Download as pdf or txt
You might also like
- Aluminum Defects After AnodizingDocument41 pagesAluminum Defects After AnodizingSON100% (1)
- 26 Samss 088Document8 pages26 Samss 088Fayez Al-ahmadiNo ratings yet
- Astm A351-A351mDocument7 pagesAstm A351-A351mJose Gregorio RodriguezNo ratings yet
- Astm A194-A194m-2022Document12 pagesAstm A194-A194m-2022Carlos67% (3)
- Astm A 743 PDFDocument8 pagesAstm A 743 PDFWill MottaNo ratings yet
- Astm A148Document4 pagesAstm A148Michael Skrable100% (2)
- ASTM A747 - A747M-16a PDFDocument5 pagesASTM A747 - A747M-16a PDFHanda Bin AdiNo ratings yet
- Steel Castings, Welding, Qualifications of Procedures and PersonnelDocument19 pagesSteel Castings, Welding, Qualifications of Procedures and PersonnelDavidNo ratings yet
- ASTM A194-A194M-20aDocument12 pagesASTM A194-A194M-20aViviana Leon100% (8)
- Science Form 3 2020 (Notes, PBD, Exercise) : Chapter: 4 Reactivity of MetalsDocument21 pagesScience Form 3 2020 (Notes, PBD, Exercise) : Chapter: 4 Reactivity of MetalsYusfalina Mohd YusoffNo ratings yet
- Astm A743 A743m 21Document5 pagesAstm A743 A743m 21Norberto GómezNo ratings yet
- Castings, Iron-Chromium, Iron-Chromium-Nickel, Corrosion Resistant, For General ApplicationDocument8 pagesCastings, Iron-Chromium, Iron-Chromium-Nickel, Corrosion Resistant, For General Applicationalucard375No ratings yet
- Castings, Iron-Chromium, Iron-Chromium-Nickel, Corrosion Resistant, For General ApplicationDocument8 pagesCastings, Iron-Chromium, Iron-Chromium-Nickel, Corrosion Resistant, For General ApplicationWin DarNo ratings yet
- A743a743m-19 1.02 PDFDocument8 pagesA743a743m-19 1.02 PDFist93993No ratings yet
- Steel Castings, Iron-Chromium and Iron-Chromium-Nickel, Heat Resistant, For General ApplicationDocument4 pagesSteel Castings, Iron-Chromium and Iron-Chromium-Nickel, Heat Resistant, For General Applicationعصام السامرائيNo ratings yet
- Astm A743 A743m - 12Document6 pagesAstm A743 A743m - 12Joshua ZantoyNo ratings yet
- Steel Castings, High Strength, For Structural PurposesDocument4 pagesSteel Castings, High Strength, For Structural PurposesLuis Daniel MadrigalNo ratings yet
- 297 GR HFDocument4 pages297 GR HFAgustinus KNo ratings yet
- Norma Inox-A743.1537974-1 PDFDocument8 pagesNorma Inox-A743.1537974-1 PDFJACKROSI2009No ratings yet
- Astm A487 - 2021Document7 pagesAstm A487 - 2021juanvrcicNo ratings yet
- Steel Castings, Carbon, For General ApplicationDocument4 pagesSteel Castings, Carbon, For General ApplicationVIKAS DAHIYA100% (1)
- Standard Specification For Castings, Nickel and Nickel AlloyDocument8 pagesStandard Specification For Castings, Nickel and Nickel Alloyalfian leoanakNo ratings yet
- A 958 - A 958M - 17Document5 pagesA 958 - A 958M - 17Eddie Michael67% (3)
- A958A958MDocument5 pagesA958A958MMARCONo ratings yet
- A 148 - A 148M - 15a PDFDocument5 pagesA 148 - A 148M - 15a PDFphaindikaNo ratings yet
- A27 Standard Specification For Steel Castings, Carbon, For General ApplicationDocument4 pagesA27 Standard Specification For Steel Castings, Carbon, For General ApplicationPlinio PazosNo ratings yet
- Steel Castings, Iron-Chromium and Iron-Chromium-Nickel, Heat Resistant, For General ApplicationDocument4 pagesSteel Castings, Iron-Chromium and Iron-Chromium-Nickel, Heat Resistant, For General ApplicationmtNo ratings yet
- Steel Castings, Carbon, For General ApplicationDocument4 pagesSteel Castings, Carbon, For General ApplicationMuhammad AdilNo ratings yet
