of stripping station
Located at the place where the stripping frame is pull out on the operator’s side of
stripping station, it is opened when adjusting the upper and lower frame.
7.5 Transparent guard at the opposite operator’s side of stripping
station
Located at the opposite operator’s side of stripping station and opened when fine adjusting
the upper and lower frame.
7.6 Transparent guard at delivery:
Located on the frame of operator’s side of delivery.
The machine will stop automatically when any of the safety devices are opened. The
machine will run only when all the devices shut down.
8. Maintenance and lubrication:
The new machine has to be lubricated again after one month’s use.
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 61
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
8.1 Feeder:
8.1.1 Lubricate once a week the two pairs of worm wheels and worm shafts on both the main
and non-stop feeders with Alvania Grease 2.
8.1.2 Lubricate every shift between every running parts and swing parts and their shafts, as:
1) Between every press rollers on the feeder and their shafts.
2) Between every swing poles on the feeder head and their shafts.
3) Into the global gimbal.
4) Between the sprocket wheel shafts inside the feeder’s side frame and their
supports.
8.1.3 Dusts may jam the sucker in its working process. Pull it apart and clean it with gasoline
and kerosene. Be sure not with lubricating oil.
8.2 Die cutting:
8.2.1 Lubricating oil pump:
The pump is stalled outside the opposite operator’s side chase of die cutting, type of CB-B4.
it is used to lubricate the main motor and the intermittent structure in ring lubrication. Outside
the oil box under the machine base there is a tubular oil level to show the amount of oil left and
on the cover of opposite operator’s side is a circular oil level to show the state of oil. Before the
starting the machine be sure to fill in the oil, and everyday operation check all the time for the
timely lubrication and maintenance.
Type of oil: N68 mid-load gear oil.
8.2.2 Lubrication of every transferring parts and swing parts:
1)Lubrication of gripper bars (Fig.38)
There are 2 lubricating spots for every row of gripper bars, with the total of 10 for 5
rows. Lubrication is needed every shift.
2)Lubrication of press board and press roller shaft (fig.52)
There is a lubricating spot for every press board and press roller shaft, with all
together 4 spots. Lubrication is needed every shift.
3)There is a lubricating spot between swing arm and fixed shaft of side lay. Lubrication
is needed every shift.(Fig.27)
4)Lubrication of the gripper bar chain
There is a lubricating spot for chain in every operator’s side and opposite operator’s
side. Lubrication is needed every one hour. The lubricating time can be set in the time
interface.
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 62
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
Fig.52
1. Lubricating spot 2. Shaft support 3. Press board shaft 4. Press roller
8.3 Stripping station
1. The liner guide used for sliding the bridge should be lubricated once a week by
means of grease gun.
2. The post of the upper and lower frame to be lubricated once every shift by means of
grease gun.
3. Driving chains should be lubricated once a week by means of grease gun.
8.4 Delivery:
8.4.1 Transferring chains of hoisting and falling motor of delivery (lubricated every week by
means of grease gun.)
8.4.2 Every running parts and swing parts
1)Main chains with gripper bars to be lubricated once a week by means of grease gun
2)Every open transferring gears to be lubricated once a week by means of grease gun
3)Sleeves of side jogger (two spots for outside and inside each) to be lubricated once
every shift
4)Bearings of side jogger (2 spots) to be lubricated once every shift, using N46.
8.5 Main chains of gripper bars and the chain guides:
Lubricate the two chain guides on the front part by means of grease gun. Then open the
transparent guard and lubricate the chain-tightener and chains, to be done once every shift.
8.6 Intermittent structure:
The oil for the intermittent structure is No.200. Check the structure every 15 working days
as shown in Fig.53.
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 63
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
Fig.53
1. Screw 2. Swell sleeve
Proceed as follows:
Open cover of intermittent structure, check the screw of the swell sleeve and retighten it.
The way to tighten it: by means of moment spanner, and in diagonal, crosswise and even
way. The force for tightening the screw is MA+145Nm.
The tightening forces are in turns as follows:
1)1/3MA
2)1/2MA
3)MA
4) MA for all the screws
Attachment1: Lubricating oil:
Stickiness No. Running stickiness at 40℃ Esso Standard Oil Co. Shell Oil Co.
