
Powder Metallurgical Materials PDF
Powder Metallurgical Materials PDF
You might also like
- KIM E KIM MicromachiningDocument12 pagesKIM E KIM Micromachininggande10No ratings yet
- 2012 - Formability Studies On AA6061 For Automotive Body Structures Using DEFORM-2DDocument7 pages2012 - Formability Studies On AA6061 For Automotive Body Structures Using DEFORM-2DSupriya SahuNo ratings yet
- Barton1982 PDFDocument23 pagesBarton1982 PDFanuragNo ratings yet
- Shaping of Flame-Sprayed Coating On Flat Surfaces PDFDocument5 pagesShaping of Flame-Sprayed Coating On Flat Surfaces PDFAzizNo ratings yet
- Analysis of Leak and Break Behavior in A Failure Assessment Diagram For Carbon Steel PipesDocument8 pagesAnalysis of Leak and Break Behavior in A Failure Assessment Diagram For Carbon Steel Pipesjhon ortizNo ratings yet
- Rolling Contact Fatigue Wear of Nitriding Austempered Ductile Iron (Adi) - Adi DiscsDocument8 pagesRolling Contact Fatigue Wear of Nitriding Austempered Ductile Iron (Adi) - Adi DiscslucianoNo ratings yet
- Análise Analítica e Experimental Do Processo de Repuxo Profundo para Elementos Bimetálicos#Document4 pagesAnálise Analítica e Experimental Do Processo de Repuxo Profundo para Elementos Bimetálicos#Fabricio PertileNo ratings yet
- Pressure Vessel ProjectDocument4 pagesPressure Vessel ProjectStephen LawrenceNo ratings yet
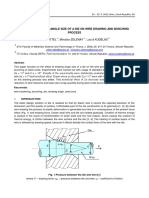
- Effect of Drawing Angle Size of A Die On Wire Drawing and Bunching ProcessDocument6 pagesEffect of Drawing Angle Size of A Die On Wire Drawing and Bunching ProcessRaghavendra BetakerurNo ratings yet
- Effect of Heat Exchange During Vulcanization On Possible Fabrication of Rubberized Entities by Methods of Plastic DeformationDocument8 pagesEffect of Heat Exchange During Vulcanization On Possible Fabrication of Rubberized Entities by Methods of Plastic DeformationAldi IgnielNo ratings yet
- Sensitivity Analysis of Fire Resistance of A Composite Floor SlabDocument10 pagesSensitivity Analysis of Fire Resistance of A Composite Floor SlabKevin R. FabreagNo ratings yet
- Modelling of Floor Slabs in Dynamic AnalysisDocument8 pagesModelling of Floor Slabs in Dynamic AnalysisGCTMNo ratings yet
- Cel768 08 MajorDocument1 pageCel768 08 MajordonotpanicNo ratings yet
- Behaviour and Analysis of Bamboo Reinforced Concrete Beams Under Flexural LoadingDocument11 pagesBehaviour and Analysis of Bamboo Reinforced Concrete Beams Under Flexural LoadingOyekunle VictorNo ratings yet
- CEOCOR 87 Cathodic Disbonding of Steelpipe CoatingsDocument26 pagesCEOCOR 87 Cathodic Disbonding of Steelpipe CoatingsMAHESH CHANDNo ratings yet
- Tribological Properties of Steel/Tib Composites Prepared by Spark Plasma SinteringDocument6 pagesTribological Properties of Steel/Tib Composites Prepared by Spark Plasma SinteringAmarNo ratings yet
- Daude 1972Document5 pagesDaude 1972Cartório Terceiro Ofício de NotasNo ratings yet
- MOS Thin FilmDocument5 pagesMOS Thin FilmHafid Papeda SaguNo ratings yet
