
09-A Multivariate Analysis of Fouling in Kraft Recovery Boilers PDF
09-A Multivariate Analysis of Fouling in Kraft Recovery Boilers PDF
You might also like
- Present Chiller 2 Log Sheet.....Document1 pagePresent Chiller 2 Log Sheet.....Madan Tiwari100% (2)
- COMP 20023 - Computer Programming 1Document100 pagesCOMP 20023 - Computer Programming 1John Victor DajacNo ratings yet
- Basic PPT of VamDocument25 pagesBasic PPT of VamSiddhant Satpathy100% (2)
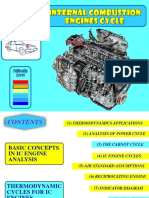
- Chapter 2 Int Comb Engine Cycle PP Online FullDocument57 pagesChapter 2 Int Comb Engine Cycle PP Online FullKhairul HishamNo ratings yet
- Present Chiller 2 Log Sheet.....Document1 pagePresent Chiller 2 Log Sheet.....Madan TiwariNo ratings yet
- An Overview of Karl Fischer TitrationDocument33 pagesAn Overview of Karl Fischer Titrationakrmmoahmed10No ratings yet
- Chiller Log BookDocument11 pagesChiller Log Bookprem.mech.erNo ratings yet
- Shaft Power Generation Devices - 2: A List of Artificial Animals For Human Development !!!!Document46 pagesShaft Power Generation Devices - 2: A List of Artificial Animals For Human Development !!!!Muket AgmasNo ratings yet
- 02 KF TheoryDocument33 pages02 KF TheoryWina MarthaliaNo ratings yet
- Heat Exchanger Sizing Calculator GuideDocument11 pagesHeat Exchanger Sizing Calculator GuideEric TohNo ratings yet
- Utility 171809 1605589470 4503Document20 pagesUtility 171809 1605589470 4503Apinan SoottitantawatNo ratings yet
- Welcome To Field of CoolingDocument33 pagesWelcome To Field of CoolingSiddhant SatpathyNo ratings yet
- Ece-1 2319 SlidesDocument34 pagesEce-1 2319 SlidesCarlos SalinasNo ratings yet
- Super Critical BoilerDocument32 pagesSuper Critical BoilerAbhishekNo ratings yet
- Super-Critical BoilerDocument32 pagesSuper-Critical BoilerSURENDRA KUMARNo ratings yet
- Tostrud Processed Updated Presentation LRDocument27 pagesTostrud Processed Updated Presentation LRChristian EstebanNo ratings yet
- English Version Catalogue-2013-02-1Document27 pagesEnglish Version Catalogue-2013-02-1Arunee SombatjindaNo ratings yet
- Coker Heater Performance Improvements DCU Galveston 2018 CompressedDocument27 pagesCoker Heater Performance Improvements DCU Galveston 2018 CompressedJNo ratings yet
- Qualitrol Webinar What To Monitor and WhyDocument22 pagesQualitrol Webinar What To Monitor and Whyluis104251No ratings yet
- Boiler Fan VFD With O2 ControlsDocument8 pagesBoiler Fan VFD With O2 ControlsMayur ShindeNo ratings yet
- Super Critical BoilerDocument32 pagesSuper Critical BoilerNardo LlanosNo ratings yet
- 10-L1-L2-Heat ExchangeDocument30 pages10-L1-L2-Heat Exchangeswapnil pandeNo ratings yet
- Boiler Fundamental Read ItDocument119 pagesBoiler Fundamental Read ItRajanish BiswasNo ratings yet
- Chapter 11: Refrigeration Rules of Thumb For Chemical Engineers, 5th Edition by Stephen HallDocument4 pagesChapter 11: Refrigeration Rules of Thumb For Chemical Engineers, 5th Edition by Stephen HallMuzzamil ShahzadNo ratings yet
- Chapter 11: Refrigeration Rules of Thumb For Chemical Engineers, 5th Edition by Stephen HallDocument4 pagesChapter 11: Refrigeration Rules of Thumb For Chemical Engineers, 5th Edition by Stephen HallzhyhhNo ratings yet
