Download as pdf or txt
You might also like
- Glass Defect CompleteDocument99 pagesGlass Defect CompleteSaksit Boonyaviriyakul100% (7)
- Mosler Safe & Lock Co. v. Mosler, 127 U.S. 354 (1888)Document6 pagesMosler Safe & Lock Co. v. Mosler, 127 U.S. 354 (1888)Scribd Government DocsNo ratings yet
- United States Patent 1191 1111 3,956,085: Haas (45) May 11, 1976Document4 pagesUnited States Patent 1191 1111 3,956,085: Haas (45) May 11, 1976Alejandro Saravia AlcócerNo ratings yet
- Vernier DesignDocument9 pagesVernier DesignRakeshNo ratings yet
- QZZZZZZZZZZZZ: PATENTED AUG, 21, 1906. No. 829,327Document3 pagesQZZZZZZZZZZZZ: PATENTED AUG, 21, 1906. No. 829,327Galo YambayNo ratings yet
- LLLLLLLLLLL: United States Patent (191Document9 pagesLLLLLLLLLLL: United States Patent (191Mark EdowaiNo ratings yet
- US548160Document3 pagesUS548160Rohan KulkarniNo ratings yet
- United States Patent (191: BlakesleyDocument7 pagesUnited States Patent (191: BlakesleyRavindra JillepalliNo ratings yet
- Us2996100 PDFDocument8 pagesUs2996100 PDFerzrzretgertfertgeNo ratings yet
- July 7, 1936. H. F. Phillips 2,046,343: BY /0 %zedDocument3 pagesJuly 7, 1936. H. F. Phillips 2,046,343: BY /0 %zedfrank saruhanNo ratings yet
- United States Patent (19) : Anderson Et Al. 54 Yacht Mast 11) 4,072,121Document7 pagesUnited States Patent (19) : Anderson Et Al. 54 Yacht Mast 11) 4,072,12112348No ratings yet
- Dénventor - L: 971,733. Patented Oct. 4,, MMDocument4 pagesDénventor - L: 971,733. Patented Oct. 4,, MMpouyaNo ratings yet
- US3905090 (Patente 1975)Document6 pagesUS3905090 (Patente 1975)galpvseccNo ratings yet
- I Set: II. F TaxaDocument6 pagesI Set: II. F Taxafrank saruhanNo ratings yet
- Vernier Caliper PatentDocument9 pagesVernier Caliper Patentmeinard angelesNo ratings yet
- Tài liệu5Document12 pagesTài liệu5Hoàng ĐứcNo ratings yet
- N Patented Dec. 25, 1900.: G. C. Ains WorthDocument5 pagesN Patented Dec. 25, 1900.: G. C. Ains Worthsorin robertNo ratings yet
- Us1259684 PDFDocument3 pagesUs1259684 PDFDiogo CorreaNo ratings yet
- Uzi/M6417, M 71 W75': Aug. 12, 1941-P. R. SeemillerDocument7 pagesUzi/M6417, M 71 W75': Aug. 12, 1941-P. R. SeemillerRadnumNo ratings yet
- Cementing Patent 2Document3 pagesCementing Patent 2Lara CitlalliNo ratings yet
- US1908080Document3 pagesUS1908080reichanNo ratings yet
- Tube Saport PDFDocument4 pagesTube Saport PDFjr110livecomNo ratings yet
- Patented July 2,: C, C, El SenerDocument6 pagesPatented July 2,: C, C, El SenerTito TitoNo ratings yet
- Us 2345069Document4 pagesUs 234506916f628aNo ratings yet
- Till 2-t "It: Aug. 30, 1938. F. Lienhard 2,128,753 Filed March 20, 1937Document4 pagesTill 2-t "It: Aug. 30, 1938. F. Lienhard 2,128,753 Filed March 20, 1937MariaPaulaSávioNo ratings yet
- Patent Application Publication (10) Pub. No.: US 2002/0153034 A1Document25 pagesPatent Application Publication (10) Pub. No.: US 2002/0153034 A1Paballo MontleNo ratings yet
- Lamella Design - Cubiertas Diseño Lamella - US1483037Document5 pagesLamella Design - Cubiertas Diseño Lamella - US1483037ca.lalamaNo ratings yet
- Us 2855252Document4 pagesUs 2855252Rohan KulkarniNo ratings yet
- Aug. 2, 1955 A. E. Atkinson 2,714,424: Ay 21 - Á-AsDocument3 pagesAug. 2, 1955 A. E. Atkinson 2,714,424: Ay 21 - Á-As12348No ratings yet
- Engineering Vol 72 1901-07-12Document35 pagesEngineering Vol 72 1901-07-12ian_newNo ratings yet
- O/ie/7 Covaz: Nov. 4, 1941. O. H. Cottingham 2,261,231Document5 pagesO/ie/7 Covaz: Nov. 4, 1941. O. H. Cottingham 2,261,231VyacheslavNo ratings yet
