
User Manual of NeoDen4 PNP Machine
User Manual of NeoDen4 PNP Machine
You might also like
- Practical Process Control for Engineers and TechniciansFrom EverandPractical Process Control for Engineers and TechniciansRating: 5 out of 5 stars5/5 (3)
- M880 User ManualDocument103 pagesM880 User ManualMateuszNo ratings yet
- ANALIZADOR EDAN H50 User Manual PDFDocument80 pagesANALIZADOR EDAN H50 User Manual PDFLuis Alberto Montesinos Guillen100% (1)
- Thermo Fisher Scientif 5201 - D20700Document63 pagesThermo Fisher Scientif 5201 - D20700Daniel ArmasNo ratings yet
- User Manual of NeoDen4Document53 pagesUser Manual of NeoDen4Alga SebasNo ratings yet
- MA180-005 subPUR-duoPUR User ManualDocument34 pagesMA180-005 subPUR-duoPUR User ManualDiana Putri SofyanNo ratings yet
- MA180-005 SubPUR-duoPUR User ManualDocument34 pagesMA180-005 SubPUR-duoPUR User ManualSukrisdianto DiantoNo ratings yet
- Flame Photometer: Models PFP7 and PFP7/C Operating and Service ManualDocument46 pagesFlame Photometer: Models PFP7 and PFP7/C Operating and Service ManualTùng Hồ ThanhNo ratings yet
- FOTOMETRO DE FLAMA PFP7 - ManualDocument45 pagesFOTOMETRO DE FLAMA PFP7 - ManualAngelaNo ratings yet
- Edan Dus60 - UmDocument227 pagesEdan Dus60 - UmXavier MuñozNo ratings yet
- SDZB3000Document77 pagesSDZB3000David CordovaNo ratings yet
- M860 Patient Monitor User's ManualDocument132 pagesM860 Patient Monitor User's ManualMateusz100% (1)
- Service and Operator'S Manual: 3"-4" Isovalve Valve Multistep - /R Dwg.4570-4571Document26 pagesService and Operator'S Manual: 3"-4" Isovalve Valve Multistep - /R Dwg.4570-4571Fabian Robuschi100% (2)
- Description of FAST Cool Kempi MachineDocument12 pagesDescription of FAST Cool Kempi MachineAbhishek GauravNo ratings yet
- Manual I-Reader (EN) (6-2018)Document48 pagesManual I-Reader (EN) (6-2018)NgọcNo ratings yet
- dc4 PDFDocument24 pagesdc4 PDFsvyatoslavNo ratings yet
- Driver Formator Door CibenDocument57 pagesDriver Formator Door CibenKhaled ZakariaNo ratings yet
- 82-P01.91.700065-01 KT-60 KT-62 KT-40 KT-42 Service ManualDocument151 pages82-P01.91.700065-01 KT-60 KT-62 KT-40 KT-42 Service ManualTekniah GlobalNo ratings yet
- ENMIND EN-S7 INSTRUCTION MANUAL. Manufactured by - Shenzhen Enmind Technology Co., Ltd. ENMIND PDFDocument65 pagesENMIND EN-S7 INSTRUCTION MANUAL. Manufactured by - Shenzhen Enmind Technology Co., Ltd. ENMIND PDFjavier100% (2)
- Installation, Operation, and Maintenance ManualDocument28 pagesInstallation, Operation, and Maintenance ManualBenito R. GomezNo ratings yet
- Edan Instruments, Inc: Manual Ver: V1.0 Release Date: Aug. 2008 Part Number: MS1R-109399-V1.0Document55 pagesEdan Instruments, Inc: Manual Ver: V1.0 Release Date: Aug. 2008 Part Number: MS1R-109399-V1.0Nilson Javier Martinez JavelaNo ratings yet
- Captura de Pantalla 2022-06-29 A La(s) 14.34.47Document69 pagesCaptura de Pantalla 2022-06-29 A La(s) 14.34.47carlosNo ratings yet
- Dse3210 ManualDocument32 pagesDse3210 Manualabuzer1981No ratings yet
- Operator's Manual of C10Document29 pagesOperator's Manual of C10Miguel CoriaNo ratings yet
- Shinova DM8D Defibrillator - User ManualDocument63 pagesShinova DM8D Defibrillator - User Manualhüseyin vururNo ratings yet
