Download as pdf or txt
You might also like
- Dell Inspiron 15 3567 Wistron Vegas Turis SKL KBL U Rev A00 15341 1 SchematicDocument105 pagesDell Inspiron 15 3567 Wistron Vegas Turis SKL KBL U Rev A00 15341 1 Schematicredis1973100% (2)
- GCS Interview Questions GuideDocument14 pagesGCS Interview Questions GuideAnkita ManchandaNo ratings yet
- Design Build and Assess Composite Hub Bar For Gyroplane Application GYRATEDocument30 pagesDesign Build and Assess Composite Hub Bar For Gyroplane Application GYRATEvictorNo ratings yet
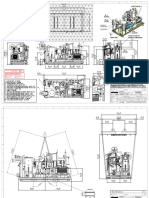
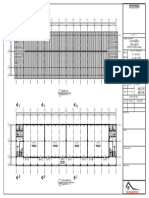
- Maintenance/clearance Area: Dimensions Could Be Change +/-5 MMDocument2 pagesMaintenance/clearance Area: Dimensions Could Be Change +/-5 MMZander MctrevorNo ratings yet
- Detail A: Assembly and Detail Shipping Lug Detail 54" Steam Drum FM 120-124 LH BOILERDocument1 pageDetail A: Assembly and Detail Shipping Lug Detail 54" Steam Drum FM 120-124 LH BOILERmorrisonNo ratings yet
- Esquema Elétrico D6T CATERPILLARDocument1 pageEsquema Elétrico D6T CATERPILLARKardean AlvesNo ratings yet
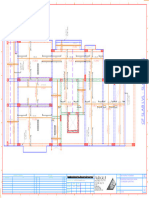
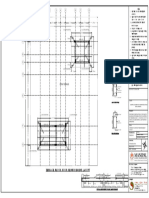
- Yashpalbhai GF Slab R0 12.01.24 BDocument1 pageYashpalbhai GF Slab R0 12.01.24 BGyayak BhutaNo ratings yet
- Quanta LZ3C Rev 2a - Lenovo Ideapad z585Document51 pagesQuanta LZ3C Rev 2a - Lenovo Ideapad z585Raj kishorNo ratings yet
- Th255c Cat Hyd SchemDocument4 pagesTh255c Cat Hyd SchemKevine KhaledNo ratings yet
- BMRCL 32M 003Document1 pageBMRCL 32M 003DOMNo ratings yet
- Power Schematic Diagram: (TV MT PCB)Document1 pagePower Schematic Diagram: (TV MT PCB)alanNo ratings yet
- PennDOT NEXT Beam StandardDocument2 pagesPennDOT NEXT Beam StandardProfessor Puppies100% (1)
- BSG1018 - Rev 3Document1 pageBSG1018 - Rev 3Xu DuaNo ratings yet
- Durabrand DBTV1901 Orion TV-1934ADocument63 pagesDurabrand DBTV1901 Orion TV-1934Aelectronicatotal100% (1)
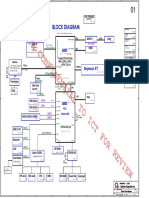
- Block Diagram: DDR IiiDocument51 pagesBlock Diagram: DDR Iiijoe wiillsonNo ratings yet
- Sump Discharge Piping - ISOMETRIC DrawingDocument9 pagesSump Discharge Piping - ISOMETRIC DrawingIlham KelanaNo ratings yet
- Material List - Fabrication: - / - A1ZA-1 2 PMDocument2 pagesMaterial List - Fabrication: - / - A1ZA-1 2 PMMallela Sampath KumarNo ratings yet
- 1 2 3 4 5 Plan Armare Planseu Peste Parter: Gol ScaraDocument1 page1 2 3 4 5 Plan Armare Planseu Peste Parter: Gol ScaraGeorge EnacheNo ratings yet
- Parikalp: Reference Drawings RevisionsDocument1 pageParikalp: Reference Drawings RevisionsGyayak BhutaNo ratings yet
- Flow Pattern: OUT INDocument1 pageFlow Pattern: OUT INrs755No ratings yet
- BLIND FLANGE 28 IN 150 RF - SERIES A Rev.01 PDFDocument1 pageBLIND FLANGE 28 IN 150 RF - SERIES A Rev.01 PDFdhani projectoNo ratings yet
- Arranque Smar Key 1Document1 pageArranque Smar Key 1almeidajuarezjuancarlosNo ratings yet
- Wistron Sapporo-GLK (Gemini Lake) 4PD0E6010001 17891-1MDocument104 pagesWistron Sapporo-GLK (Gemini Lake) 4PD0E6010001 17891-1Misai ramos sotoNo ratings yet
- Security Record ShopsDocument38 pagesSecurity Record ShopsMulti PhaseNo ratings yet
- BLDG. - D1 - 16.11.23-ModelDocument1 pageBLDG. - D1 - 16.11.23-Modelincogtrader8No ratings yet
- 44 SbsDocument1 page44 SbsCampel SilvaNo ratings yet
- (Cont. Next Page) 26 HiluxDocument4 pages(Cont. Next Page) 26 HiluxautocomtrucksNo ratings yet
- 26 PDFDocument4 pages26 PDFautocomtrucksNo ratings yet