- 11 - RefrigerationDocument4 pages11 - RefrigerationMuzzamil ShahzadNo ratings yet
- Chapter 11: Refrigeration Rules of Thumb For Chemical Engineers, 5th Edition by Stephen HallDocument4 pagesChapter 11: Refrigeration Rules of Thumb For Chemical Engineers, 5th Edition by Stephen HallAslamNo ratings yet
- Screw Chiller - Water CooledDocument9 pagesScrew Chiller - Water CooledVamsiDeepakNo ratings yet
- Chapter 11: Refrigeration Rules of Thumb For Chemical Engineers, 5th Edition by Stephen HallDocument4 pagesChapter 11: Refrigeration Rules of Thumb For Chemical Engineers, 5th Edition by Stephen HallJamil AhmedNo ratings yet
- Chapter 11: Refrigeration Rules of Thumb For Chemical Engineers, 5th Edition by Stephen HallDocument4 pagesChapter 11: Refrigeration Rules of Thumb For Chemical Engineers, 5th Edition by Stephen HallReza SaeeNo ratings yet
- Chapter 11: Refrigeration Rules of Thumb For Chemical Engineers, 5th Edition by Stephen HallDocument4 pagesChapter 11: Refrigeration Rules of Thumb For Chemical Engineers, 5th Edition by Stephen Hallojasmainkar123No ratings yet
- Refrigeration LectureDocument31 pagesRefrigeration LecturekhattabjihadaldulaimiNo ratings yet
- 00 Fmipm Nomenclature 2020Document14 pages00 Fmipm Nomenclature 2020Faraj27No ratings yet
- CalculationsDocument11 pagesCalculationsbrockNo ratings yet
- Run Compr Green Yellow Drycooler Bypass Final BudgetDocument5 pagesRun Compr Green Yellow Drycooler Bypass Final BudgetCamilo cardenasNo ratings yet
- A. For DF Plant IV60: Description Unit Contract Figures Feed-Stock QualityDocument1 pageA. For DF Plant IV60: Description Unit Contract Figures Feed-Stock QualityArif FaturohmanNo ratings yet
- Basic Heat Treatment TrainingDocument64 pagesBasic Heat Treatment Trainingtbmari90% (10)
- 130hydroprocessing Design ConsiderationDocument29 pages130hydroprocessing Design ConsiderationPervaiz RizviNo ratings yet
- Heat Exchanger: Data Sheet ForDocument1 pageHeat Exchanger: Data Sheet ForAmanNo ratings yet
- Aspen Exchanger Design and Rating Shell & Tube V10: DescriptionDocument66 pagesAspen Exchanger Design and Rating Shell & Tube V10: DescriptionCHELSEE VALENTINA SANCHEZ MUÑOZNo ratings yet
- Attachment 04 - Milan Conference 2005Document29 pagesAttachment 04 - Milan Conference 2005ElMacheteDelHuesoNo ratings yet
- Chiller Cutsheet M702 M802Document1 pageChiller Cutsheet M702 M802GamalpageNo ratings yet
- Basic Biomass Power Plant EfficiencyDocument12 pagesBasic Biomass Power Plant EfficiencyRoger Antonio Urbina VallejosNo ratings yet
- Topic 4 - Reheat RegenerationDocument56 pagesTopic 4 - Reheat RegenerationOk SokNo ratings yet
- Process Flow SheetDocument22 pagesProcess Flow Sheetranger cleetusNo ratings yet
- L LL LLL IV V VL VLL: Oilfired Heater: Economiser: Servo: ControllersDocument2 pagesL LL LLL IV V VL VLL: Oilfired Heater: Economiser: Servo: ControllersGaurav MaithilNo ratings yet
- Catalogue: Product Select Unit SettingsDocument3 pagesCatalogue: Product Select Unit Settingsأبو زينب المهندسNo ratings yet