- User'S Manual: Mesh-Media Printing UnitDocument62 pagesUser'S Manual: Mesh-Media Printing Unitgreasemonkey89No ratings yet
- User Manual Konted GEN4Pro Color Doppler Wireless ProbeDocument26 pagesUser Manual Konted GEN4Pro Color Doppler Wireless ProbeSheremetev NikolayNo ratings yet
- Generator Methanol User-Manual-Efoy-Pro-800-2400-2nd-Generation-EnDocument102 pagesGenerator Methanol User-Manual-Efoy-Pro-800-2400-2nd-Generation-EnChristiaan de KerpelNo ratings yet
- Flame Photometer: Models PFP7 and PFP7/C Operating and Service ManualDocument45 pagesFlame Photometer: Models PFP7 and PFP7/C Operating and Service ManualSree Nivas ReddyNo ratings yet
- Ajr Oipm enDocument20 pagesAjr Oipm ensharkawymo218No ratings yet
- Manual de Mtto Bravo 400 PDFDocument56 pagesManual de Mtto Bravo 400 PDFCarlos Humberto RomeroNo ratings yet
- 004 User Manual NR-F350Document76 pages004 User Manual NR-F350smith.williamsNo ratings yet
- SFSP112EDocument65 pagesSFSP112EDavid CordovaNo ratings yet
- Edan Instruments, Inc: Manual Ver.: 1.5 Release Date: Nov. 2008 Part Number: MS1R-36708-V1.5Document43 pagesEdan Instruments, Inc: Manual Ver.: 1.5 Release Date: Nov. 2008 Part Number: MS1R-36708-V1.5estebanNo ratings yet
- Bold3+mn EngDocument55 pagesBold3+mn EngNguyễn Hùng CườngNo ratings yet
- Ma 0015 40 en 09Document28 pagesMa 0015 40 en 09Youssef BoumekketNo ratings yet
- Vearviewepocs2D Operation ENGDocument110 pagesVearviewepocs2D Operation ENGLuis Alberto Díaz OlmedoNo ratings yet
- User Manual: Digital Video RecorderDocument42 pagesUser Manual: Digital Video RecorderSmita Sawant BholeNo ratings yet
- Tomey SP-100 Pachymeter - User Manual PDFDocument90 pagesTomey SP-100 Pachymeter - User Manual PDFhernan1970No ratings yet
- Multi-Parameter Veterinary Monitor: Shenzhen Comen Medical Instruments Co., LTDDocument190 pagesMulti-Parameter Veterinary Monitor: Shenzhen Comen Medical Instruments Co., LTDMurat AktugNo ratings yet
- Monitor Multiparametro Edan m50 - ManualDocument185 pagesMonitor Multiparametro Edan m50 - Manualjessika100% (1)
- Pp3-A1322einstalacion S2 PDFDocument90 pagesPp3-A1322einstalacion S2 PDFScott BernandNo ratings yet
- Register Now Jetzt Registrieren: and Benefit! Und Profitieren!Document116 pagesRegister Now Jetzt Registrieren: and Benefit! Und Profitieren!23522352No ratings yet
- MM3000i Manual Issue B L4431Document55 pagesMM3000i Manual Issue B L4431narzo.togiNo ratings yet
- Pico Tig 160 Cel Plus 099-002129-Ew501Document40 pagesPico Tig 160 Cel Plus 099-002129-Ew501REINSOL PARWELDNo ratings yet
- User Manual: Power MeterDocument60 pagesUser Manual: Power MeterMostafa HussienNo ratings yet
- Gp1871f Gp1971f Installation ManualDocument36 pagesGp1871f Gp1971f Installation ManualcedhamNo ratings yet
- Parameter ManualDocument942 pagesParameter ManualsadruelNo ratings yet
- Parameter ManualDocument794 pagesParameter ManualEX LSNo ratings yet
- Micropilot M FMR250: Brief Operating InstructionsDocument36 pagesMicropilot M FMR250: Brief Operating InstructionsJosué Hadid CastilloNo ratings yet
- Operating Manual FemtoJetDocument52 pagesOperating Manual FemtoJetRajkaran MoorthyNo ratings yet
- Picotest M3500A Service ManualDocument94 pagesPicotest M3500A Service Manualphoenix136No ratings yet