- ZHANG Xiaomu, ZHANG Zhiyong, PENG Yun, TIAN Zhiling HE Changhong, XIAO Hongjun, MA ChengyongDocument5 pagesZHANG Xiaomu, ZHANG Zhiyong, PENG Yun, TIAN Zhiling HE Changhong, XIAO Hongjun, MA ChengyongdietersimaNo ratings yet
- Spread Calculation of Rod RollingDocument6 pagesSpread Calculation of Rod RollingSubrata ChakrabortyNo ratings yet
- 23 - HuDocument11 pages23 - HuDjordjeDjNo ratings yet
- Stresses Analysis of Petroleum Pipe Fini PDFDocument7 pagesStresses Analysis of Petroleum Pipe Fini PDFYOGESH YADAVNo ratings yet
- Fracture Toughness of Cast Aluminium Alloys: Bulletin of Materials Science March 1982Document8 pagesFracture Toughness of Cast Aluminium Alloys: Bulletin of Materials Science March 1982Aung Khant KyawNo ratings yet
- Mmax PL: P 200 N, L 100 MM, and X 2Document3 pagesMmax PL: P 200 N, L 100 MM, and X 2ebsanNo ratings yet
- ST C C: 6 Lose LLL LI ALDocument5 pagesST C C: 6 Lose LLL LI ALSanjit RameshNo ratings yet
- Products at The Surface of Zircaloy Cladding Under Loca Conditions-1980Document4 pagesProducts at The Surface of Zircaloy Cladding Under Loca Conditions-1980gogeta9962No ratings yet
- Torispherical Dome Stresses PDFDocument9 pagesTorispherical Dome Stresses PDFatifkhushnoodNo ratings yet
- Materials 13 04871 v2Document14 pagesMaterials 13 04871 v2Ayush VermaNo ratings yet
- Ijce V3i12p102Document10 pagesIjce V3i12p102William PolNo ratings yet
- Aschrafi+Hirsch-Control of Wind-Induced Vibrations of Cable-Stayed Bridges - JEDocument12 pagesAschrafi+Hirsch-Control of Wind-Induced Vibrations of Cable-Stayed Bridges - JEmocker1987No ratings yet
- Step by Step Stress Analysis of Ammonia Scrubber VDocument10 pagesStep by Step Stress Analysis of Ammonia Scrubber VBhawna GuptaNo ratings yet
- COB-2019-0527 Linear Elastic Fracture Mechanics Analysis of A Square Hollow Structural Steel Section ProfileDocument9 pagesCOB-2019-0527 Linear Elastic Fracture Mechanics Analysis of A Square Hollow Structural Steel Section ProfileAlbert AlmeidaNo ratings yet
- Finite Element Method For Optimizing Pipe BendsDocument3 pagesFinite Element Method For Optimizing Pipe BendsrodrigoNo ratings yet
- Microstructure and Wear Properties of Laser Clad NiCrBSi-MoS2 CoatingDocument5 pagesMicrostructure and Wear Properties of Laser Clad NiCrBSi-MoS2 CoatingSEP-PublisherNo ratings yet
- Procedure 1Document9 pagesProcedure 1Siphesihle NkosiNo ratings yet
- Icrmce2024 Review Assignment 29 Article+Text 241Document8 pagesIcrmce2024 Review Assignment 29 Article+Text 241Ahmad YaniNo ratings yet
- Ruscheweyh 1990Document8 pagesRuscheweyh 1990diocazzoNo ratings yet
- Solns 3cmosDocument16 pagesSolns 3cmosramprakash_rampelliNo ratings yet
- Wxample - Solution Final Exam Question SKMM3623 1 - UpdatedDocument16 pagesWxample - Solution Final Exam Question SKMM3623 1 - Updatedkarimov1924No ratings yet
- Articulo 2Document6 pagesArticulo 2Eduardo Daniells DiazNo ratings yet
- Correlation Between Machinability Index and Gray Iron Structural ParametersDocument4 pagesCorrelation Between Machinability Index and Gray Iron Structural ParametersRaymundo del CampoNo ratings yet
- 42CrMo4 S.NCurveDocument6 pages42CrMo4 S.NCurverama1997No ratings yet