- Technical Data Air Cooled Chiller 105 TRDocument3 pagesTechnical Data Air Cooled Chiller 105 TRHaris Siena100% (1)
- Now Purity, Coolness & Freshness Flow Into Your WorldDocument2 pagesNow Purity, Coolness & Freshness Flow Into Your Worldrijothomasv777No ratings yet
- Daily Log BookDocument12 pagesDaily Log BookdipawanshNo ratings yet
- OCP18 LiquidCool Presentation Review Final March 21Document17 pagesOCP18 LiquidCool Presentation Review Final March 21Lavraj KhamkarNo ratings yet
- Managed Pressure Drilling StatoilDocument37 pagesManaged Pressure Drilling StatoilWaleed Barakat Maria100% (1)
- Coil History CardDocument12 pagesCoil History CardmuthuselvanNo ratings yet
- Log-Book Format (Annexure-A)Document13 pagesLog-Book Format (Annexure-A)Atul SharmaNo ratings yet
- Hisense Corporation: AS-09UR4SVNVG1 AS-12UR4SVNVG1 As-12Ur4Svgvg As-18Ur4Stvvg As-24Ur4SqjvgDocument34 pagesHisense Corporation: AS-09UR4SVNVG1 AS-12UR4SVNVG1 As-12Ur4Svgvg As-18Ur4Stvvg As-24Ur4SqjvgRajesh SoniNo ratings yet
- Aspen Exchanger Design and Rating Shell & Tube V10: DescriptionDocument29 pagesAspen Exchanger Design and Rating Shell & Tube V10: DescriptionCHELSEE VALENTINA SANCHEZ MUÑOZNo ratings yet
- Cara Menghitung Ukuran Pipa Kapiler RefrigerasiDocument54 pagesCara Menghitung Ukuran Pipa Kapiler RefrigerasiZikko FirmansyahNo ratings yet
- BITZER Output Data: Created On: 12.04.2024 07:48:54Document7 pagesBITZER Output Data: Created On: 12.04.2024 07:48:54AloshiNo ratings yet
- 02 KF TheoryDocument33 pages02 KF Theoryliska ramdanawatiNo ratings yet
- Power Boilers & Heat Exchangers World Summary: Market Values & Financials by CountryFrom EverandPower Boilers & Heat Exchangers World Summary: Market Values & Financials by CountryNo ratings yet
- 23-The Solubility of Kraft Recovery Boiler Precipitator Ash-Daniel SaturninoDocument37 pages23-The Solubility of Kraft Recovery Boiler Precipitator Ash-Daniel Saturninozhiguang huangNo ratings yet
- 2009 Effects of Carryover Liquid Content and Particle Size On Deposit Removability in Kraft Recovery BoilersDocument5 pages2009 Effects of Carryover Liquid Content and Particle Size On Deposit Removability in Kraft Recovery Boilerszhiguang huangNo ratings yet
- 07-Multivariate Analysis of Fouling in Kraft Recovery BoilersDocument13 pages07-Multivariate Analysis of Fouling in Kraft Recovery Boilerszhiguang huangNo ratings yet
- 02-Prediction of Carryover Composition in Kraft Recovery Boilers-Asghar Khalaj-Zadeh PDFDocument30 pages02-Prediction of Carryover Composition in Kraft Recovery Boilers-Asghar Khalaj-Zadeh PDFzhiguang huangNo ratings yet
- An5617 stm32h745755 and stm32h747757 Lines Interprocessor Communications StmicroelectronicsDocument24 pagesAn5617 stm32h745755 and stm32h747757 Lines Interprocessor Communications StmicroelectronicsJosephNo ratings yet
- 75 Years of IndependenceDocument18 pages75 Years of IndependenceNihal GoudNo ratings yet
- Form One Bearing and Survey CompiledDocument21 pagesForm One Bearing and Survey Compiledchristinekirimi46No ratings yet