- Command cv17Document217 pagesCommand cv17Petr RabensteinNo ratings yet
- Vertu-5 Instruction ManualDocument121 pagesVertu-5 Instruction ManualBanse El-RahmanNo ratings yet
- LTDN46V86US 30 F46V89C MT5305 Service Manual 20111026Document48 pagesLTDN46V86US 30 F46V89C MT5305 Service Manual 20111026Vicky MoralesNo ratings yet
- LTDN39V77US<DN39V77US 2 F39V77C MT5305 Service ManualDocument47 pagesLTDN39V77US<DN39V77US 2 F39V77C MT5305 Service ManualVicky MoralesNo ratings yet
- VS900 Service Manual V6.0 enDocument122 pagesVS900 Service Manual V6.0 enChenxiang TanNo ratings yet
- DVR N9000Document103 pagesDVR N9000TongoPapiBebeTroleloteNo ratings yet
- Manual Ecoview 9Document175 pagesManual Ecoview 9Jhon Fredy Santos TovarNo ratings yet
- User Manual FP2636 Stencil PrinterDocument3 pagesUser Manual FP2636 Stencil PrinterAllan FerrariNo ratings yet
- User Manual NeoDen IN6 Reflow OvenDocument16 pagesUser Manual NeoDen IN6 Reflow OvenAllan FerrariNo ratings yet
- User Manual NeoDen K1830 20200618Document52 pagesUser Manual NeoDen K1830 20200618Allan FerrariNo ratings yet
- User Manual NeoDen IN12 Reflow OvenDocument24 pagesUser Manual NeoDen IN12 Reflow OvenAllan FerrariNo ratings yet
- User Manual NeoDen9 PNP MachineDocument52 pagesUser Manual NeoDen9 PNP MachineAllan FerrariNo ratings yet
- NeoDen IN12C User ManualDocument23 pagesNeoDen IN12C User ManualAllan FerrariNo ratings yet
- 7604 Bts Operation DegradedDocument10 pages7604 Bts Operation DegradedSandeep Sanisetty100% (2)
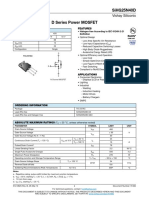
- Sihg 25 N 40 DDocument10 pagesSihg 25 N 40 DRAMESH JUNJUNo ratings yet
- Solution Manual CODDocument115 pagesSolution Manual CODZia JoeNo ratings yet
- Crearea Unei Lumi Fizice Şi Digitale Conectate Şi Integrate: Servicii, Posibilităţi Şi Tehnologii Generice 6G"Document64 pagesCrearea Unei Lumi Fizice Şi Digitale Conectate Şi Integrate: Servicii, Posibilităţi Şi Tehnologii Generice 6G"start-up.roNo ratings yet
- LTC3305Document28 pagesLTC3305Lu HoaNo ratings yet
- Smart Your Life For IotDocument14 pagesSmart Your Life For IotTomas GVNo ratings yet
- Oracle Apps Technical Interview Questions Answers GuideDocument7 pagesOracle Apps Technical Interview Questions Answers GuideJohn StephensNo ratings yet
- Le Potato v03Document2 pagesLe Potato v03Fabrice BlinetteNo ratings yet
- 6OSI ReferencemodelDocument43 pages6OSI Referencemodelgokul adethyaNo ratings yet
- Difference Between Windows EditionsDocument3 pagesDifference Between Windows EditionsMikiyas TsegayeNo ratings yet
- A Wearable Remote Patient Monitoring System Using Raspberry Pi IJERTCONV5IS17047Document5 pagesA Wearable Remote Patient Monitoring System Using Raspberry Pi IJERTCONV5IS17047Mazen AbdoNo ratings yet
- Famos IDocument69 pagesFamos Ipradeep12.atsNo ratings yet
- AmcDocument37 pagesAmcjunkgr8mail6092No ratings yet
- TTM-000W Product CatalogDocument5 pagesTTM-000W Product CatalogTupu ConstantinNo ratings yet
- Sample C Gate PaperDocument20 pagesSample C Gate PaperShubham SedawatNo ratings yet
- SPF Catalogue New 2024Document8 pagesSPF Catalogue New 2024rahul2801No ratings yet
- Chapter 2 Elementary ProgrammingDocument45 pagesChapter 2 Elementary ProgrammingAtheerNo ratings yet
