Download as pdf or txt
You might also like
- Metco 16C 10-040Document8 pagesMetco 16C 10-040JSH100No ratings yet
- Fluid Mechanics Exam SolutionsDocument8 pagesFluid Mechanics Exam SolutionsJohnand123No ratings yet
- Mark 3 ASME Pumps PDFDocument94 pagesMark 3 ASME Pumps PDFInf IngNo ratings yet
- Handbook of Casting DefectsDocument90 pagesHandbook of Casting DefectsAnshuman Roy90% (10)
- Asme Section II A Sa-278Document6 pagesAsme Section II A Sa-278Anonymous GhPzn1xNo ratings yet
- Experimental Analysis of Hard Coating On Spur Gear: ISSN (PRINT) :2394-6202, (ONLINE) :2394-6210, VOLUME-3, ISSUE-5,2017 1Document6 pagesExperimental Analysis of Hard Coating On Spur Gear: ISSN (PRINT) :2394-6202, (ONLINE) :2394-6210, VOLUME-3, ISSUE-5,2017 1Jamsheer IbrahimNo ratings yet
- Aluminium Casting Alloy (AL - Si12) : Home About Us Processes Design Quality Products Technical ContactDocument3 pagesAluminium Casting Alloy (AL - Si12) : Home About Us Processes Design Quality Products Technical Contactrafdinal.sNo ratings yet
- Aluminium-Welding: Course Book GBDocument58 pagesAluminium-Welding: Course Book GBlilux519No ratings yet
- Aircraft MaterialsDocument16 pagesAircraft MaterialsManicharanNo ratings yet
- Automig Nicu-7 / Tigfil Nicu-7: Ernicu-7 Sni 4060Document1 pageAutomig Nicu-7 / Tigfil Nicu-7: Ernicu-7 Sni 4060satnamNo ratings yet
- Wear Reducing Technology in Severe Pumping ServicesDocument29 pagesWear Reducing Technology in Severe Pumping ServicesDaniel EsparzaNo ratings yet
- Ices ItDocument12 pagesIces Italvaro BricioNo ratings yet
- PMET 273 - Amorphous AlloyDocument1 pagePMET 273 - Amorphous Alloy.xNo ratings yet
- Cu Ni FabricationDocument28 pagesCu Ni FabricationAli Varmazyar100% (1)
- WRM Proceses - Copy (Autosaved)Document41 pagesWRM Proceses - Copy (Autosaved)Vikrant HanwatNo ratings yet
- NKM-G NKP-G: Standardised Enbloc Centrifugal PumpsDocument36 pagesNKM-G NKP-G: Standardised Enbloc Centrifugal PumpsRoberthNo ratings yet
- 131 - 1.9.1.2-01T - Aluminum WireDocument4 pages131 - 1.9.1.2-01T - Aluminum WireDiidaii MontañoNo ratings yet
- SPE 149693 Drilling Intervention - Milling and Fishing of High Strength Aluminum Drill PipeDocument5 pagesSPE 149693 Drilling Intervention - Milling and Fishing of High Strength Aluminum Drill PipeAli mohammadNo ratings yet
- Monel K500 PDFDocument6 pagesMonel K500 PDFOZAIRTRADELINKNo ratings yet
- Ceramic and GlassDocument27 pagesCeramic and Glasskautsar muafaNo ratings yet
- KF2.5-200 - With-M-C - GB - 03-15 KRACHT Bomba PDFDocument8 pagesKF2.5-200 - With-M-C - GB - 03-15 KRACHT Bomba PDFJairo Andrés FA100% (1)
- English GPW Catalog 2016Document8 pagesEnglish GPW Catalog 2016YioYin100% (1)
- Tappi Tip 0402-19Document21 pagesTappi Tip 0402-19GTpianomanNo ratings yet
- Nickel Aluminium Bronze: A Reconsideration For Valve ManufactureDocument4 pagesNickel Aluminium Bronze: A Reconsideration For Valve ManufactureFred Duarte CaldeiraNo ratings yet
- Alumec PDFDocument7 pagesAlumec PDFetamil87No ratings yet
- Civil QualityDocument89 pagesCivil QualitymithileshNo ratings yet
- CERAMICSDocument27 pagesCERAMICSErika RamosNo ratings yet
- Catalogue CNA 50Hz Rev.1 Update 6-1Document6 pagesCatalogue CNA 50Hz Rev.1 Update 6-1Rido MardanNo ratings yet
- Steelastic by Kirubel AndualmeDocument5 pagesSteelastic by Kirubel AndualmeKirubelNo ratings yet
- DacrometDocument6 pagesDacrometPeter MangalukiNo ratings yet
- 3.new GENRATION SAP SEALSDocument21 pages3.new GENRATION SAP SEALSRavi MirzaNo ratings yet
- 17-4 PH PropertiesDocument3 pages17-4 PH PropertiesBalaji RGNo ratings yet
- Hoist Chains: For Manual and Motor-Driven HoistsDocument12 pagesHoist Chains: For Manual and Motor-Driven HoistsjoosuasinagaNo ratings yet