- Us4540334 PDFDocument9 pagesUs4540334 PDFJigar SutharNo ratings yet
- Filed Oct. 22, 1951: P. C. HuttonDocument5 pagesFiled Oct. 22, 1951: P. C. HuttonGalo YambayNo ratings yet
- Nov. 24, 1953 I. Properz 2,659,948: Machine For The Continuous Casting of Metal RodsDocument3 pagesNov. 24, 1953 I. Properz 2,659,948: Machine For The Continuous Casting of Metal RodsmazaherramazaniNo ratings yet
- Cement BasketDocument4 pagesCement Basketराजकुमार यादवNo ratings yet
- US2427676Document4 pagesUS2427676udrogono2No ratings yet
- Us3789638 PDFDocument13 pagesUs3789638 PDFjdanacayaNo ratings yet
- Iii Iihiii: United States Patent (19) 11 Patent Number: 5,732,772Document10 pagesIii Iihiii: United States Patent (19) 11 Patent Number: 5,732,772abodolkuhaaNo ratings yet
- Us 993244Document3 pagesUs 993244Ye PhoneNo ratings yet
- Peters v. Active Manuf'G CoDocument3 pagesPeters v. Active Manuf'G CoScribd Government DocsNo ratings yet
- @et E7, 96? J. P. Yates: Filed March l2, 1965Document3 pages@et E7, 96? J. P. Yates: Filed March l2, 1965Ye PhoneNo ratings yet
- Tesla Gas Turbine PatentDocument3 pagesTesla Gas Turbine PatentHasan Murat SolmazNo ratings yet
- Camera PatentDocument4 pagesCamera PatentAndrei PoseaNo ratings yet
- May 21, 1946-B. C. Stevenson 2,400,852Document5 pagesMay 21, 1946-B. C. Stevenson 2,400,852kkd108No ratings yet
- BY WWW/a : April 12, 1960v A. Witte - 2,932,081Document3 pagesBY WWW/a : April 12, 1960v A. Witte - 2,932,081PrasadNo ratings yet
- US Patent 709,871 by J. A. Clukies - TrapDocument3 pagesUS Patent 709,871 by J. A. Clukies - TrapthoushaltnotNo ratings yet
- Chum/W: April 8, 194?. H. C. HebardDocument3 pagesChum/W: April 8, 194?. H. C. HebarderwerNo ratings yet
- 6ave. E: Sept. 13, 1966 F. Rompelen Etal 3,273,061Document4 pages6ave. E: Sept. 13, 1966 F. Rompelen Etal 3,273,061mohamed hemdanNo ratings yet
- Fig. Ib: Oct.8,1968 M - ,. - A. - KER - 3,404,545Document6 pagesFig. Ib: Oct.8,1968 M - ,. - A. - KER - 3,404,545Thiru MuruganNo ratings yet
- July 3, J 1923. ' 1,461,013: H. D. HodgeDocument4 pagesJuly 3, J 1923. ' 1,461,013: H. D. HodgeerwerNo ratings yet
- Feb. 11, 1969 O. Sahm 3,426,395: Otto Sa/2772Document3 pagesFeb. 11, 1969 O. Sahm 3,426,395: Otto Sa/2772Fiqri AnraNo ratings yet
- Dec. 24, 1963 A. K. Kline 3,115,186: Gln/I301. '6 Bym Fda LDocument5 pagesDec. 24, 1963 A. K. Kline 3,115,186: Gln/I301. '6 Bym Fda LcheesewizzNo ratings yet
- Metal Turning LatheDocument12 pagesMetal Turning LatheEugen75% (4)
- Tesla Turbine Patent 1922 B..Document3 pagesTesla Turbine Patent 1922 B..zekau100% (1)
- Circuito de Servicio ElectricoDocument7 pagesCircuito de Servicio ElectricoemernelsonmanNo ratings yet
- Jan. 23, 1934. A. E. Bock 1,944,208Document3 pagesJan. 23, 1934. A. E. Bock 1,944,208Валерия КорнееваNo ratings yet
- Modern Blanking and Piercing DiesDocument58 pagesModern Blanking and Piercing DiesMustafa Sert100% (4)
- Afo Z.: May 24, 1949. D. P. Alen Eta 2,471,296Document5 pagesAfo Z.: May 24, 1949. D. P. Alen Eta 2,471,296SaraNo ratings yet
- M2 HB Bolt Side Change US2529391Document4 pagesM2 HB Bolt Side Change US2529391apoorva singhNo ratings yet
- (Diy) - Metalworking - Model Engineer Aug53' - Surface Grinding & Milling MachineDocument6 pages(Diy) - Metalworking - Model Engineer Aug53' - Surface Grinding & Milling MachineFernanda Duarte100% (4)
- Theresa Project 2Document52 pagesTheresa Project 2Jacob LukaNo ratings yet
- Project 1Document25 pagesProject 1Jacob LukaNo ratings yet