- DiDocument5 pagesDiadrianocpoli4090100% (1)
- Upqc Power QualityDocument25 pagesUpqc Power QualityYogeshNo ratings yet
- Power Electronics (Enee 4101) September 2018 Tutorial 1: D V V VDocument8 pagesPower Electronics (Enee 4101) September 2018 Tutorial 1: D V V VobaiNo ratings yet
- Active Filters Resource Persons: Amna Arif Ayesha Ali Class: FA18 BEE A, B, CDocument72 pagesActive Filters Resource Persons: Amna Arif Ayesha Ali Class: FA18 BEE A, B, Csuleman ikhtiarNo ratings yet
- 10 Sap Abap Skills With Sap SDDocument2 pages10 Sap Abap Skills With Sap SDRohtas SharmaNo ratings yet
- Object Oriented Programming - Online NotesDocument66 pagesObject Oriented Programming - Online Notesvaibhav agarwalNo ratings yet
- AB300-2P - Running Revit Architecture in Virtual Machines - pdf-1.htmDocument18 pagesAB300-2P - Running Revit Architecture in Virtual Machines - pdf-1.htmLucianoNo ratings yet
- CC Flasher - Open Source TI/Chipcon SOC Flash Programmer - User ManualDocument2 pagesCC Flasher - Open Source TI/Chipcon SOC Flash Programmer - User Manualpkuhar100% (2)
- Mitsubishi Alpha PLC Programming ManualDocument176 pagesMitsubishi Alpha PLC Programming ManualFederico GroszNo ratings yet
- Assignment 1Document3 pagesAssignment 1Ahtasham ArshadNo ratings yet
- AD725 RGB para PalNtscDocument20 pagesAD725 RGB para PalNtsccrisgamedevNo ratings yet
- Eva-200 201 210 Ome 070515Document36 pagesEva-200 201 210 Ome 070515Hikmat RahimovNo ratings yet
- Computer Programming: College of Civil Engineering - First StageDocument5 pagesComputer Programming: College of Civil Engineering - First StageAli ANo ratings yet






























































































Download as pdf or txt
You might also like
- Practical Process Control for Engineers and TechniciansFrom EverandPractical Process Control for Engineers and TechniciansRating: 5 out of 5 stars5/5 (3)
- M880 User ManualDocument103 pagesM880 User ManualMateuszNo ratings yet
- ANALIZADOR EDAN H50 User Manual PDFDocument80 pagesANALIZADOR EDAN H50 User Manual PDFLuis Alberto Montesinos Guillen100% (1)
- Thermo Fisher Scientif 5201 - D20700Document63 pagesThermo Fisher Scientif 5201 - D20700Daniel ArmasNo ratings yet
- User Manual of NeoDen4Document53 pagesUser Manual of NeoDen4Alga SebasNo ratings yet
- MA180-005 subPUR-duoPUR User ManualDocument34 pagesMA180-005 subPUR-duoPUR User ManualDiana Putri SofyanNo ratings yet
- MA180-005 SubPUR-duoPUR User ManualDocument34 pagesMA180-005 SubPUR-duoPUR User ManualSukrisdianto DiantoNo ratings yet
- Flame Photometer: Models PFP7 and PFP7/C Operating and Service ManualDocument46 pagesFlame Photometer: Models PFP7 and PFP7/C Operating and Service ManualTùng Hồ ThanhNo ratings yet
- FOTOMETRO DE FLAMA PFP7 - ManualDocument45 pagesFOTOMETRO DE FLAMA PFP7 - ManualAngelaNo ratings yet
- Edan Dus60 - UmDocument227 pagesEdan Dus60 - UmXavier MuñozNo ratings yet
- SDZB3000Document77 pagesSDZB3000David CordovaNo ratings yet
- M860 Patient Monitor User's ManualDocument132 pagesM860 Patient Monitor User's ManualMateusz100% (1)
- Service and Operator'S Manual: 3"-4" Isovalve Valve Multistep - /R Dwg.4570-4571Document26 pagesService and Operator'S Manual: 3"-4" Isovalve Valve Multistep - /R Dwg.4570-4571Fabian Robuschi100% (2)