- Aircraft MaterialsDocument23 pagesAircraft MaterialsShaubori SarkarNo ratings yet
- AMP Unit 4 BDocument24 pagesAMP Unit 4 BAjai BaskarNo ratings yet
- Castolin MaterDocument25 pagesCastolin MaterArtem KozinetsNo ratings yet
- Alu ENDocument44 pagesAlu ENlelixNo ratings yet
- Die Casting GuidelinesDocument12 pagesDie Casting Guidelinesstalinb618No ratings yet
- Die Casting AlloysDocument5 pagesDie Casting AlloysManojm_vNo ratings yet
- Pas CTG Tur Cer-Cermet enDocument36 pagesPas CTG Tur Cer-Cermet enshumi27No ratings yet
- PAPR GlandDocument2 pagesPAPR GlandgalfandraNo ratings yet
- Submerged Arc Welding Consumables For Mild Steel and 490N/mm Class High Tensile Strength SteelDocument17 pagesSubmerged Arc Welding Consumables For Mild Steel and 490N/mm Class High Tensile Strength SteelManish MNo ratings yet
- Inding Process TechnologyDocument68 pagesInding Process TechnologyjmpnmNo ratings yet
- Weldability Al AlloysDocument7 pagesWeldability Al AlloysHarischandra Prasad VvnNo ratings yet
- Metco 54NS-1 (Aluminum Seal Coat) PDFDocument3 pagesMetco 54NS-1 (Aluminum Seal Coat) PDFJ. BangjakNo ratings yet
- Butterfly: ValveDocument23 pagesButterfly: Valvehuutan12345No ratings yet
- Sealwell-Pump Mechanical SealsDocument8 pagesSealwell-Pump Mechanical SealsVaibhav JainNo ratings yet
- Sa Series: Submersible Stainless Steel PumpsDocument36 pagesSa Series: Submersible Stainless Steel PumpsĐình Sơn HoàngNo ratings yet
- Coatings For High Temperature ApplicationsDocument91 pagesCoatings For High Temperature ApplicationssupendiNo ratings yet
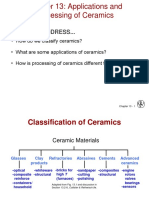
- Chapter 13 - Applications and Processing of CeramicsDocument26 pagesChapter 13 - Applications and Processing of CeramicsAngelino PimentelNo ratings yet
- Brochure FSA, 50 Hz1-Dikonversi - Pdf. TerbaruDocument6 pagesBrochure FSA, 50 Hz1-Dikonversi - Pdf. TerbaruDt BarusNo ratings yet
- Carter VP-CS (08.10.02)Document1 pageCarter VP-CS (08.10.02)D Wahyu BawonoNo ratings yet
- PB Alumec EnglishDocument12 pagesPB Alumec EnglishByron RodriguezNo ratings yet
- Cavitalloy: Technical Data Sheet Cored Welding WireDocument1 pageCavitalloy: Technical Data Sheet Cored Welding WireMAURO MORESCONo ratings yet
- Catalogue Worm Gear Sets and Customised Worm Gear SetsDocument30 pagesCatalogue Worm Gear Sets and Customised Worm Gear Setsfog900No ratings yet
- Brochure FSA, 60 HZDocument6 pagesBrochure FSA, 60 HZIbrahim SanusiNo ratings yet
- Worm Gear Sets enDocument29 pagesWorm Gear Sets enmohammad khoraminiaNo ratings yet
- WA Applications For HydropowerDocument6 pagesWA Applications For Hydropowersuharto ekoNo ratings yet
- Tafa Arc Spray Wire 1.9.1.2-01T - Aluminum Wire 01TDocument4 pagesTafa Arc Spray Wire 1.9.1.2-01T - Aluminum Wire 01TIkhsan LyNo ratings yet
- ICAR Rele 8LGA-10LGA-12LGA Manual en InglesDocument16 pagesICAR Rele 8LGA-10LGA-12LGA Manual en InglesAzizNo ratings yet
- Gaspari Dermatitis EczemaDocument32 pagesGaspari Dermatitis EczemaAzizNo ratings yet
- Datasheet SMART V1Document1 pageDatasheet SMART V1AzizNo ratings yet
- Powder Metallurgical Materials PDFDocument4 pagesPowder Metallurgical Materials PDFAzizNo ratings yet
- Classification Types Reaction Coating PDFDocument5 pagesClassification Types Reaction Coating PDFAzizNo ratings yet
- Cleaning The Basis Metal PDFDocument6 pagesCleaning The Basis Metal PDFAzizNo ratings yet
- Mathematical Model For Control The Plasma PDFDocument4 pagesMathematical Model For Control The Plasma PDFAzizNo ratings yet
- Parker CatalogDocument125 pagesParker CatalogAzizNo ratings yet
- Jawaban Plan and Schedule OperationDocument2 pagesJawaban Plan and Schedule OperationAhmad NaswianNo ratings yet