- (Cont. Next Page) 26 HiluxDocument4 pages(Cont. Next Page) 26 HiluxautocomtrucksNo ratings yet
- (Cont. Next Page) 26 HiluxDocument4 pages(Cont. Next Page) 26 HiluxautocomtrucksNo ratings yet
- (Cont. Next Page) 26 HiluxDocument4 pages(Cont. Next Page) 26 HiluxautocomtrucksNo ratings yet
- (Cont. Next Page) 26 HiluxDocument4 pages(Cont. Next Page) 26 HiluxautocomtrucksNo ratings yet
- 26 PDFDocument4 pages26 PDFautocomtrucksNo ratings yet
- Roundrock MLK (15203-1 JM7HC) (Rev A00) PDFDocument69 pagesRoundrock MLK (15203-1 JM7HC) (Rev A00) PDFCarlosNo ratings yet
- Dell N5040 DV15 - CP 10263-1 48.4ip01.011 - A00 - MB - 0422 - InsDocument99 pagesDell N5040 DV15 - CP 10263-1 48.4ip01.011 - A00 - MB - 0422 - InsSadiq Al-MohandisNo ratings yet
- Dell Latitude 3350 Wistron Round Rock MLK MB 15203-A00 Rev A00Document110 pagesDell Latitude 3350 Wistron Round Rock MLK MB 15203-A00 Rev A00MihohohoNo ratings yet
- Single Analog Output Option Card: Synergy SeriesDocument4 pagesSingle Analog Output Option Card: Synergy Seriesmetalcernaw rodriguezNo ratings yet
- Andika Shirt A0Document1 pageAndika Shirt A0Anonymous tIhcNRlpSnNo ratings yet
- Mytee 8400P Air Lite Upholstery Tool Parts ManualDocument1 pageMytee 8400P Air Lite Upholstery Tool Parts ManualJOSE ARRTURO0% (1)
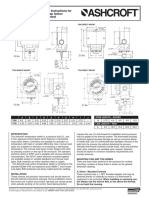
- T400, T700 Temp. Switch Installation and Maintenance ManualDocument2 pagesT400, T700 Temp. Switch Installation and Maintenance ManualHuan Trinh VanNo ratings yet
- RENR4046Document2 pagesRENR4046Cecilia Gomez.contrerasNo ratings yet
- Leaf Side Clamp HEX NUT M5: Parts ListDocument2 pagesLeaf Side Clamp HEX NUT M5: Parts ListPrabhat HambireNo ratings yet
- 008-4th Floor & Roof PlanDocument1 page008-4th Floor & Roof Planmrhtoo119No ratings yet
- Drawbar Prox Sensor States Prox Sensor No Tool Tool in Tool ReleaseDocument1 pageDrawbar Prox Sensor States Prox Sensor No Tool Tool in Tool Releasejorge varNo ratings yet
- 81731E CRTi 8.63 2piecDocument1 page81731E CRTi 8.63 2piecUmar IkramNo ratings yet
- Hoist Beam & Connection SketchDocument2 pagesHoist Beam & Connection SketchJuan Misael Astudillo SteppesNo ratings yet
- 5368 (Diagramas - Com.br)Document106 pages5368 (Diagramas - Com.br)Davy AtilaNo ratings yet
- General Installation Notes: Bell 407 Rotorcraft Installation, G500H SystemDocument39 pagesGeneral Installation Notes: Bell 407 Rotorcraft Installation, G500H SystemJudhi C ArdyantoNo ratings yet
- Bill of Material - 3105538: QTY Description Part No. ItemDocument3 pagesBill of Material - 3105538: QTY Description Part No. ItemluisNo ratings yet
- 2 Ton Steering SystemDocument1 page2 Ton Steering SystemArnie SaysonNo ratings yet
- This Is New PDFDocument1 pageThis Is New PDFAnonymous BZQOJwWIh6No ratings yet
- 13.8Kv U/V Load Shedding Panel-2 +uvls.2: D HA555 P 3-1313003.03 EA-383186 4400004656Document1 page13.8Kv U/V Load Shedding Panel-2 +uvls.2: D HA555 P 3-1313003.03 EA-383186 4400004656Anonymous BZQOJwWIh6No ratings yet
- Door Lock Control RHDDocument2 pagesDoor Lock Control RHDskNo ratings yet
- Catalogo 2018 DIODocument133 pagesCatalogo 2018 DIOSamara Maya100% (1)
- Aluminum Body DetailsDocument26 pagesAluminum Body DetailsVinod YbNo ratings yet
- Architecture DrawingDocument3 pagesArchitecture DrawingDwiki SetiabudiNo ratings yet
- Niigata Airport: ELEV 1.40m (4.6ft)Document23 pagesNiigata Airport: ELEV 1.40m (4.6ft)張允執No ratings yet
- Naik Associates: ProjectDocument1 pageNaik Associates: Projectshivraj naikNo ratings yet