- AB31GDocument9 pagesAB31GDiego Alexander BNo ratings yet
- Slenderness Limit of Class 3 I Cross-Sections Made of High Strength SteelDocument17 pagesSlenderness Limit of Class 3 I Cross-Sections Made of High Strength Steelchucuoi77No ratings yet
- Creep Life Prediction of Tube Bends Including Ovality EffectsDocument9 pagesCreep Life Prediction of Tube Bends Including Ovality EffectsSiis IngenieriaNo ratings yet
- Wear Behavior of Flame-Sprayed Al O - Tio Coatings On Plain Carbon Steel SubstratesDocument5 pagesWear Behavior of Flame-Sprayed Al O - Tio Coatings On Plain Carbon Steel SubstratesnovernandoNo ratings yet
- Ela Tic Beam Simply SLJ Pported: DateDocument5 pagesEla Tic Beam Simply SLJ Pported: DateSanjit RameshNo ratings yet
- 1 s2.0 0370269387900414 MainDocument6 pages1 s2.0 0370269387900414 MainPatrick WongNo ratings yet
- Low Cycle Fatigue Behaviour of Nitrided Layer of 42crmo4 SteelDocument10 pagesLow Cycle Fatigue Behaviour of Nitrided Layer of 42crmo4 SteelkarimNo ratings yet
- Ceramic Coating (Tio2-Zro2) On Aluminium 6061t6 For Anti Wear PropertiesDocument7 pagesCeramic Coating (Tio2-Zro2) On Aluminium 6061t6 For Anti Wear PropertiesesatjournalsNo ratings yet
- Okside N JarakDocument7 pagesOkside N JarakBudi BunaNo ratings yet
- Characterization of Zro Thin Films Deposited by Mocvd As Ceramic CoatingsDocument10 pagesCharacterization of Zro Thin Films Deposited by Mocvd As Ceramic Coatingsleoplasmo_201469720No ratings yet
- 2022-Dec ME-312 53Document2 pages2022-Dec ME-312 53Aakash TiwariNo ratings yet
- 0350 820X0402093BDocument11 pages0350 820X0402093Bkontiki500No ratings yet
- Daniel KOTTFER, Milan Ferdinandy, Pavol HVIZDOŠ, Lukasz KaczmarekDocument8 pagesDaniel KOTTFER, Milan Ferdinandy, Pavol HVIZDOŠ, Lukasz KaczmarekJigar M. UpadhyayNo ratings yet
- Mainadmin Ite Element Analysis of Reinforced Concrete Beams Strengthened With CFRP in FleDocument16 pagesMainadmin Ite Element Analysis of Reinforced Concrete Beams Strengthened With CFRP in FleMalak ShatiNo ratings yet
- Behavior Plasma-Sprayed Coatings: Christopher C. BerndtDocument9 pagesBehavior Plasma-Sprayed Coatings: Christopher C. BerndtDanial QadirNo ratings yet
- Physics and Technology of Crystalline Oxide Semiconductor CAAC-IGZO: FundamentalsFrom EverandPhysics and Technology of Crystalline Oxide Semiconductor CAAC-IGZO: FundamentalsNo ratings yet
- ICAR Rele 8LGA-10LGA-12LGA Manual en InglesDocument16 pagesICAR Rele 8LGA-10LGA-12LGA Manual en InglesAzizNo ratings yet
- Gaspari Dermatitis EczemaDocument32 pagesGaspari Dermatitis EczemaAzizNo ratings yet
- Datasheet SMART V1Document1 pageDatasheet SMART V1AzizNo ratings yet
- Hardfacing by Flame Spraying - GBDocument16 pagesHardfacing by Flame Spraying - GBAzizNo ratings yet
- Classification Types Reaction Coating PDFDocument5 pagesClassification Types Reaction Coating PDFAzizNo ratings yet
- Cleaning The Basis Metal PDFDocument6 pagesCleaning The Basis Metal PDFAzizNo ratings yet
- Parker CatalogDocument125 pagesParker CatalogAzizNo ratings yet