- Description of FAST Cool Kempi MachineDocument12 pagesDescription of FAST Cool Kempi MachineAbhishek GauravNo ratings yet
- Manual I-Reader (EN) (6-2018)Document48 pagesManual I-Reader (EN) (6-2018)NgọcNo ratings yet
- dc4 PDFDocument24 pagesdc4 PDFsvyatoslavNo ratings yet
- Driver Formator Door CibenDocument57 pagesDriver Formator Door CibenKhaled ZakariaNo ratings yet
- 82-P01.91.700065-01 KT-60 KT-62 KT-40 KT-42 Service ManualDocument151 pages82-P01.91.700065-01 KT-60 KT-62 KT-40 KT-42 Service ManualTekniah GlobalNo ratings yet
- ENMIND EN-S7 INSTRUCTION MANUAL. Manufactured by - Shenzhen Enmind Technology Co., Ltd. ENMIND PDFDocument65 pagesENMIND EN-S7 INSTRUCTION MANUAL. Manufactured by - Shenzhen Enmind Technology Co., Ltd. ENMIND PDFjavier100% (2)
- Installation, Operation, and Maintenance ManualDocument28 pagesInstallation, Operation, and Maintenance ManualBenito R. GomezNo ratings yet
- Edan Instruments, Inc: Manual Ver: V1.0 Release Date: Aug. 2008 Part Number: MS1R-109399-V1.0Document55 pagesEdan Instruments, Inc: Manual Ver: V1.0 Release Date: Aug. 2008 Part Number: MS1R-109399-V1.0Nilson Javier Martinez JavelaNo ratings yet
- Captura de Pantalla 2022-06-29 A La(s) 14.34.47Document69 pagesCaptura de Pantalla 2022-06-29 A La(s) 14.34.47carlosNo ratings yet
- Dse3210 ManualDocument32 pagesDse3210 Manualabuzer1981No ratings yet
- Operator's Manual of C10Document29 pagesOperator's Manual of C10Miguel CoriaNo ratings yet
- Shinova DM8D Defibrillator - User ManualDocument63 pagesShinova DM8D Defibrillator - User Manualhüseyin vururNo ratings yet
- User'S Manual: Mesh-Media Printing UnitDocument62 pagesUser'S Manual: Mesh-Media Printing Unitgreasemonkey89No ratings yet
- User Manual Konted GEN4Pro Color Doppler Wireless ProbeDocument26 pagesUser Manual Konted GEN4Pro Color Doppler Wireless ProbeSheremetev NikolayNo ratings yet
- Generator Methanol User-Manual-Efoy-Pro-800-2400-2nd-Generation-EnDocument102 pagesGenerator Methanol User-Manual-Efoy-Pro-800-2400-2nd-Generation-EnChristiaan de KerpelNo ratings yet
- Flame Photometer: Models PFP7 and PFP7/C Operating and Service ManualDocument45 pagesFlame Photometer: Models PFP7 and PFP7/C Operating and Service ManualSree Nivas ReddyNo ratings yet
- Ajr Oipm enDocument20 pagesAjr Oipm ensharkawymo218No ratings yet
- Manual de Mtto Bravo 400 PDFDocument56 pagesManual de Mtto Bravo 400 PDFCarlos Humberto RomeroNo ratings yet
- 004 User Manual NR-F350Document76 pages004 User Manual NR-F350smith.williamsNo ratings yet
- SFSP112EDocument65 pagesSFSP112EDavid CordovaNo ratings yet
- Edan Instruments, Inc: Manual Ver.: 1.5 Release Date: Nov. 2008 Part Number: MS1R-36708-V1.5Document43 pagesEdan Instruments, Inc: Manual Ver.: 1.5 Release Date: Nov. 2008 Part Number: MS1R-36708-V1.5estebanNo ratings yet
- Bold3+mn EngDocument55 pagesBold3+mn EngNguyễn Hùng CườngNo ratings yet
- Ma 0015 40 en 09Document28 pagesMa 0015 40 en 09Youssef BoumekketNo ratings yet
- Vearviewepocs2D Operation ENGDocument110 pagesVearviewepocs2D Operation ENGLuis Alberto Díaz OlmedoNo ratings yet
- User Manual: Digital Video RecorderDocument42 pagesUser Manual: Digital Video RecorderSmita Sawant BholeNo ratings yet