N68 mid-load gear oil 61.2-74.8 Esso Gear oil lc80 Omala 68
Gear oil 200 180-220 SpartanEP4,320 Omala Oil320
Alvania Grease2 Maroleum2 Unedo2
9. Spare parts:
The spare parts consist of various special spanners and other parts. The user should check
these parts according to the bill of loading and preserve them in good shape. For example, the
brushes belts and gear belts should be kept in cool and dry and clean places; other metal parts
need care to prevent rusting. Upper chase, gripper bars and cutting plates should avoid
deformation.
Special spanners take special care and should not be used beyond to avoid damage and
losing.
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 64
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
9.1. Machine-moving lever: it is used t o move the machine by hand, and it should be
kept at its position, or the main motor will not start and the machine will not run. The
position of its protection device and the installation is shown in fig.5.
9.2. Special spanner: it is used to lock or release the cutting plate on the movable platen
and is put at the outer chase guide for easy use. So be sure to put it back once used.
9.3. Two-head spanner and hexagonal wrench: the proper size is the most thing for
the use of the tools.
10. Electric control system:
MY1050A-P die cutting and stripping machine applies high tech, carrying out the total
automation from feeding, to die cutting, to stripping, to delivering, with die cutting using
interface which indicates working speed and the number of processing sheets, the total
processing time and working condition, and monitors dynamically the inputting spots and
outputting spots of the programmable controller and all possible troubles that might appear in
the processing, to facilitate the trouble shooting. The pre-counter can be set to stop the air pump,
and will remind user to make a mark. The electronic cam, which is composed of an encoder and
a programmable controller, is stable and easy to adjust. Transducer, applying indefinitely
variable speed regulation, which enables the smooth operation, controls the main motor.
The machine uses AC380V and 50HZ in 3 phases, 4 lines, connected with PE. The main
switch is located at the door of master console, the opening of which means power failure.
The main circuit use isolated transformer, with AC380V in, and AC220V out. Every transducer
is DC 24V. Power supply is steady and by means of switch. Power route uses CAT.3, which
means failure of any emergency switches leads to automatic power failure and secure safe
operation. The motor applies electric relay to avoid excessive heat. The controlling system uses
excellent electrical parts of fine quality and steady feature.
Notice:
Working condition:
1. At the elevation of not more than 1000 meters .
2. The surrounding media temperature of 0 ℃ – 55℃.
3. Comparative moisture of 35 – 90 % without condensed dew.
4. The fluctuation of voltage within ± 10%.
5. No combustible and corroding gas around.
6. No touch with dust, iron powder and water.
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 65
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
7. No direct shaking and hitting.
8. No direct sunshine contact.
9. Corresponding measures should be taken in situations where electrical and
magnetic compatibility does not conform to the standard:
☆ Where there is electrostatic interference.
☆ Where there is a strong electrical field.
☆ Where there is radiation.
10.1 Installation and testing:
As the machine is delivered to the user, be sure to check whether all the electric elements,
wires and electric connectors are in good condition, whether the screws are tightened. Open the
electric cabinet to see if the electric elements are in good shape. After the machine reaches its
position, put in order all the wires and servo cables, check all the plugs and connect the
thermocouple wires according to their series numbers to the ends in the stamping cabinet. Insert
the wires dismantled from the main motor according to the numbers U1,V1,W1 to the
transducer terminals U. V. W. After everything is made certain, power can be connected to the
machine according the requirements of users.
When the machine is less than 30m away from the power system, the specification for
electric wires is 10squaremm, 5-core cable. When the distance is beyond 30m, wider cables
should be used. L1, L2, L3 are connected with live wire, N with zero wire and PE with special
earth wire.
Notice:
When connecting the two terminals of wires, use the proper cold pressing terminal board;
or there might be danger of fire and damage!
After the machine is ready to start, but before power is connected, check the wires, voltage
and be sure that everything is correct. Turn SA20 to “on”, and power is connected to the control
circuit, with ringing of bell six times, and the machine begins to run with the lights on. On the
touch interface appears “Language Option”, where you can choose between Chinese and
English. If no decision is made within 30 seconds, it will take the option chosen last time. If
Chinese is chosen the interface will automatically turn to “Chinese Screen”.
Then go to the switchboard of feeder first. When SA11 is on “S.AUTO”, turn left SA12 to
“DOWN” and watch the main feeder falls or not. If it does, this means the main power is in the
right order. If not, exchange any two of the live wires to change their order. When everything is
right, the turning directions of motors of oil pumps, main feeder, non-stop feeder and delivery
are in the right way. This is because all these have been set properly at manufactures.