- Mathematical Model For Control The Plasma PDFDocument4 pagesMathematical Model For Control The Plasma PDFAzizNo ratings yet
- Technicals of 316/lDocument2 pagesTechnicals of 316/lASHISH DOSHINo ratings yet
- 0030 KM Modular Quick#3C6B7Document324 pages0030 KM Modular Quick#3C6B7sugusdez18No ratings yet
- Gost 1583-93Document53 pagesGost 1583-93KannanNo ratings yet
- Choosing The Right HF Welding Process For Api Large Pipe MillsDocument5 pagesChoosing The Right HF Welding Process For Api Large Pipe MillsNia KurniaNo ratings yet
- Master - J Data SheetDocument1 pageMaster - J Data SheetRonald WongNo ratings yet
- Injection Molding A Smart Watch Case - Star RapidDocument8 pagesInjection Molding A Smart Watch Case - Star RapidMukeet MalikNo ratings yet
- BITUMAX 3 MM PESDocument2 pagesBITUMAX 3 MM PESarsamaylindaNo ratings yet
- Composites Catalogue - Atul LTDDocument7 pagesComposites Catalogue - Atul LTDSolai LNo ratings yet
- End Sem Fe-Set ADocument2 pagesEnd Sem Fe-Set AA.RAJKUMAR (HICET) HICET STAFFCHEMNo ratings yet
- Clearances and Fits: Guidelines and Tables Machine Drawing KL Narayana, P. Kannaiah, K. Venkata ReddyDocument16 pagesClearances and Fits: Guidelines and Tables Machine Drawing KL Narayana, P. Kannaiah, K. Venkata ReddyThanhluan NguyenNo ratings yet
- Rheocrete CNI - ASTM G 109 - ScannedDocument17 pagesRheocrete CNI - ASTM G 109 - ScannedsunilbauchkarNo ratings yet
- Technical Data Sheet: Quakercool 7101 AFSDocument2 pagesTechnical Data Sheet: Quakercool 7101 AFSSayed Erfan SajadiehNo ratings yet
- Iso 3677 2016Document8 pagesIso 3677 2016sukanta420No ratings yet
- Catalogo Ricambi LombardoDocument32 pagesCatalogo Ricambi Lombardodilorenzo.aNo ratings yet
- Alconox Inc. Critical Cleaning GuideDocument20 pagesAlconox Inc. Critical Cleaning GuideIdan FriedbergNo ratings yet
- Turning Problems - DR Saqib 2018Document11 pagesTurning Problems - DR Saqib 2018254No ratings yet
- Steel 316 LDocument5 pagesSteel 316 LManjunatha VNo ratings yet
- MM EmailDocument2 pagesMM EmailRakesh KumarNo ratings yet
- Mat - No. 1.1181, DIN Ck35, AISI 1035: Designation by StandardsDocument2 pagesMat - No. 1.1181, DIN Ck35, AISI 1035: Designation by StandardsBill MurrayNo ratings yet
- L-G Slideway OilDocument2 pagesL-G Slideway OilAdnanNo ratings yet
- 1.Cicoseal PU 40 5Document2 pages1.Cicoseal PU 40 5mohamed ragabNo ratings yet
- 0003 - The Rotary Cement KilnDocument389 pages0003 - The Rotary Cement KilnAung Nay MyoNo ratings yet
- Tapioplast: PropertiesDocument3 pagesTapioplast: PropertiesRoshni PattanayakNo ratings yet
- Peran Jakstrada Dalam Mencapai Target NDCDocument21 pagesPeran Jakstrada Dalam Mencapai Target NDCYogi BaskaraNo ratings yet
- Guide Aws CodeDocument33 pagesGuide Aws CodejensdcvNo ratings yet
- Shipment History 2Document2 pagesShipment History 2John MaxwellNo ratings yet
- Dibujo CadDocument4 pagesDibujo CadPaco123No ratings yet
- RVI - For ReferenceDocument5 pagesRVI - For ReferencePABNo ratings yet
- DEVIHALLIDocument2 pagesDEVIHALLInelamangalaNo ratings yet