- Steering Pilot System Pressure - Test - Command Control SteeringDocument4 pagesSteering Pilot System Pressure - Test - Command Control SteeringWilliams ArayaNo ratings yet
- Complete Panel Report - NFS2-3030V27.0 - Notifier VeriFire Tools 10.55 Build 19 - 07192023 - 175833Document68 pagesComplete Panel Report - NFS2-3030V27.0 - Notifier VeriFire Tools 10.55 Build 19 - 07192023 - 175833brycuellarNo ratings yet
- Audit Testing and Sample SizesDocument22 pagesAudit Testing and Sample SizesPhạm Duy Đạt100% (1)
- Learn The Easy Way To Backup Iphone To Icloud - TechfreetricksDocument5 pagesLearn The Easy Way To Backup Iphone To Icloud - TechfreetricksIqra SameerNo ratings yet
- Nichiyu Forklift FB 70 Wiring and Control Unit LayoutDocument2 pagesNichiyu Forklift FB 70 Wiring and Control Unit Layoutbarbara100% (56)
- Instrumental, Vocal & Other Stems Separation & Mix Master Guide - UVR 5 GUI MDX-Net MDX23 Demucs GSEP Dango - Ai Ripple & Others (24.11.23)Document232 pagesInstrumental, Vocal & Other Stems Separation & Mix Master Guide - UVR 5 GUI MDX-Net MDX23 Demucs GSEP Dango - Ai Ripple & Others (24.11.23)deton24No ratings yet
- EPFL TH4820 Scala ThesisDocument133 pagesEPFL TH4820 Scala ThesiskbkkrNo ratings yet
- 100 Project Topics For C Programming From Basic To Advanced LevelDocument3 pages100 Project Topics For C Programming From Basic To Advanced Levellalit amitNo ratings yet
- Method Statement AGI Train 2 Inspection & Repair Plan: Approval SheetDocument9 pagesMethod Statement AGI Train 2 Inspection & Repair Plan: Approval SheetGunawan MSNo ratings yet
- A Microcontroller-Based Variable Voltage Variable Frequency Sinusoidal Power Source With A Novel PWM Generation StrategyDocument9 pagesA Microcontroller-Based Variable Voltage Variable Frequency Sinusoidal Power Source With A Novel PWM Generation Strategyanon_958959832No ratings yet
- Activity Guide and Evaluation Rubric - Unit 3 - Task 6 - Talking About Routines and Past EventsDocument6 pagesActivity Guide and Evaluation Rubric - Unit 3 - Task 6 - Talking About Routines and Past EventsAngie Sofía VargasNo ratings yet
- Iskra MT 440Document8 pagesIskra MT 440Ussama Rajput100% (1)
- +-10g Tilt Compensated Dual Range Aviation G-Force Meter: Operating Manual - English 1.00Document9 pages+-10g Tilt Compensated Dual Range Aviation G-Force Meter: Operating Manual - English 1.00ItgeltbayarNo ratings yet
- Drum TankDocument11 pagesDrum TankDiem DX100% (1)
- Deep Security Container Protection Customer PresentationDocument42 pagesDeep Security Container Protection Customer PresentationsaurabhbectorNo ratings yet
- Internet of Connected Everything - FINAL PDFDocument63 pagesInternet of Connected Everything - FINAL PDFSvetla NikolovaNo ratings yet
- Semiconductor KTA1661: Technical DataDocument2 pagesSemiconductor KTA1661: Technical DataahmedNo ratings yet
- Motion Cueing Algorithms: A Review Algorithms, Evaluation and TuningDocument5 pagesMotion Cueing Algorithms: A Review Algorithms, Evaluation and TuningMiguel AguilarNo ratings yet
- Language Focus 1. Write The Sentences in The Passive Voice.: Uğur Middle SchoolDocument6 pagesLanguage Focus 1. Write The Sentences in The Passive Voice.: Uğur Middle SchoolÖZGÜR BERK GÜMÜŞNo ratings yet