- Castings, Iron-Chromium-Nickel, Corrosion Resistant, For Severe ServiceDocument9 pagesCastings, Iron-Chromium-Nickel, Corrosion Resistant, For Severe ServicechemtausifNo ratings yet
- Castings, Nickel and Nickel Alloy: Standard Specification ForDocument7 pagesCastings, Nickel and Nickel Alloy: Standard Specification FordgkmurtiNo ratings yet
- A297 A297mDocument4 pagesA297 A297mVeerrajuChowdaryNo ratings yet
- Astm A494 - A494m - 13Document7 pagesAstm A494 - A494m - 13raul100% (1)
- Standard Specification For Castings, Austenitic-Ferritic (Duplex) Stainless Steel, For Pressure-Containing PartsDocument6 pagesStandard Specification For Castings, Austenitic-Ferritic (Duplex) Stainless Steel, For Pressure-Containing PartsFayez Al-ahmadiNo ratings yet
- Astm A216Document4 pagesAstm A216salazaralexi100% (1)
- 9 Astm A216 A216m-2018Document4 pages9 Astm A216 A216m-2018FYNo ratings yet
- Astm A148-A148m (2020)Document4 pagesAstm A148-A148m (2020)AHMED SAMIR ALEMDARNo ratings yet
- Astm A351Document5 pagesAstm A351Iksan MustofaNo ratings yet
- Standard Specification For Carbon Steel Forgings, For General-Purpose PipingDocument3 pagesStandard Specification For Carbon Steel Forgings, For General-Purpose PipingAhmed El Sayed GafarNo ratings yet
- 27 Astm A995Document5 pages27 Astm A995FYNo ratings yet
- A27-17 Steel Castings, Carbon, For General ApplicationDocument4 pagesA27-17 Steel Castings, Carbon, For General ApplicationJosh HansenNo ratings yet
- A216a216m 38465 PDFDocument4 pagesA216a216m 38465 PDFraulNo ratings yet
- Astm A27Document4 pagesAstm A27Cesariny Ramos OviedoNo ratings yet
- Astm A182 A182m 22Document7 pagesAstm A182 A182m 22Adco forge & fittings pvt ltdNo ratings yet
- Astm A 182-2021Document17 pagesAstm A 182-2021Mohammed Ali100% (1)
- Astm A744-A744m 2010Document6 pagesAstm A744-A744m 2010Júlio RosaNo ratings yet
- ASTM A 494 Nickel AlloysDocument7 pagesASTM A 494 Nickel AlloysalirezaattariNo ratings yet
- Steel Castings, Carbon, For General ApplicationDocument4 pagesSteel Castings, Carbon, For General ApplicationHussein BeqaiNo ratings yet
- Astm A447-11 (2021)Document4 pagesAstm A447-11 (2021)Imane ElkodsiNo ratings yet
- Astm A 297 PDFDocument5 pagesAstm A 297 PDFMuhammad Harits100% (1)
- Steel Castings, Alloy, Specially Heat-Treated, For Pressure-Containing Parts, Suitable For High-Temperature ServiceDocument3 pagesSteel Castings, Alloy, Specially Heat-Treated, For Pressure-Containing Parts, Suitable For High-Temperature ServiceRed RedNo ratings yet
- Steel Castings, Carbon, For General ApplicationDocument4 pagesSteel Castings, Carbon, For General Applicationsandeep acharNo ratings yet
- Steel Castings, Carbon, For General ApplicationDocument4 pagesSteel Castings, Carbon, For General Applicationsharon blushteinNo ratings yet
- Astm A27-A27m (2020)Document4 pagesAstm A27-A27m (2020)AHMED SAMIR ALEMDARNo ratings yet
- Astm A27Document4 pagesAstm A27MAX ALBERTO JUAREZ AVALOSNo ratings yet
- Astm A194 - A194m-23Document13 pagesAstm A194 - A194m-23ashrafNo ratings yet
- Carbon Steel, Alloy Steel, and Stainless Steel Nuts For Bolts For High Pressure or High Temperature Service, or BothDocument12 pagesCarbon Steel, Alloy Steel, and Stainless Steel Nuts For Bolts For High Pressure or High Temperature Service, or Bothist93993No ratings yet
- Astm A560 A560m - 12Document3 pagesAstm A560 A560m - 12Leandro Dilkin ConsulNo ratings yet
- Astm A351 16Document7 pagesAstm A351 16Nguyen JohnNo ratings yet
- Astm A 193-2020Document14 pagesAstm A 193-2020Mohammed Ali100% (1)