- Tecofi ValveDocument3 pagesTecofi ValveAngel BarrantesNo ratings yet































































































Download as pdf or txt
You might also like
- KIM E KIM MicromachiningDocument12 pagesKIM E KIM Micromachininggande10No ratings yet
- 2012 - Formability Studies On AA6061 For Automotive Body Structures Using DEFORM-2DDocument7 pages2012 - Formability Studies On AA6061 For Automotive Body Structures Using DEFORM-2DSupriya SahuNo ratings yet
- Barton1982 PDFDocument23 pagesBarton1982 PDFanuragNo ratings yet
- Shaping of Flame-Sprayed Coating On Flat Surfaces PDFDocument5 pagesShaping of Flame-Sprayed Coating On Flat Surfaces PDFAzizNo ratings yet
- Analysis of Leak and Break Behavior in A Failure Assessment Diagram For Carbon Steel PipesDocument8 pagesAnalysis of Leak and Break Behavior in A Failure Assessment Diagram For Carbon Steel Pipesjhon ortizNo ratings yet
- Rolling Contact Fatigue Wear of Nitriding Austempered Ductile Iron (Adi) - Adi DiscsDocument8 pagesRolling Contact Fatigue Wear of Nitriding Austempered Ductile Iron (Adi) - Adi DiscslucianoNo ratings yet
- Análise Analítica e Experimental Do Processo de Repuxo Profundo para Elementos Bimetálicos#Document4 pagesAnálise Analítica e Experimental Do Processo de Repuxo Profundo para Elementos Bimetálicos#Fabricio PertileNo ratings yet
- Pressure Vessel ProjectDocument4 pagesPressure Vessel ProjectStephen LawrenceNo ratings yet
- Effect of Drawing Angle Size of A Die On Wire Drawing and Bunching ProcessDocument6 pagesEffect of Drawing Angle Size of A Die On Wire Drawing and Bunching ProcessRaghavendra BetakerurNo ratings yet
- Effect of Heat Exchange During Vulcanization On Possible Fabrication of Rubberized Entities by Methods of Plastic DeformationDocument8 pagesEffect of Heat Exchange During Vulcanization On Possible Fabrication of Rubberized Entities by Methods of Plastic DeformationAldi IgnielNo ratings yet
- Sensitivity Analysis of Fire Resistance of A Composite Floor SlabDocument10 pagesSensitivity Analysis of Fire Resistance of A Composite Floor SlabKevin R. FabreagNo ratings yet
- Modelling of Floor Slabs in Dynamic AnalysisDocument8 pagesModelling of Floor Slabs in Dynamic AnalysisGCTMNo ratings yet
- Cel768 08 MajorDocument1 pageCel768 08 MajordonotpanicNo ratings yet
- Behaviour and Analysis of Bamboo Reinforced Concrete Beams Under Flexural LoadingDocument11 pagesBehaviour and Analysis of Bamboo Reinforced Concrete Beams Under Flexural LoadingOyekunle VictorNo ratings yet
- CEOCOR 87 Cathodic Disbonding of Steelpipe CoatingsDocument26 pagesCEOCOR 87 Cathodic Disbonding of Steelpipe CoatingsMAHESH CHANDNo ratings yet
- Tribological Properties of Steel/Tib Composites Prepared by Spark Plasma SinteringDocument6 pagesTribological Properties of Steel/Tib Composites Prepared by Spark Plasma SinteringAmarNo ratings yet
- Daude 1972Document5 pagesDaude 1972Cartório Terceiro Ofício de NotasNo ratings yet
- MOS Thin FilmDocument5 pagesMOS Thin FilmHafid Papeda SaguNo ratings yet