Turn SA21 on the main switchboard to “OIL PUMP” and the pump begins to work. Then
turn SA21 to :STOP:, and it continues to work. Finally turn SA21 to “MIAN MOTOR” and the
motor begins to work at the lowest speed. If it goes in wrong direction, change it by
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 66
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
exchanging any two of U1, V1, or W1. If this does not work, the reason may that of
transducers.
Make sure that the direction of the main motor is in the same with the arrow shown on the
machine, you can push SB21 to be ready to work. Press SB22, and the machine begins to work.
Then set DW of the main motor at the lowest and push SB23 to keep the machine running at the
low speed first for the observation. If there is nothing wrong, heighten the speed.
Refer to the relevant chapters for more information.
10.2 Maintenance:
Those who are responsible for the maintenance of the machine must be qualified
technicians with technical know-how concerning electric controlling knowledge, must
abide by the relevant rules about overalls and the use of labor safety devices, and must
work with required tools.
To use the machine to the fullest degree, regular maintenance is necessary.
After a period of time, the screws on the electric devices might be a bit loose for the reason
of vibration or something. Then constant check-up must be carried out now and then tighten the
loosened screws to avoid possible breakdowns for the machine.
Paper dust caused by the machine might affect the normal work of sensors particularly that
of photoelectrical switches. So constant check-ups and cleaning are necessary, but no alteration
of the function and position of these switches take place.
Regular cleaning for these electric cabinets has to be done frequently, to keep them tidy.
Otherwise normal function of these devices might not be secured. The important thing to
remember is to disconnect power system before cleaning.
The machine has many parts to work together and their coordination is very important. This
is achieved by the proper allocation of working time for the machine ---those, which are
supposed to run, should run and those not should remain still.
It is the case with the electric control, which also involves a time problem, that is, it decides
when the sensor works. This device is the electronic cam which is composed of an encoder and
a programmable controller. It can be set in the interface. But it has been set at the manufacturers
and need not be reset.
10.2.1 Front lay position-responded switch :
The switch works together with sheet-in-position sensor to locate the sheets not in position.
When the sheet gets to front lay, with the roller pulling it out completely and lifting up, the front
lay sensor actuates the switch.
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 67
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
10.2.2 Sheet detector position-responded switch:
For the running machine, when gripper bars are 200-300mm from the movable platen, its
sensor actuates the switch.
10.2.3 Sheet accumulation position-responded switch :
When the front lay is lifting up to let the sheet through, its sensor actuates the switch.
10.2.4 Stop position-responded switch :
When the movable platen is at the lowest point, its sensor starts the switch.
10.2.5 Air pump position-responded switch :
When the forwarder sucker finishes its work of sucking the sheet and withdraws half way,
its sensor actuates the switch.
10.2.6 Stripping position-responded switch :
When the sheet runs to the gripper bars and 200-300 mm from the switch, its sensor starts
the switch.
10.3 Trouble and shooting:
Control system of the machine has set many spots where operation can be conducted and
many safety devices as well. Wherever there is trouble in the machine, it will stop automatically.
Therefore this requires familiarity with the every parts of the machine by the operators, the
trouble can be shot in as short time as possible.
The machine possesses the ability of self-diagnosis for common troubles by the use of
interface and computer system. So the operators can easily shoot the trouble according to the
indications on the monitor. As for special troubles, first check power system and outer
influences and then consider the machine itself.
10.3.1 Feeder unable to hoist automatically:
In this trouble if feeder can hoist by hand, check whether SA11 is in the right position, then
whether SQ13 works and whether the timer for automatic hoisting is set properly. After this, if
the trouble still remains, check transferring structure.
10.3.2 Delivery unable to fall automatically:
In this trouble if delivery can fall by hand, check whether HL31 is in the right position, and
whether the timer for automatic descent is set properly. After this, if the trouble still remains,
check transferring structure.
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 68
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
10.3.3 Delivery with intermittent but not continuous hoisting:
In this trouble if delivery can fall by hand, check whether HL32 works, and the photo cell
should correspond with light source
10.3.4 All the motors unable to be started:
In this case, check the emergency button to see if it is restored or not. If it is not, depress
SB21. Check if the three lamps are flickering simultaneously. If so it means the machine is in
the protection state, which shows that at least one of the knobs or locks is not restored, and the
machine can resume its work until the knobs or locks are restored.
10.3.5 Over-height of pile at the delivery unable to return to the normal
height:
In this case, check the deliver station to see if sheets are in the position of automatic descent,
or the HL31 is normal, or the timer for automatic descent is properly set.