- Steel Castings, Martensitic Stainless and Alloy, For Pressure-Containing Parts, Suitable For High-Temperature ServiceDocument5 pagesSteel Castings, Martensitic Stainless and Alloy, For Pressure-Containing Parts, Suitable For High-Temperature ServiceKamal ThummarNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Principles of Welding: Processes, Physics, Chemistry, and MetallurgyFrom EverandPrinciples of Welding: Processes, Physics, Chemistry, and MetallurgyRating: 4 out of 5 stars4/5 (1)
- SOP 018-12 Issue 3Document5 pagesSOP 018-12 Issue 3Fayez Al-ahmadiNo ratings yet
- Lessons Learned ReportDocument7 pagesLessons Learned ReportFayez Al-ahmadiNo ratings yet
- Presentation PPT Session 11 - Vertical Pumps Part 1 - VS1,2,3Document69 pagesPresentation PPT Session 11 - Vertical Pumps Part 1 - VS1,2,3Fayez Al-ahmadiNo ratings yet
- Con PR 22000006960Document2 pagesCon PR 22000006960Fayez Al-ahmadiNo ratings yet
- Specifications - Vertical Turbine Fire PumpsDocument20 pagesSpecifications - Vertical Turbine Fire PumpsFayez Al-ahmadiNo ratings yet
- Con PR 22000006581Document4 pagesCon PR 22000006581Fayez Al-ahmadiNo ratings yet
- Datasheet SK8LC-7 STGDocument3 pagesDatasheet SK8LC-7 STGFayez Al-ahmadiNo ratings yet
- Inspection & Testing Requirements Scope:: Test and Inspection PerDocument2 pagesInspection & Testing Requirements Scope:: Test and Inspection PerFayez Al-ahmadiNo ratings yet
- STP IOM214FinalDocument28 pagesSTP IOM214FinalFayez Al-ahmadiNo ratings yet
- Po 300000003533341 Con-Po-22000008776 0Document4 pagesPo 300000003533341 Con-Po-22000008776 0Fayez Al-ahmadiNo ratings yet
- Submersible Component PartsDocument1 pageSubmersible Component PartsFayez Al-ahmadiNo ratings yet
- Pump 52940568Document325 pagesPump 52940568Fayez Al-ahmadiNo ratings yet
- 30 Zla0064 000Document1 page30 Zla0064 000Fayez Al-ahmadiNo ratings yet
- Electric Motor CatalogDocument68 pagesElectric Motor CatalogFayez Al-ahmadiNo ratings yet
- ATP Discharge HeadsDocument19 pagesATP Discharge HeadsFayez Al-ahmadiNo ratings yet
- Deep Set Enclosed Lineshaft Component PartsDocument1 pageDeep Set Enclosed Lineshaft Component PartsFayez Al-ahmadiNo ratings yet
- PN11 - Deluge PumpDocument2 pagesPN11 - Deluge PumpFayez Al-ahmadiNo ratings yet
- Short Set Component PartsDocument1 pageShort Set Component PartsFayez Al-ahmadiNo ratings yet
- Subs4 6 8 - IOM - 7 2016FINALDocument12 pagesSubs4 6 8 - IOM - 7 2016FINALFayez Al-ahmadiNo ratings yet
- Inspection & Testing Requirements Scope:: Test and Inspection PerDocument1 pageInspection & Testing Requirements Scope:: Test and Inspection PerFayez Al-ahmadiNo ratings yet
- 31-SAMSS-004 Dec, 24Document45 pages31-SAMSS-004 Dec, 24Fayez Al-ahmadiNo ratings yet
- 03-Mechanical Seal &seal System Basics-REV01Document39 pages03-Mechanical Seal &seal System Basics-REV01Fayez Al-ahmadiNo ratings yet
- 17 Samss 503Document14 pages17 Samss 503Fayez Al-ahmadiNo ratings yet
- Pump Report21qewdasdfgvDocument1 pagePump Report21qewdasdfgvFayez Al-ahmadiNo ratings yet
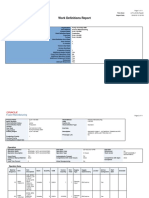
- Print Work Definition Report - 300000133439714Document11 pagesPrint Work Definition Report - 300000133439714Fayez Al-ahmadiNo ratings yet
- Standard Specification For Castings, Austenitic-Ferritic (Duplex) Stainless Steel, For Pressure-Containing PartsDocument6 pagesStandard Specification For Castings, Austenitic-Ferritic (Duplex) Stainless Steel, For Pressure-Containing PartsFayez Al-ahmadiNo ratings yet