- CODE-IT-COURSE-DETAILS ExportDocument5 pagesCODE-IT-COURSE-DETAILS ExportIqra tariqNo ratings yet
- Ux Experience Design ClassDocument3 pagesUx Experience Design ClassbihimNo ratings yet
- Digital Logic and Microprocessor: Dr.M.Sindhuja Assistant Professor (Senior Grade) School of Electronics VIT, ChennaiDocument42 pagesDigital Logic and Microprocessor: Dr.M.Sindhuja Assistant Professor (Senior Grade) School of Electronics VIT, ChennaiNithish Kumar A NNo ratings yet
- Mts2 - Modular Door Control: System DescriptionDocument28 pagesMts2 - Modular Door Control: System DescriptionDarko ZelicNo ratings yet
- Manual Slim 5000 App La CD 53225 CurvasDocument8 pagesManual Slim 5000 App La CD 53225 CurvasJose ElenilsonNo ratings yet
- Dynamix 1444-td001 - En-P PDFDocument24 pagesDynamix 1444-td001 - En-P PDFJose Roberto Collado JimenezNo ratings yet
- Sources of Innovative IdeasDocument16 pagesSources of Innovative IdeasLerench james CamposNo ratings yet

























































































Download as pdf or txt
You might also like
- Present Chiller 2 Log Sheet.....Document1 pagePresent Chiller 2 Log Sheet.....Madan Tiwari100% (2)
- COMP 20023 - Computer Programming 1Document100 pagesCOMP 20023 - Computer Programming 1John Victor DajacNo ratings yet
- Basic PPT of VamDocument25 pagesBasic PPT of VamSiddhant Satpathy100% (2)
- Chapter 2 Int Comb Engine Cycle PP Online FullDocument57 pagesChapter 2 Int Comb Engine Cycle PP Online FullKhairul HishamNo ratings yet
- Present Chiller 2 Log Sheet.....Document1 pagePresent Chiller 2 Log Sheet.....Madan TiwariNo ratings yet
- An Overview of Karl Fischer TitrationDocument33 pagesAn Overview of Karl Fischer Titrationakrmmoahmed10No ratings yet
- Chiller Log BookDocument11 pagesChiller Log Bookprem.mech.erNo ratings yet
- Shaft Power Generation Devices - 2: A List of Artificial Animals For Human Development !!!!Document46 pagesShaft Power Generation Devices - 2: A List of Artificial Animals For Human Development !!!!Muket AgmasNo ratings yet
- 02 KF TheoryDocument33 pages02 KF TheoryWina MarthaliaNo ratings yet
- Heat Exchanger Sizing Calculator GuideDocument11 pagesHeat Exchanger Sizing Calculator GuideEric TohNo ratings yet
- Utility 171809 1605589470 4503Document20 pagesUtility 171809 1605589470 4503Apinan SoottitantawatNo ratings yet
- Welcome To Field of CoolingDocument33 pagesWelcome To Field of CoolingSiddhant SatpathyNo ratings yet
- Ece-1 2319 SlidesDocument34 pagesEce-1 2319 SlidesCarlos SalinasNo ratings yet
- Super Critical BoilerDocument32 pagesSuper Critical BoilerAbhishekNo ratings yet
- Super-Critical BoilerDocument32 pagesSuper-Critical BoilerSURENDRA KUMARNo ratings yet
- Tostrud Processed Updated Presentation LRDocument27 pagesTostrud Processed Updated Presentation LRChristian EstebanNo ratings yet
- English Version Catalogue-2013-02-1Document27 pagesEnglish Version Catalogue-2013-02-1Arunee SombatjindaNo ratings yet
- Coker Heater Performance Improvements DCU Galveston 2018 CompressedDocument27 pagesCoker Heater Performance Improvements DCU Galveston 2018 CompressedJNo ratings yet