- ZHANG Xiaomu, ZHANG Zhiyong, PENG Yun, TIAN Zhiling HE Changhong, XIAO Hongjun, MA ChengyongDocument5 pagesZHANG Xiaomu, ZHANG Zhiyong, PENG Yun, TIAN Zhiling HE Changhong, XIAO Hongjun, MA ChengyongdietersimaNo ratings yet
- Spread Calculation of Rod RollingDocument6 pagesSpread Calculation of Rod RollingSubrata ChakrabortyNo ratings yet
- 23 - HuDocument11 pages23 - HuDjordjeDjNo ratings yet
- Stresses Analysis of Petroleum Pipe Fini PDFDocument7 pagesStresses Analysis of Petroleum Pipe Fini PDFYOGESH YADAVNo ratings yet
- Fracture Toughness of Cast Aluminium Alloys: Bulletin of Materials Science March 1982Document8 pagesFracture Toughness of Cast Aluminium Alloys: Bulletin of Materials Science March 1982Aung Khant KyawNo ratings yet
- Mmax PL: P 200 N, L 100 MM, and X 2Document3 pagesMmax PL: P 200 N, L 100 MM, and X 2ebsanNo ratings yet
- ST C C: 6 Lose LLL LI ALDocument5 pagesST C C: 6 Lose LLL LI ALSanjit RameshNo ratings yet
- Products at The Surface of Zircaloy Cladding Under Loca Conditions-1980Document4 pagesProducts at The Surface of Zircaloy Cladding Under Loca Conditions-1980gogeta9962No ratings yet
- Torispherical Dome Stresses PDFDocument9 pagesTorispherical Dome Stresses PDFatifkhushnoodNo ratings yet
- Materials 13 04871 v2Document14 pagesMaterials 13 04871 v2Ayush VermaNo ratings yet
- Ijce V3i12p102Document10 pagesIjce V3i12p102William PolNo ratings yet
- Aschrafi+Hirsch-Control of Wind-Induced Vibrations of Cable-Stayed Bridges - JEDocument12 pagesAschrafi+Hirsch-Control of Wind-Induced Vibrations of Cable-Stayed Bridges - JEmocker1987No ratings yet
- Step by Step Stress Analysis of Ammonia Scrubber VDocument10 pagesStep by Step Stress Analysis of Ammonia Scrubber VBhawna GuptaNo ratings yet
- COB-2019-0527 Linear Elastic Fracture Mechanics Analysis of A Square Hollow Structural Steel Section ProfileDocument9 pagesCOB-2019-0527 Linear Elastic Fracture Mechanics Analysis of A Square Hollow Structural Steel Section ProfileAlbert AlmeidaNo ratings yet
- Finite Element Method For Optimizing Pipe BendsDocument3 pagesFinite Element Method For Optimizing Pipe BendsrodrigoNo ratings yet
- Microstructure and Wear Properties of Laser Clad NiCrBSi-MoS2 CoatingDocument5 pagesMicrostructure and Wear Properties of Laser Clad NiCrBSi-MoS2 CoatingSEP-PublisherNo ratings yet
- Procedure 1Document9 pagesProcedure 1Siphesihle NkosiNo ratings yet
- Icrmce2024 Review Assignment 29 Article+Text 241Document8 pagesIcrmce2024 Review Assignment 29 Article+Text 241Ahmad YaniNo ratings yet
- Ruscheweyh 1990Document8 pagesRuscheweyh 1990diocazzoNo ratings yet
- Solns 3cmosDocument16 pagesSolns 3cmosramprakash_rampelliNo ratings yet
- Wxample - Solution Final Exam Question SKMM3623 1 - UpdatedDocument16 pagesWxample - Solution Final Exam Question SKMM3623 1 - Updatedkarimov1924No ratings yet
- Articulo 2Document6 pagesArticulo 2Eduardo Daniells DiazNo ratings yet
- Correlation Between Machinability Index and Gray Iron Structural ParametersDocument4 pagesCorrelation Between Machinability Index and Gray Iron Structural ParametersRaymundo del CampoNo ratings yet
- 42CrMo4 S.NCurveDocument6 pages42CrMo4 S.NCurverama1997No ratings yet