- Tomey SP-100 Pachymeter - User Manual PDFDocument90 pagesTomey SP-100 Pachymeter - User Manual PDFhernan1970No ratings yet
- Multi-Parameter Veterinary Monitor: Shenzhen Comen Medical Instruments Co., LTDDocument190 pagesMulti-Parameter Veterinary Monitor: Shenzhen Comen Medical Instruments Co., LTDMurat AktugNo ratings yet
- Monitor Multiparametro Edan m50 - ManualDocument185 pagesMonitor Multiparametro Edan m50 - Manualjessika100% (1)
- Pp3-A1322einstalacion S2 PDFDocument90 pagesPp3-A1322einstalacion S2 PDFScott BernandNo ratings yet
- Register Now Jetzt Registrieren: and Benefit! Und Profitieren!Document116 pagesRegister Now Jetzt Registrieren: and Benefit! Und Profitieren!23522352No ratings yet
- MM3000i Manual Issue B L4431Document55 pagesMM3000i Manual Issue B L4431narzo.togiNo ratings yet
- Pico Tig 160 Cel Plus 099-002129-Ew501Document40 pagesPico Tig 160 Cel Plus 099-002129-Ew501REINSOL PARWELDNo ratings yet
- User Manual: Power MeterDocument60 pagesUser Manual: Power MeterMostafa HussienNo ratings yet
- Gp1871f Gp1971f Installation ManualDocument36 pagesGp1871f Gp1971f Installation ManualcedhamNo ratings yet
- Parameter ManualDocument942 pagesParameter ManualsadruelNo ratings yet
- Parameter ManualDocument794 pagesParameter ManualEX LSNo ratings yet
- Micropilot M FMR250: Brief Operating InstructionsDocument36 pagesMicropilot M FMR250: Brief Operating InstructionsJosué Hadid CastilloNo ratings yet
- Operating Manual FemtoJetDocument52 pagesOperating Manual FemtoJetRajkaran MoorthyNo ratings yet
- Picotest M3500A Service ManualDocument94 pagesPicotest M3500A Service Manualphoenix136No ratings yet
- Command cv17Document217 pagesCommand cv17Petr RabensteinNo ratings yet
- Vertu-5 Instruction ManualDocument121 pagesVertu-5 Instruction ManualBanse El-RahmanNo ratings yet
- LTDN46V86US 30 F46V89C MT5305 Service Manual 20111026Document48 pagesLTDN46V86US 30 F46V89C MT5305 Service Manual 20111026Vicky MoralesNo ratings yet
- LTDN39V77US<DN39V77US 2 F39V77C MT5305 Service ManualDocument47 pagesLTDN39V77US<DN39V77US 2 F39V77C MT5305 Service ManualVicky MoralesNo ratings yet
- VS900 Service Manual V6.0 enDocument122 pagesVS900 Service Manual V6.0 enChenxiang TanNo ratings yet
- DVR N9000Document103 pagesDVR N9000TongoPapiBebeTroleloteNo ratings yet
- Manual Ecoview 9Document175 pagesManual Ecoview 9Jhon Fredy Santos TovarNo ratings yet
- User Manual FP2636 Stencil PrinterDocument3 pagesUser Manual FP2636 Stencil PrinterAllan FerrariNo ratings yet
- User Manual NeoDen IN6 Reflow OvenDocument16 pagesUser Manual NeoDen IN6 Reflow OvenAllan FerrariNo ratings yet
- User Manual NeoDen K1830 20200618Document52 pagesUser Manual NeoDen K1830 20200618Allan FerrariNo ratings yet
- User Manual NeoDen IN12 Reflow OvenDocument24 pagesUser Manual NeoDen IN12 Reflow OvenAllan FerrariNo ratings yet
- User Manual NeoDen9 PNP MachineDocument52 pagesUser Manual NeoDen9 PNP MachineAllan FerrariNo ratings yet
- NeoDen IN12C User ManualDocument23 pagesNeoDen IN12C User ManualAllan FerrariNo ratings yet
- 7604 Bts Operation DegradedDocument10 pages7604 Bts Operation DegradedSandeep Sanisetty100% (2)
- Sihg 25 N 40 DDocument10 pagesSihg 25 N 40 DRAMESH JUNJUNo ratings yet