10.3.6 Main motor failing to work in the working of the machine:
When this trouble occurs, check whether the transducer has alarmed or not, whether the
machine has been overloaded or is suffering too much pressure by comparing the code number
on the dial with those in the instruction manual for transducer, whether the lubrication is in good
condition or it is partially over-heated.
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 69
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
10.4 List of electric components:
Note: The specifications of the electric components in the tables are for reference only,
some of them may be altered without notice. The components installed on the machine is the
right one.
Mark Name Version QTY Manufacturer
KM0 AC Contactor LC1-D6511M5 1 Schneider
KM1 AC Contactor LC1-D0901M5 1 Schneider
KM2 AC Contactor LC1-D3201M5 1 Schneider
KM3 AC Contactor LC1-D1201M5 1 Schneider
KM4-11 AC Contactor LC2-D0901M5 4 Schneider
FR6 Thermal relay LR2-D1305C 0.63~1A 1 Schneider
FR2 Thermal relay LR2-D1312C 5.5~8A 1 Schneider
FR3,5 Thermal relay LR2-D1307C 1.6~2.5A 2 Schneider
FR1.4 Thermal relay LR2-D1306C 1~1.6A 2 Schneider
KA0 Emergency relay RS-NAGAO DC24V 1 CIESE
KA1~9 Relay MY2N DC24V 9 Omron
SA20 Chief locking ZB2-BG2 ZB2-BZ101 ZB2-BZ103 1 Schneider
SB15.28.37.44.45 Emergency stop button ZB2-BS54 ZB2-BZ104 5 Schneider
SB14.24.34.43.54 Button ZB2-BS44 ZB2-BZ101 5 Schneider
SB13.27.35.53 Button ZB2-BW33 ZB2-BW061 DL1-CW024 4 Schneider
SB11.21.31.41.51 Button ZB2-BA6 ZB2-BZ101 5 Schneider
SB12.22.32.36.42.52 Button ZB2-BA2 ZB2-BZ101 6 Schneider
SB23.33 Button ZB2-BA3 ZB2-BZ101 2 Schneider
SB25.26 Button ZB2-BA1 ZB2-BZ101 2 Schneider
SA11.23.24 Knob switch ZB2-BD3 ZB2-BZ103 3 Schneider
SA21 Knob switch ZB2-BJ3 ZB2-BZ103 1 Schneider
SA12.31.51 Knob switch ZB2-BJ5 ZB2-BZ103 3 Schneider
SA22.32 Knob switch ZB2-BD2 ZB2-BZ103 2 Schneider
EL23.24.25 Singnal lamp LT-220-3 220V 1 Tai wan
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 70
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
Mark Name Version QTY Manufacturer
EL21 Tell-table lamp ZB2-BV03 ZB2-BV6 DL1-CE024 1 Schneider
EL32 Tell-table lamp ZB2-BV05 ZB2-BV6 DL1-CE024 1 Schneider
PLC1 CPU CPM2A-60CDR-A 1 Omron
PLC2 Extension CPM1A-20EDR1 1 Omron
PLC3 Extension CPM1A-20EDT 1 Omron
PLC4 Extension CPM1A-8ED 1 Omron
QF20 Auto air switch S2N160 R125 S1-S2 1 ABB
QM1 Circuit Breaker 5SX4 340-7 40A 1 Siemens
QM2 Circuit Breaker 5SX4 316-7 16A 1 Siemens
QM3.4 Circuit Breaker 5SX4 310-7 10A 2 Siemens
QM5 Circuit Breaker 5SX4 206-7 6A 1 Siemens
QM6 Circuit Breaker 5SX4 106-7 6A 1 Siemens
QM7.8 Circuit Breaker 5SX4 101-7 1A 2 Siemens
QM9 Circuit Breaker 5SX5 104-7 4A 1 Siemens
QM10 Circuit Breaker 5SX4 104-7 4A 1 Siemens
HL11.13.14.31 Photo electric switch LLK-1180-202(R)
32.33.34 LLK-1180-200(E) 7 Contrinex
HL12.23.51 Photo electric switch LHK-1180-301 3 Contrinex
SQ26.2A.2B.2C.2D Photo electric switch TL-W3MC1 5 Contrinex
SQ11.12.14.15 Limit switch WLCA12 4 Omron
SQ13.16 Proximity switch DW-AD-621-M12 2 Contrinex
SQ22 Limit switch Z-15GQ22-B 1 Omron
SQ31.32.33 Limit switch ZC-D55 3 Omron
SQ23.24 Limit switch ZC-Q2255 2 Omron
SQ34.35.36 Proximity switch 3SE3-120-1FA 3 Siemens
SQ51.52 Proximity switch 3SE3-120-1EA 2 Siemens
SQ25.27.53.55 Proximity switch TL-Q5MC1 4 Omron
SQ37 Limit switch ZC-W155 1 Omron
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 71
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
Mark Name Version QTY Manufacturer