- Qualitrol Webinar What To Monitor and WhyDocument22 pagesQualitrol Webinar What To Monitor and Whyluis104251No ratings yet
- Boiler Fan VFD With O2 ControlsDocument8 pagesBoiler Fan VFD With O2 ControlsMayur ShindeNo ratings yet
- Super Critical BoilerDocument32 pagesSuper Critical BoilerNardo LlanosNo ratings yet
- 10-L1-L2-Heat ExchangeDocument30 pages10-L1-L2-Heat Exchangeswapnil pandeNo ratings yet
- Boiler Fundamental Read ItDocument119 pagesBoiler Fundamental Read ItRajanish BiswasNo ratings yet
- Chapter 11: Refrigeration Rules of Thumb For Chemical Engineers, 5th Edition by Stephen HallDocument4 pagesChapter 11: Refrigeration Rules of Thumb For Chemical Engineers, 5th Edition by Stephen HallMuzzamil ShahzadNo ratings yet
- Chapter 11: Refrigeration Rules of Thumb For Chemical Engineers, 5th Edition by Stephen HallDocument4 pagesChapter 11: Refrigeration Rules of Thumb For Chemical Engineers, 5th Edition by Stephen HallzhyhhNo ratings yet
- 11 - RefrigerationDocument4 pages11 - RefrigerationMuzzamil ShahzadNo ratings yet
- Chapter 11: Refrigeration Rules of Thumb For Chemical Engineers, 5th Edition by Stephen HallDocument4 pagesChapter 11: Refrigeration Rules of Thumb For Chemical Engineers, 5th Edition by Stephen HallAslamNo ratings yet
- Screw Chiller - Water CooledDocument9 pagesScrew Chiller - Water CooledVamsiDeepakNo ratings yet
- Chapter 11: Refrigeration Rules of Thumb For Chemical Engineers, 5th Edition by Stephen HallDocument4 pagesChapter 11: Refrigeration Rules of Thumb For Chemical Engineers, 5th Edition by Stephen HallJamil AhmedNo ratings yet
- Chapter 11: Refrigeration Rules of Thumb For Chemical Engineers, 5th Edition by Stephen HallDocument4 pagesChapter 11: Refrigeration Rules of Thumb For Chemical Engineers, 5th Edition by Stephen HallReza SaeeNo ratings yet
- Chapter 11: Refrigeration Rules of Thumb For Chemical Engineers, 5th Edition by Stephen HallDocument4 pagesChapter 11: Refrigeration Rules of Thumb For Chemical Engineers, 5th Edition by Stephen Hallojasmainkar123No ratings yet
- Refrigeration LectureDocument31 pagesRefrigeration LecturekhattabjihadaldulaimiNo ratings yet
- 00 Fmipm Nomenclature 2020Document14 pages00 Fmipm Nomenclature 2020Faraj27No ratings yet
- CalculationsDocument11 pagesCalculationsbrockNo ratings yet
- Run Compr Green Yellow Drycooler Bypass Final BudgetDocument5 pagesRun Compr Green Yellow Drycooler Bypass Final BudgetCamilo cardenasNo ratings yet
- A. For DF Plant IV60: Description Unit Contract Figures Feed-Stock QualityDocument1 pageA. For DF Plant IV60: Description Unit Contract Figures Feed-Stock QualityArif FaturohmanNo ratings yet
- Basic Heat Treatment TrainingDocument64 pagesBasic Heat Treatment Trainingtbmari90% (10)
- 130hydroprocessing Design ConsiderationDocument29 pages130hydroprocessing Design ConsiderationPervaiz RizviNo ratings yet
- Heat Exchanger: Data Sheet ForDocument1 pageHeat Exchanger: Data Sheet ForAmanNo ratings yet
- Aspen Exchanger Design and Rating Shell & Tube V10: DescriptionDocument66 pagesAspen Exchanger Design and Rating Shell & Tube V10: DescriptionCHELSEE VALENTINA SANCHEZ MUÑOZNo ratings yet