- AB31GDocument9 pagesAB31GDiego Alexander BNo ratings yet
- Slenderness Limit of Class 3 I Cross-Sections Made of High Strength SteelDocument17 pagesSlenderness Limit of Class 3 I Cross-Sections Made of High Strength Steelchucuoi77No ratings yet
- Creep Life Prediction of Tube Bends Including Ovality EffectsDocument9 pagesCreep Life Prediction of Tube Bends Including Ovality EffectsSiis IngenieriaNo ratings yet
- Wear Behavior of Flame-Sprayed Al O - Tio Coatings On Plain Carbon Steel SubstratesDocument5 pagesWear Behavior of Flame-Sprayed Al O - Tio Coatings On Plain Carbon Steel SubstratesnovernandoNo ratings yet
- Ela Tic Beam Simply SLJ Pported: DateDocument5 pagesEla Tic Beam Simply SLJ Pported: DateSanjit RameshNo ratings yet
- 1 s2.0 0370269387900414 MainDocument6 pages1 s2.0 0370269387900414 MainPatrick WongNo ratings yet
- Low Cycle Fatigue Behaviour of Nitrided Layer of 42crmo4 SteelDocument10 pagesLow Cycle Fatigue Behaviour of Nitrided Layer of 42crmo4 SteelkarimNo ratings yet
- Ceramic Coating (Tio2-Zro2) On Aluminium 6061t6 For Anti Wear PropertiesDocument7 pagesCeramic Coating (Tio2-Zro2) On Aluminium 6061t6 For Anti Wear PropertiesesatjournalsNo ratings yet
- Okside N JarakDocument7 pagesOkside N JarakBudi BunaNo ratings yet
- Characterization of Zro Thin Films Deposited by Mocvd As Ceramic CoatingsDocument10 pagesCharacterization of Zro Thin Films Deposited by Mocvd As Ceramic Coatingsleoplasmo_201469720No ratings yet
- 2022-Dec ME-312 53Document2 pages2022-Dec ME-312 53Aakash TiwariNo ratings yet
- 0350 820X0402093BDocument11 pages0350 820X0402093Bkontiki500No ratings yet
- Daniel KOTTFER, Milan Ferdinandy, Pavol HVIZDOŠ, Lukasz KaczmarekDocument8 pagesDaniel KOTTFER, Milan Ferdinandy, Pavol HVIZDOŠ, Lukasz KaczmarekJigar M. UpadhyayNo ratings yet
- Mainadmin Ite Element Analysis of Reinforced Concrete Beams Strengthened With CFRP in FleDocument16 pagesMainadmin Ite Element Analysis of Reinforced Concrete Beams Strengthened With CFRP in FleMalak ShatiNo ratings yet
- Behavior Plasma-Sprayed Coatings: Christopher C. BerndtDocument9 pagesBehavior Plasma-Sprayed Coatings: Christopher C. BerndtDanial QadirNo ratings yet
- Physics and Technology of Crystalline Oxide Semiconductor CAAC-IGZO: FundamentalsFrom EverandPhysics and Technology of Crystalline Oxide Semiconductor CAAC-IGZO: FundamentalsNo ratings yet
- ICAR Rele 8LGA-10LGA-12LGA Manual en InglesDocument16 pagesICAR Rele 8LGA-10LGA-12LGA Manual en InglesAzizNo ratings yet
- Gaspari Dermatitis EczemaDocument32 pagesGaspari Dermatitis EczemaAzizNo ratings yet
- Datasheet SMART V1Document1 pageDatasheet SMART V1AzizNo ratings yet
- Hardfacing by Flame Spraying - GBDocument16 pagesHardfacing by Flame Spraying - GBAzizNo ratings yet
- Classification Types Reaction Coating PDFDocument5 pagesClassification Types Reaction Coating PDFAzizNo ratings yet
- Cleaning The Basis Metal PDFDocument6 pagesCleaning The Basis Metal PDFAzizNo ratings yet
- Parker CatalogDocument125 pagesParker CatalogAzizNo ratings yet