- Course Name ME 2materials Science Hande Öztürk Room 318: Hande - Ozturk@ozyegin - Edu.trDocument3 pagesCourse Name ME 2materials Science Hande Öztürk Room 318: Hande - Ozturk@ozyegin - Edu.trlopezclaNo ratings yet
- Ground Improvement of Soils Prone To LiquefactionDocument62 pagesGround Improvement of Soils Prone To LiquefactionLennon Ferreira TomasiNo ratings yet
- Buckling Strength of Structural PlatesDocument50 pagesBuckling Strength of Structural PlatesLizardladNo ratings yet
- Laboratory Report 20. Final DELOSSANTOSDocument7 pagesLaboratory Report 20. Final DELOSSANTOSGabb Riel PalaciosNo ratings yet
- 25 PLAXIS BulletinDocument24 pages25 PLAXIS Bulletinclarence deada100% (1)
- ORG LAB Melting Point Determination2009Document8 pagesORG LAB Melting Point Determination2009Nguyen Huu Duy TaiNo ratings yet
- Entrainment Calculation PDFDocument1 pageEntrainment Calculation PDFnirmal_subudhiNo ratings yet
- UNIT1-PART2-PRINCIPAL STRESSES AND STRAINS-case1&2Document14 pagesUNIT1-PART2-PRINCIPAL STRESSES AND STRAINS-case1&2Nakandhrakumar RamaswamyNo ratings yet
- DMM 1 Assignment Questions FinalDocument2 pagesDMM 1 Assignment Questions FinalSrimanthula SrikanthNo ratings yet
- Asme Sec Viii D1 Nma App y PDFDocument15 pagesAsme Sec Viii D1 Nma App y PDFADRIANNo ratings yet
- Structural Mechanics of Buried PipesDocument11 pagesStructural Mechanics of Buried PipesSheikh Mizanur RahmanNo ratings yet
- DL 1802Document2 pagesDL 1802karthiksampNo ratings yet
- Experiment (1) Refraction of The Light and Snell's Law: ObjectiveDocument5 pagesExperiment (1) Refraction of The Light and Snell's Law: Objectivealvin talaveraNo ratings yet
- 180 Deg Elbow Effect On Fluid FlowDocument5 pages180 Deg Elbow Effect On Fluid FlowAfolabi OlaniyiNo ratings yet
- National Highways Authority of IndiaDocument8 pagesNational Highways Authority of IndiaNilay GandhiNo ratings yet
- Lecture 3: Gauss's Law and Electric PotentialDocument3 pagesLecture 3: Gauss's Law and Electric PotentialAmir YonanNo ratings yet
- Preparation and Investigation of Some Properties of Acrylic Resin Reinforced With Siwak Fiber Used For Denture Base ApplicationsDocument6 pagesPreparation and Investigation of Some Properties of Acrylic Resin Reinforced With Siwak Fiber Used For Denture Base ApplicationsJawad K. OleiwiNo ratings yet
- Cold-Rolled Steel Sheets and Coils Cold-Rolled Steel Sheets and CoilsDocument16 pagesCold-Rolled Steel Sheets and Coils Cold-Rolled Steel Sheets and CoilsLợi Nguyễn VănNo ratings yet
- ES 321 (Strength of Materials) SyllabusDocument2 pagesES 321 (Strength of Materials) SyllabusHarold TaylorNo ratings yet
- Thermal PhysicsDocument24 pagesThermal PhysicsSuraj GopaulNo ratings yet
- Applied Sciences: Ionic Liquid Electrolytes For Safer and More Reliable Sodium Battery SystemsDocument6 pagesApplied Sciences: Ionic Liquid Electrolytes For Safer and More Reliable Sodium Battery SystemsYogesh KumarNo ratings yet
- ES - Maurer - Swivel - Joist - DS 480 - DS 560 - Características Del Material PDFDocument2 pagesES - Maurer - Swivel - Joist - DS 480 - DS 560 - Características Del Material PDFmarcoedgNo ratings yet
- Catalog of NIMS Creep Data Sheets: Science and Technology of Advanced MaterialsDocument31 pagesCatalog of NIMS Creep Data Sheets: Science and Technology of Advanced MaterialsTrushar ParmarNo ratings yet
- DemonstrationsDocument41 pagesDemonstrationsJohn Ryan C. DizonNo ratings yet
- A ADocument6 pagesA Avasudeva yasasNo ratings yet
- Colligatve Properties Aim:: Properties Which Is A Bulk Property and Do Not Depend On The Size of The Sample. DensityDocument5 pagesColligatve Properties Aim:: Properties Which Is A Bulk Property and Do Not Depend On The Size of The Sample. DensityHetNo ratings yet