SQ21 Oil pressure switch SNS-C110 1 Saginomiya
CNT1 Pre counter LC4H-R6-DC24V 1 Nais
DC24V Stabilized voltage supply S82J-10024 100W DC24V 1 Omron
VS Speed adjustable inverter VARISPEED-616G5 11KW 1 YASKAWA
DW Potentiometer WX030 4.7KΩ3W 1
R1 Resistor MCRM-ST 2KW 40Ω 1 Korea
HA Ac electric bell 126 052 15 DC24V 1 Werma
M.M.I Interface PWS-1711MONO 1 Tai wan
M1 Oil pump motor YS-7124-B5 370W 1 Tianjin
M2 Main motor Y-160M-4-B3 11KW 1 Tianjin
M3 Air pump CBX40-P-VB03 2.2KW 4.9KW 1 ORION
M4 Main feeder motor GV28-750-10S-M 750W 1 Tai wan
M5 Non-stop feeder motor GV22-400-10S-M 400W 1 Tai wan
M6 Delivery gear motor GV32-750-100S-M 750W 1 Tai wan
M7 Stripping frame gear motor GV22-200-100S-M 200W1 Tai wan
Air clutch 57110 WD 1
M9.10 Fan FP-108X(S-1)-T 2 Tai wan
TC1 Control transformer JBK5-800 380V/220V.24V 1
LB Filter DL-10DH1U AC250V 10A1
DL1.2.3 Daylight lamp CWY-1X20W AC220V 3
NEC Encoder ZLF-12-100BMC24E 1 China Changchun
10.5 Circuit principle diagram of system:
(As following are for reference only!)
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 72
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
Appendix 1
Front lay setting panel
“4”, “3”,“2”and“1” in the front lay setting panel are the code of front lay. Press
each button above, and the corresponding front lays can be selected. One or more can be
selected at the same time. When any front lay is selected, the LED flashes. When the button
above the symbol “▲” is pressed, the selected lay moves forward, and when the one
above “▼” is pressed, it moves backward. The moving distance also appears in the
interface(of which the unit is mm). Press the button above “CLR” to cancel the selection
and the number becomes to “0”.
“Ⅰ”, “Ⅱ”,“Ⅲ”and“Ⅳ” in the front lay setting panel are the code of front lay.
Press each button above, and the corresponding front lays can be selected. One or more can
be selected at the same time. When any front lay is selected, the LED flashes. When the
button above the symbol “▲” is pressed, the selected lay moves forward, and when the
one above “▼” is pressed, it moves backward. The moving distance also appears in the
interface(of which the unit is mm). “+” means moving forward and “-” means moving
backward. Press the button above “CLR” to cancel the selection and the number becomes to
“0”.
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 73
MY1050A-P DIECUTTING & STRIPPING MACHINE INSTRUCTION MANUAL
Appendix 2
PRESSURE ADJUSTMENT
Be sure to read the manual carefully and the pressure adjustment will be out function
or incorrect in the case where there is any violation of specifications clarified in it!
Press the “PRESSURE ADJUSTMENT” button in the “Interface-1”, the “PRESSURE
ADJUSTMENT” interface shown as above will appears. Indicat of the position value is the
value for up plate to down plate . Press the “pressurize” button ,Indicat of the position value
is decreased. Press the “decompress” button ,Indicat of the position value is increased.
is fine-adjusting pressure value for non-stop. Push , Indicat of the
position value is decreased, increasing pressure .Push Indicat of the position value is
increased, reducing pressure .(unit:0.01mm)
Notice:
1. Only the pressure increases to setting value and has some values,
and will be in action for increasing or reducing pressure. and are
pushed morn than 1 second.
2.The values shown in the “PRESSURE ADJUSTMENT” interface are the pulse count by
PC detedted. One pulse count is equal to 0.01mm changed distance between of two platen.