- Mathematical Model For Control The Plasma PDFDocument4 pagesMathematical Model For Control The Plasma PDFAzizNo ratings yet
- Technicals of 316/lDocument2 pagesTechnicals of 316/lASHISH DOSHINo ratings yet
- 0030 KM Modular Quick#3C6B7Document324 pages0030 KM Modular Quick#3C6B7sugusdez18No ratings yet
- Gost 1583-93Document53 pagesGost 1583-93KannanNo ratings yet
- Choosing The Right HF Welding Process For Api Large Pipe MillsDocument5 pagesChoosing The Right HF Welding Process For Api Large Pipe MillsNia KurniaNo ratings yet
- Master - J Data SheetDocument1 pageMaster - J Data SheetRonald WongNo ratings yet
- Injection Molding A Smart Watch Case - Star RapidDocument8 pagesInjection Molding A Smart Watch Case - Star RapidMukeet MalikNo ratings yet
- BITUMAX 3 MM PESDocument2 pagesBITUMAX 3 MM PESarsamaylindaNo ratings yet
- Composites Catalogue - Atul LTDDocument7 pagesComposites Catalogue - Atul LTDSolai LNo ratings yet
- End Sem Fe-Set ADocument2 pagesEnd Sem Fe-Set AA.RAJKUMAR (HICET) HICET STAFFCHEMNo ratings yet
- Clearances and Fits: Guidelines and Tables Machine Drawing KL Narayana, P. Kannaiah, K. Venkata ReddyDocument16 pagesClearances and Fits: Guidelines and Tables Machine Drawing KL Narayana, P. Kannaiah, K. Venkata ReddyThanhluan NguyenNo ratings yet
- Rheocrete CNI - ASTM G 109 - ScannedDocument17 pagesRheocrete CNI - ASTM G 109 - ScannedsunilbauchkarNo ratings yet
- Technical Data Sheet: Quakercool 7101 AFSDocument2 pagesTechnical Data Sheet: Quakercool 7101 AFSSayed Erfan SajadiehNo ratings yet
- Iso 3677 2016Document8 pagesIso 3677 2016sukanta420No ratings yet
- Catalogo Ricambi LombardoDocument32 pagesCatalogo Ricambi Lombardodilorenzo.aNo ratings yet
- Alconox Inc. Critical Cleaning GuideDocument20 pagesAlconox Inc. Critical Cleaning GuideIdan FriedbergNo ratings yet
- Turning Problems - DR Saqib 2018Document11 pagesTurning Problems - DR Saqib 2018254No ratings yet
- Steel 316 LDocument5 pagesSteel 316 LManjunatha VNo ratings yet
- MM EmailDocument2 pagesMM EmailRakesh KumarNo ratings yet
- Mat - No. 1.1181, DIN Ck35, AISI 1035: Designation by StandardsDocument2 pagesMat - No. 1.1181, DIN Ck35, AISI 1035: Designation by StandardsBill MurrayNo ratings yet
- L-G Slideway OilDocument2 pagesL-G Slideway OilAdnanNo ratings yet
- 1.Cicoseal PU 40 5Document2 pages1.Cicoseal PU 40 5mohamed ragabNo ratings yet
- 0003 - The Rotary Cement KilnDocument389 pages0003 - The Rotary Cement KilnAung Nay MyoNo ratings yet
- Tapioplast: PropertiesDocument3 pagesTapioplast: PropertiesRoshni PattanayakNo ratings yet
- Peran Jakstrada Dalam Mencapai Target NDCDocument21 pagesPeran Jakstrada Dalam Mencapai Target NDCYogi BaskaraNo ratings yet
- Guide Aws CodeDocument33 pagesGuide Aws CodejensdcvNo ratings yet
- Shipment History 2Document2 pagesShipment History 2John MaxwellNo ratings yet
- Dibujo CadDocument4 pagesDibujo CadPaco123No ratings yet
- RVI - For ReferenceDocument5 pagesRVI - For ReferencePABNo ratings yet
- DEVIHALLIDocument2 pagesDEVIHALLInelamangalaNo ratings yet
- Tecofi ValveDocument3 pagesTecofi ValveAngel BarrantesNo ratings yet