- 31-SAMSS-010 - 25 Oct 2018Document9 pages31-SAMSS-010 - 25 Oct 2018Fayez Al-ahmadiNo ratings yet
- Standard Motor CatalogDocument230 pagesStandard Motor CatalogFayez Al-ahmadiNo ratings yet
- Master 13 Basic Hydraulics Module 2Document3 pagesMaster 13 Basic Hydraulics Module 2Fayez Al-ahmadiNo ratings yet
- SISGuide WPS & PQTDocument11 pagesSISGuide WPS & PQTjohnsonNo ratings yet
- Asme Sec Ii A Sa-751Document6 pagesAsme Sec Ii A Sa-751ronaldogeNo ratings yet
- ecoWARE HandleDocument12 pagesecoWARE HandleMohd FazlanNo ratings yet
- Aisi 410 and Ca6nm Stainless Steels in 3.5% NaclDocument12 pagesAisi 410 and Ca6nm Stainless Steels in 3.5% NaclpritzelpdfNo ratings yet
- Welding PresentationDocument163 pagesWelding PresentationtonykptonyNo ratings yet
- High Temp Resistant SteelDocument14 pagesHigh Temp Resistant SteelrajivashishNo ratings yet
- 17 4PH Spec SheetDocument2 pages17 4PH Spec SheetmudrijasmNo ratings yet
- Resume: Career ObjectiveDocument3 pagesResume: Career ObjectiveAkhil AhmedNo ratings yet
- Bayer Process PDFDocument2 pagesBayer Process PDFFrandi CahyaNo ratings yet
- Aluminum ExtrusionDocument83 pagesAluminum Extrusionmelvinanthonyjavier5100% (1)
- Carbon Steel and Alloy Steel FastenersDocument2 pagesCarbon Steel and Alloy Steel FastenersagnisivadasanNo ratings yet
- Data Bed 2021Document6 pagesData Bed 2021kasubdivrt tbnNo ratings yet
- Uv 420 TTRDocument1 pageUv 420 TTRBranko FerenčakNo ratings yet
- Vocational Training ReportDocument34 pagesVocational Training ReportRavi kumarNo ratings yet
- Klinger Bochure FinalDocument5 pagesKlinger Bochure FinalwongngganthengNo ratings yet
- The Influence of Porosity On Corrosion Attack of Austenitic Stainless SteelDocument8 pagesThe Influence of Porosity On Corrosion Attack of Austenitic Stainless SteelIka 1521No ratings yet
- Transport of Metals by Hydrothermal FluidsDocument13 pagesTransport of Metals by Hydrothermal FluidsTpomaNo ratings yet
- Copper: (Project Presentation)Document17 pagesCopper: (Project Presentation)Ha M ZaNo ratings yet
- 304 Stainless Steel: Metal Ferrous Metal Heat Resisting Stainless Steel T 300 Series Stainless SteelDocument2 pages304 Stainless Steel: Metal Ferrous Metal Heat Resisting Stainless Steel T 300 Series Stainless SteelTomy GeorgeNo ratings yet
- Catalog Sisteme Fixari Speciale Electrice Si Comunicatii SUADocument228 pagesCatalog Sisteme Fixari Speciale Electrice Si Comunicatii SUAConstantin VizireanuNo ratings yet
- DIY - Soldering P36 & 37Document2 pagesDIY - Soldering P36 & 37RamavallabhanNo ratings yet
- ASME Sect. IX WPS & PQR Check List: ! ! ! Cannot Replace The Use of Section IX ! ! !Document2 pagesASME Sect. IX WPS & PQR Check List: ! ! ! Cannot Replace The Use of Section IX ! ! !Lora BoydNo ratings yet
- ASTM A194: ScopeDocument3 pagesASTM A194: ScopetylerstearnsNo ratings yet
- Effect of Phosphating Time and Temperature On Microstructure and Corrosion Behavior of Magnesium Phosphate CoatingDocument12 pagesEffect of Phosphating Time and Temperature On Microstructure and Corrosion Behavior of Magnesium Phosphate CoatingM MUSTAFANo ratings yet
- Phosphor Bronze and Nickel Silver Sheet and Strip StandardDocument3 pagesPhosphor Bronze and Nickel Silver Sheet and Strip StandardScott Kramer100% (1)
- Design Guide: Sheet Metal FabricationDocument12 pagesDesign Guide: Sheet Metal FabricationSubodh KumarNo ratings yet
- Woven Wire Mesh CatalogueDocument17 pagesWoven Wire Mesh CatalogueTord MartinsenNo ratings yet
- SttaptiteDocument6 pagesSttaptiteSean YangNo ratings yet