TANGSHAN YUYIN PRINTING MACHINERY CO., LTD. 74
You might also like
- Training BHSDocument222 pagesTraining BHSmurali03692% (13)
- EX380 Operator Maint ManualDocument35 pagesEX380 Operator Maint ManualChandra Sekar50% (2)
- NJP-1200 Series Automatic Capsule Filling MachineDocument53 pagesNJP-1200 Series Automatic Capsule Filling MachineAntoniaAzuaga100% (5)
- GM Automatic Overdrive Transmission Builder's and Swapper's GuideFrom EverandGM Automatic Overdrive Transmission Builder's and Swapper's GuideRating: 4.5 out of 5 stars4.5/5 (8)
- J23-016B ManualDocument12 pagesJ23-016B ManualCarmen Méndez AnTonyNo ratings yet
- 70 070 Autocreaser 50 Service ManualDocument31 pages70 070 Autocreaser 50 Service ManualWilliam John DavisonNo ratings yet
- SM 500 MoulderDocument17 pagesSM 500 Moulderhugo_1990No ratings yet
- 78 Dt400e DT250E ManualDocument18 pages78 Dt400e DT250E Manualdisgustipate0% (1)
- SM-330 - SM430 - SM-936 - 1136 Semi-Automatic Divider Rounder SeriesDocument20 pagesSM-330 - SM430 - SM-936 - 1136 Semi-Automatic Divider Rounder Serieshugo_1990No ratings yet
- Aspen Uksrg GuidelinesDocument32 pagesAspen Uksrg GuidelinesEshaan Awan100% (2)
- BJ-03MAX ManualDocument23 pagesBJ-03MAX ManualezequielNo ratings yet
- English ZX7045Document18 pagesEnglish ZX7045gnugpl100% (1)
- 04pC Operations Manual PDFDocument62 pages04pC Operations Manual PDFGuillermo RamirezNo ratings yet
- Manual Furadeira Radial Rd3050x16Document56 pagesManual Furadeira Radial Rd3050x16rbocca123No ratings yet
- Rotary Tablet Press TP27 MANUALDocument53 pagesRotary Tablet Press TP27 MANUALEnrique AltuveNo ratings yet
- BTM250 TSM300 112700 112701 112703 EngDocument31 pagesBTM250 TSM300 112700 112701 112703 Engmartin_jaitmanNo ratings yet
- ARM-2101 Manuel User BookDocument33 pagesARM-2101 Manuel User BookNabil BannourNo ratings yet
- WC67Y-30 1300 ManualDocument20 pagesWC67Y-30 1300 ManualabdiNo ratings yet
- Kauo Heng 323D 323DJ 323DTJ Operation ManualDocument57 pagesKauo Heng 323D 323DJ 323DTJ Operation ManualVictor Colucci ManfriniNo ratings yet
- Manual Operation: W11-6X2500 Mechanical Three Rollers Symmetry Bending MachineDocument17 pagesManual Operation: W11-6X2500 Mechanical Three Rollers Symmetry Bending MachinekinfegetaNo ratings yet
- TYMC 1200 Handbook PDFDocument25 pagesTYMC 1200 Handbook PDFMG PackNo ratings yet
- Catalogue-Dye Cutting MCDocument11 pagesCatalogue-Dye Cutting MCTaposhNo ratings yet
- Operation Manual For QC12Y-8X3200Document37 pagesOperation Manual For QC12Y-8X3200Lucas Alves RodriguesNo ratings yet
- Jg23-40d Operation InstructionDocument16 pagesJg23-40d Operation InstructionÁrpád VörösNo ratings yet
- TBTUTM-1000A UTM With PC Display Operation ManualDocument9 pagesTBTUTM-1000A UTM With PC Display Operation ManualEinjel TenaNo ratings yet
- Палетувальна XT 4505 Manual 1Document33 pagesПалетувальна XT 4505 Manual 1Viktor YavtushenkoNo ratings yet
- Desenllantadora Marca Coseng Modelo Cd540aDocument42 pagesDesenllantadora Marca Coseng Modelo Cd540ajhan123j100% (1)
- BM 600H ManualDocument11 pagesBM 600H Manualjoefendi85No ratings yet
- Regulament InternDocument38 pagesRegulament InternvasilefloreaNo ratings yet
- Molino de Tres RodillosDocument16 pagesMolino de Tres RodillosElviSs AlbornozNo ratings yet
- Boxford 8 Inch Shaper PDFDocument21 pagesBoxford 8 Inch Shaper PDFOlavo PastoreNo ratings yet