- Solution Manual CODDocument115 pagesSolution Manual CODZia JoeNo ratings yet
- Crearea Unei Lumi Fizice Şi Digitale Conectate Şi Integrate: Servicii, Posibilităţi Şi Tehnologii Generice 6G"Document64 pagesCrearea Unei Lumi Fizice Şi Digitale Conectate Şi Integrate: Servicii, Posibilităţi Şi Tehnologii Generice 6G"start-up.roNo ratings yet
- LTC3305Document28 pagesLTC3305Lu HoaNo ratings yet
- Smart Your Life For IotDocument14 pagesSmart Your Life For IotTomas GVNo ratings yet
- Oracle Apps Technical Interview Questions Answers GuideDocument7 pagesOracle Apps Technical Interview Questions Answers GuideJohn StephensNo ratings yet
- Le Potato v03Document2 pagesLe Potato v03Fabrice BlinetteNo ratings yet
- 6OSI ReferencemodelDocument43 pages6OSI Referencemodelgokul adethyaNo ratings yet
- Difference Between Windows EditionsDocument3 pagesDifference Between Windows EditionsMikiyas TsegayeNo ratings yet
- A Wearable Remote Patient Monitoring System Using Raspberry Pi IJERTCONV5IS17047Document5 pagesA Wearable Remote Patient Monitoring System Using Raspberry Pi IJERTCONV5IS17047Mazen AbdoNo ratings yet
- Famos IDocument69 pagesFamos Ipradeep12.atsNo ratings yet
- AmcDocument37 pagesAmcjunkgr8mail6092No ratings yet
- TTM-000W Product CatalogDocument5 pagesTTM-000W Product CatalogTupu ConstantinNo ratings yet
- Sample C Gate PaperDocument20 pagesSample C Gate PaperShubham SedawatNo ratings yet
- SPF Catalogue New 2024Document8 pagesSPF Catalogue New 2024rahul2801No ratings yet
- Chapter 2 Elementary ProgrammingDocument45 pagesChapter 2 Elementary ProgrammingAtheerNo ratings yet
- DiDocument5 pagesDiadrianocpoli4090100% (1)
- Upqc Power QualityDocument25 pagesUpqc Power QualityYogeshNo ratings yet
- Power Electronics (Enee 4101) September 2018 Tutorial 1: D V V VDocument8 pagesPower Electronics (Enee 4101) September 2018 Tutorial 1: D V V VobaiNo ratings yet
- Active Filters Resource Persons: Amna Arif Ayesha Ali Class: FA18 BEE A, B, CDocument72 pagesActive Filters Resource Persons: Amna Arif Ayesha Ali Class: FA18 BEE A, B, Csuleman ikhtiarNo ratings yet
- 10 Sap Abap Skills With Sap SDDocument2 pages10 Sap Abap Skills With Sap SDRohtas SharmaNo ratings yet
- Object Oriented Programming - Online NotesDocument66 pagesObject Oriented Programming - Online Notesvaibhav agarwalNo ratings yet
- AB300-2P - Running Revit Architecture in Virtual Machines - pdf-1.htmDocument18 pagesAB300-2P - Running Revit Architecture in Virtual Machines - pdf-1.htmLucianoNo ratings yet
- CC Flasher - Open Source TI/Chipcon SOC Flash Programmer - User ManualDocument2 pagesCC Flasher - Open Source TI/Chipcon SOC Flash Programmer - User Manualpkuhar100% (2)
- Mitsubishi Alpha PLC Programming ManualDocument176 pagesMitsubishi Alpha PLC Programming ManualFederico GroszNo ratings yet
- Assignment 1Document3 pagesAssignment 1Ahtasham ArshadNo ratings yet
- AD725 RGB para PalNtscDocument20 pagesAD725 RGB para PalNtsccrisgamedevNo ratings yet
- Eva-200 201 210 Ome 070515Document36 pagesEva-200 201 210 Ome 070515Hikmat RahimovNo ratings yet
- Computer Programming: College of Civil Engineering - First StageDocument5 pagesComputer Programming: College of Civil Engineering - First StageAli ANo ratings yet