- Contact Us: Prestressed SpunDocument2 pagesContact Us: Prestressed Spunconcrete engineeringNo ratings yet
- 3.podium Level 1-NF-SD-FF-PLN-102Document1 page3.podium Level 1-NF-SD-FF-PLN-102mirfan10053No ratings yet
- The Rough Guide to Beijing (Travel Guide eBook)From EverandThe Rough Guide to Beijing (Travel Guide eBook)Rating: 2 out of 5 stars2/5 (1)
- Advances Photonic CrystalsDocument348 pagesAdvances Photonic CrystalsMuhammad Shemyal NisarNo ratings yet
- Negotiations 5 - Clinching The Deal - WorksheetDocument7 pagesNegotiations 5 - Clinching The Deal - WorksheetNatalia InsuaNo ratings yet
- Historical Development of Human RightsDocument3 pagesHistorical Development of Human RightsHazel UsanaNo ratings yet
- Final Chapter 4Document19 pagesFinal Chapter 4Jhanelyn V. InopiaNo ratings yet
- UPSE Discussion Paper On Maharlika FundDocument28 pagesUPSE Discussion Paper On Maharlika FundjosnixNo ratings yet
- TDC Book Parte6Document44 pagesTDC Book Parte6QUARCISSUSNo ratings yet
- Dangers of Social Networking 1Document4 pagesDangers of Social Networking 1Kerri McFarlaneNo ratings yet
- RCPI OBE BST Paediatrics Curriculum Final PilotDocument40 pagesRCPI OBE BST Paediatrics Curriculum Final PilotBharat Kumar SharmaNo ratings yet
- Module 1Document140 pagesModule 1naitik S TNo ratings yet
- Eu Law ExamDocument14 pagesEu Law ExamOla PietruszewskaNo ratings yet
- Project Report On Ulip & Mutual FundDocument55 pagesProject Report On Ulip & Mutual FundGovind BhakuniNo ratings yet
- Week4.Individual AssignmentDocument6 pagesWeek4.Individual AssignmentFrederickPaigeIIINo ratings yet
- MoM Team Review 14-3-2024Document1 pageMoM Team Review 14-3-2024krupuk.kricikNo ratings yet
- CAPITALGAINS 3rdsep PDFDocument202 pagesCAPITALGAINS 3rdsep PDFPhani Kumar SomarajupalliNo ratings yet
- LTD Palabrica NotesDocument20 pagesLTD Palabrica NotesDarla Grey0% (1)
- C. Health Problems Common in ToddlerDocument72 pagesC. Health Problems Common in ToddlerRika MaeNo ratings yet
- Peralatan KantorDocument47 pagesPeralatan KantorEva SiswantiNo ratings yet
- PGL FIN 2006 01 Subrecipient Financial ProceduresDocument45 pagesPGL FIN 2006 01 Subrecipient Financial ProceduresAilec FinancesNo ratings yet
- Effective Removal of Phosphorus From High Phosphorus Steel Slag Using Carbonized Rice HuskDocument9 pagesEffective Removal of Phosphorus From High Phosphorus Steel Slag Using Carbonized Rice HuskApto SubaNo ratings yet
- Vedic Multiplier DesignDocument39 pagesVedic Multiplier DesignVeena Sridhar100% (1)
- Traverse Adjustment ReportDocument3 pagesTraverse Adjustment Reportpopovicib_2No ratings yet
- Zwcad Cost ComparisonDocument1 pageZwcad Cost ComparisonVishvam Vishu 26No ratings yet
- Wartsila Brochure - Marine Solutions 2016Document228 pagesWartsila Brochure - Marine Solutions 2016OnceoffpleaseNo ratings yet
- Registration of SocietyDocument6 pagesRegistration of SocietyDeepak AroraNo ratings yet
- Cryoseal: Liquid Nitrogen Containers (Dewars) : Also Available 340/550 Liters Bulk Storage ContainersDocument2 pagesCryoseal: Liquid Nitrogen Containers (Dewars) : Also Available 340/550 Liters Bulk Storage ContainersDr. Awanish MishraNo ratings yet
- IMChap 011Document24 pagesIMChap 011Aaron Hamilton100% (2)
- Hashimoto'S: ProtocolDocument13 pagesHashimoto'S: ProtocolNatasa EricNo ratings yet
- Socialism in Europe & The Russian RevolutionDocument21 pagesSocialism in Europe & The Russian Revolutionthinkiit50% (2)