- 950H WHEEL LOADER J5J00001-UP (MACHINE) POWERED BY C7 ENGINE (XEBP8563 - 00) - DocumentationDocument12 pages950H WHEEL LOADER J5J00001-UP (MACHINE) POWERED BY C7 ENGINE (XEBP8563 - 00) - DocumentationMohamed ZohierNo ratings yet
- Operation Manual KH-212Document63 pagesOperation Manual KH-212Jorge Centeno Ramos100% (2)
- LT-C0200 Automatic Concrete Compression Device User ManualDocument28 pagesLT-C0200 Automatic Concrete Compression Device User Manualkutalmış doğanNo ratings yet
- Drilling Machine Z3040X16Document45 pagesDrilling Machine Z3040X16Mo NoNo ratings yet
- DDGJ-1.2-1500-LY Operaion ManualDocument14 pagesDDGJ-1.2-1500-LY Operaion Manualsandeep7426No ratings yet
- EF-35 - Service ManualDocument53 pagesEF-35 - Service ManualsudalfaNo ratings yet
- OPERATION MANUAL-Necking MachineDocument12 pagesOPERATION MANUAL-Necking Machinecarlogeretto2No ratings yet
- Pzs3000 ManualDocument25 pagesPzs3000 ManualBinh le ThanhNo ratings yet
- TP-601D & TP-601LDocument149 pagesTP-601D & TP-601LMyface BookNo ratings yet
- 9typ8312 KTDocument25 pages9typ8312 KTaboubakry dialloNo ratings yet
- Automatic BANDSAW: Instruction ManualDocument29 pagesAutomatic BANDSAW: Instruction ManualArvian Sandhika PratamaNo ratings yet
- TQ356 55Y1英文说明书Document19 pagesTQ356 55Y1英文说明书刘巍No ratings yet
- CNC ManualDocument30 pagesCNC ManualJuan Miguel SantosNo ratings yet
- HM-32B Manual.Document23 pagesHM-32B Manual.cheufelNo ratings yet
- Amada Mechanical Shear Operator's Manual Model M-1245, M-1260, M2045, M2545, M-2560, M-3045, M-3060, M-4045, M-4060Document37 pagesAmada Mechanical Shear Operator's Manual Model M-1245, M-1260, M2045, M2545, M-2560, M-3045, M-3060, M-4045, M-4060em378902No ratings yet
- A111 89ND-NGSDocument17 pagesA111 89ND-NGSMuhammad Idrees ArainNo ratings yet
- Sun Star Ac Servo Motor Series IIIDocument83 pagesSun Star Ac Servo Motor Series IIIGramma Jo100% (1)
- Shengmei PDFDocument83 pagesShengmei PDFWilly Villa SalsavilcaNo ratings yet
- GenCut GL350 - Manual-Automatic Cut Off Saw - Operation Manual - V. 2023Document10 pagesGenCut GL350 - Manual-Automatic Cut Off Saw - Operation Manual - V. 2023RuskyNo ratings yet
- Manual of AD-WTS1206Document20 pagesManual of AD-WTS1206Vũ Thế AnhNo ratings yet
- Manual RS9856F Brochure Desenllantadora OtrDocument34 pagesManual RS9856F Brochure Desenllantadora OtrJH Miguel AngelNo ratings yet
- Bs 250 Has ManualDocument28 pagesBs 250 Has ManualellisforheroesNo ratings yet
- TJ-450 Automatic Hot Stamping Machine ManualDocument23 pagesTJ-450 Automatic Hot Stamping Machine ManualFer AyalaNo ratings yet
- Speed Sensor - AdjustDocument6 pagesSpeed Sensor - AdjustЕвгений АбрамовNo ratings yet
- m028 - At4 Electrical Turret Rev c2Document11 pagesm028 - At4 Electrical Turret Rev c2mauricek3No ratings yet
- A5000 - Zero Speed SwitchDocument8 pagesA5000 - Zero Speed Switchsai44No ratings yet
- Drawworks(绞车)Document10 pagesDrawworks(绞车)Omar Fathy100% (1)
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- My1050a-P 0Document5 pagesMy1050a-P 0Thug FamilyNo ratings yet
- KB5060Document2 pagesKB5060Thug FamilyNo ratings yet
- Cours 4 - Science VocabularyDocument10 pagesCours 4 - Science VocabularyThug FamilyNo ratings yet
- Technical DataDocument1 pageTechnical DataThug FamilyNo ratings yet
- Leer El Lunes 16 Abril Todos McNamara - 2002 - Early Intervention in The Transverse Dimension Is It Worth The EffortDocument5 pagesLeer El Lunes 16 Abril Todos McNamara - 2002 - Early Intervention in The Transverse Dimension Is It Worth The EffortNeiba RomeroNo ratings yet