- Group Melon SeedDocument9 pagesGroup Melon SeedJacob LukaNo ratings yet
- MUPS Manual PDFDocument72 pagesMUPS Manual PDFJacob LukaNo ratings yet
- Electrodos Lincolnelectric 2017 PDFDocument56 pagesElectrodos Lincolnelectric 2017 PDFNy RomeroNo ratings yet
- Astm F492 95Document2 pagesAstm F492 95padmini mahapatroNo ratings yet
- DSM-0274.0 Bronze AlloysDocument5 pagesDSM-0274.0 Bronze AlloyskerbaubiruNo ratings yet
- SANS24Document13 pagesSANS24loots69No ratings yet
- Cave in PNP规则Document2 pagesCave in PNP规则zctymxxNo ratings yet
- Vedic Accounting Project 1Document13 pagesVedic Accounting Project 1kanishkaaaaa2No ratings yet
- 2022 Introduction To Carbon Free Refractory Lining For Ladle Steel Bath in EAF Steel MillDocument12 pages2022 Introduction To Carbon Free Refractory Lining For Ladle Steel Bath in EAF Steel MillPitamber AdhikariNo ratings yet
- Bearing Materials Bearing MaterialsDocument9 pagesBearing Materials Bearing MaterialsAdnan DincerNo ratings yet
- Rasgas Preferred Vendor List - For Opd Project Procurement: Pvl1 Pvl2 Pvl3 QualifiedDocument2 pagesRasgas Preferred Vendor List - For Opd Project Procurement: Pvl1 Pvl2 Pvl3 Qualifiedvysakh51No ratings yet
- BMC V - Unit-4-Advanced Construction Techniques and MaterialsDocument13 pagesBMC V - Unit-4-Advanced Construction Techniques and Materialsaurora krishreddyNo ratings yet
- Problem Set CO2Document2 pagesProblem Set CO2ANIME CHANNo ratings yet
- Lecture 08 Design For X (DFX)Document22 pagesLecture 08 Design For X (DFX)chitra2010No ratings yet
- Hi Mast Light TowerDocument27 pagesHi Mast Light TowerAinul Haque100% (1)
- Watertight Manhole Cover SD6Document2 pagesWatertight Manhole Cover SD6ilijarskNo ratings yet
- 11 MIG+MAG+TorchesDocument5 pages11 MIG+MAG+TorchesLLNo ratings yet
- Pr9904 - Specification For Pressure Pipeline ConstructionDocument63 pagesPr9904 - Specification For Pressure Pipeline ConstructionSusan SalazarNo ratings yet
- Indiga Indiga: Tech TechDocument32 pagesIndiga Indiga: Tech Techsunny100% (1)
- JSPL Full IT Report by Avnish JhaDocument44 pagesJSPL Full IT Report by Avnish JhaAviNo ratings yet
- Taper and Angular MeasureDocument29 pagesTaper and Angular Measurelaxmikanta sahuNo ratings yet
- Electric Arc Furnace ThesisDocument6 pagesElectric Arc Furnace Thesish0dugiz0zif3100% (2)
- EN19 Alloy Steel - EN19 Forging - EN19 Flat - Saaj Steel CorporationDocument5 pagesEN19 Alloy Steel - EN19 Forging - EN19 Flat - Saaj Steel CorporationNaiduNo ratings yet
- Grace Solar Company Profile-2020 PDFDocument45 pagesGrace Solar Company Profile-2020 PDFLyndon AnduyanNo ratings yet
- Design de Combustiveis NuclearesDocument15 pagesDesign de Combustiveis NuclearesMarcioNo ratings yet
- 6001F Rev 07 Material, Fabrication and Installation StructureDocument83 pages6001F Rev 07 Material, Fabrication and Installation StructurePatrickioNo ratings yet
- Shop-4-Cross Peen Hammer HeadDocument8 pagesShop-4-Cross Peen Hammer HeadJag MasterNo ratings yet
- People Also Ask: Web ResultsDocument4 pagesPeople Also Ask: Web ResultsAmit ChapagainNo ratings yet
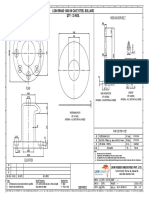
- M56 Anchor Bolt: Lion Brand 1000 KN Cast Steel Bollard Qty - 32 NosDocument1 pageM56 Anchor Bolt: Lion Brand 1000 KN Cast Steel Bollard Qty - 32 NossanaNo ratings yet
- Iso 14001-2015Document1 pageIso 14001-2015Pooja MasalNo ratings yet
- TIMAS-PR-PI-002 - Installation Procedure For Pipe SupportDocument14 pagesTIMAS-PR-PI-002 - Installation Procedure For Pipe SupportMechanical Static WRKNo ratings yet