- Annex 1 - List of DelegatesDocument9 pagesAnnex 1 - List of DelegatesaseancocoaclubNo ratings yet
- EMS Scope of Practice DecisionDocument3 pagesEMS Scope of Practice DecisionepraetorianNo ratings yet
- ELEMAN HSEMS - Safety Management System PDFDocument64 pagesELEMAN HSEMS - Safety Management System PDFZafar SiddiquiNo ratings yet
- Otec SeminarDocument21 pagesOtec SeminarAbhishekSuman80% (5)
- Intermittent Battery Drain: Ymms: Dec 4, 2019 Engine: 3.5L Eng License: Vin: Odometer: 2014 Acura MDX BaseDocument2 pagesIntermittent Battery Drain: Ymms: Dec 4, 2019 Engine: 3.5L Eng License: Vin: Odometer: 2014 Acura MDX Basebyungchul kimNo ratings yet
- RusDocument42 pagesRusОльга КалмыковаNo ratings yet
- SeqdumpDocument2 pagesSeqdump20-2020 Rahita purbaNo ratings yet
- Barrons Bigbook Special WordDocument116 pagesBarrons Bigbook Special WordRASEDUL ISLAMNo ratings yet
- Ashik v. Bandula and Others (Noise Pollution Case)Document7 pagesAshik v. Bandula and Others (Noise Pollution Case)Huzaifa SalimNo ratings yet
- Er SopDocument19 pagesEr Sopjaybeeclaire67% (3)
- EE311A 2021 AV Slides L23Document13 pagesEE311A 2021 AV Slides L23Ananya AgarwalNo ratings yet
- 2unpx203 6r2Document2 pages2unpx203 6r2Anonymous cDWQYsjd9No ratings yet
- Macro Curriculum Changes 2023 Part 2Document6 pagesMacro Curriculum Changes 2023 Part 2Al VelNo ratings yet
- Safety of Microneedles For Transdermal Drug DeliveryDocument2 pagesSafety of Microneedles For Transdermal Drug DeliveryHiep X NguyenNo ratings yet
- PED 5 Heat ExchangersDocument74 pagesPED 5 Heat ExchangersDiogo EstevesNo ratings yet
- Methods For Genetic Study of ManDocument54 pagesMethods For Genetic Study of ManNavneetNo ratings yet
- Effectiveness of Rehabilitation Interventions in Adults With Multi-Organ Dysfunction Syndrome: A Rapid ReviewDocument8 pagesEffectiveness of Rehabilitation Interventions in Adults With Multi-Organ Dysfunction Syndrome: A Rapid Reviewsari murnaniNo ratings yet
- Officer - Sr. Officer - Compliance - Palmal Group of Industries - BdjobsDocument3 pagesOfficer - Sr. Officer - Compliance - Palmal Group of Industries - BdjobsTitas KhanNo ratings yet
- Yasnac J300 Connecting Manual (Type B)Document186 pagesYasnac J300 Connecting Manual (Type B)sunhuynh100% (1)
- Employment Rights For Victims of Domestic or Sexual ViolenceDocument36 pagesEmployment Rights For Victims of Domestic or Sexual ViolenceLegal Momentum100% (2)
- MET135 Lesson 3 Atmopsheric Moisture and StabilityDocument21 pagesMET135 Lesson 3 Atmopsheric Moisture and StabilityMalik ForbesNo ratings yet
- Orif ReportDocument5 pagesOrif ReportduypalaNo ratings yet
- Regional CQM Supervisor - Wuhan Fiberhome International Technologies Phils., Inc. - 10502036 - JobStreetDocument4 pagesRegional CQM Supervisor - Wuhan Fiberhome International Technologies Phils., Inc. - 10502036 - JobStreetJabNo ratings yet
- Therapeutic Drug MonitoringDocument43 pagesTherapeutic Drug MonitoringMohammad AdibNo ratings yet
- Road Safety Training DocumentsDocument25 pagesRoad Safety Training DocumentsAbdullah Al BakyNo ratings yet
- Entrep - Product ProposalDocument4 pagesEntrep - Product ProposalPrincess ArabelaNo ratings yet
- CIED Surgical Guidance Dec21Document16 pagesCIED Surgical Guidance Dec21SamNo ratings yet
- Brochure - EPD - EN - EU RU - Float - Lami - Coated - 2021-2026 ENDocument31 pagesBrochure - EPD - EN - EU RU - Float - Lami - Coated - 2021-2026 ENNaseer KhanNo ratings yet