- Attachment 04 - Milan Conference 2005Document29 pagesAttachment 04 - Milan Conference 2005ElMacheteDelHuesoNo ratings yet
- Chiller Cutsheet M702 M802Document1 pageChiller Cutsheet M702 M802GamalpageNo ratings yet
- Basic Biomass Power Plant EfficiencyDocument12 pagesBasic Biomass Power Plant EfficiencyRoger Antonio Urbina VallejosNo ratings yet
- Topic 4 - Reheat RegenerationDocument56 pagesTopic 4 - Reheat RegenerationOk SokNo ratings yet
- Process Flow SheetDocument22 pagesProcess Flow Sheetranger cleetusNo ratings yet
- L LL LLL IV V VL VLL: Oilfired Heater: Economiser: Servo: ControllersDocument2 pagesL LL LLL IV V VL VLL: Oilfired Heater: Economiser: Servo: ControllersGaurav MaithilNo ratings yet
- Catalogue: Product Select Unit SettingsDocument3 pagesCatalogue: Product Select Unit Settingsأبو زينب المهندسNo ratings yet
- Technical Data Air Cooled Chiller 105 TRDocument3 pagesTechnical Data Air Cooled Chiller 105 TRHaris Siena100% (1)
- Now Purity, Coolness & Freshness Flow Into Your WorldDocument2 pagesNow Purity, Coolness & Freshness Flow Into Your Worldrijothomasv777No ratings yet
- Daily Log BookDocument12 pagesDaily Log BookdipawanshNo ratings yet
- OCP18 LiquidCool Presentation Review Final March 21Document17 pagesOCP18 LiquidCool Presentation Review Final March 21Lavraj KhamkarNo ratings yet
- Managed Pressure Drilling StatoilDocument37 pagesManaged Pressure Drilling StatoilWaleed Barakat Maria100% (1)
- Coil History CardDocument12 pagesCoil History CardmuthuselvanNo ratings yet
- Log-Book Format (Annexure-A)Document13 pagesLog-Book Format (Annexure-A)Atul SharmaNo ratings yet
- Hisense Corporation: AS-09UR4SVNVG1 AS-12UR4SVNVG1 As-12Ur4Svgvg As-18Ur4Stvvg As-24Ur4SqjvgDocument34 pagesHisense Corporation: AS-09UR4SVNVG1 AS-12UR4SVNVG1 As-12Ur4Svgvg As-18Ur4Stvvg As-24Ur4SqjvgRajesh SoniNo ratings yet
- Aspen Exchanger Design and Rating Shell & Tube V10: DescriptionDocument29 pagesAspen Exchanger Design and Rating Shell & Tube V10: DescriptionCHELSEE VALENTINA SANCHEZ MUÑOZNo ratings yet
- Cara Menghitung Ukuran Pipa Kapiler RefrigerasiDocument54 pagesCara Menghitung Ukuran Pipa Kapiler RefrigerasiZikko FirmansyahNo ratings yet
- BITZER Output Data: Created On: 12.04.2024 07:48:54Document7 pagesBITZER Output Data: Created On: 12.04.2024 07:48:54AloshiNo ratings yet
- 02 KF TheoryDocument33 pages02 KF Theoryliska ramdanawatiNo ratings yet
- Power Boilers & Heat Exchangers World Summary: Market Values & Financials by CountryFrom EverandPower Boilers & Heat Exchangers World Summary: Market Values & Financials by CountryNo ratings yet
- 23-The Solubility of Kraft Recovery Boiler Precipitator Ash-Daniel SaturninoDocument37 pages23-The Solubility of Kraft Recovery Boiler Precipitator Ash-Daniel Saturninozhiguang huangNo ratings yet
- 2009 Effects of Carryover Liquid Content and Particle Size On Deposit Removability in Kraft Recovery BoilersDocument5 pages2009 Effects of Carryover Liquid Content and Particle Size On Deposit Removability in Kraft Recovery Boilerszhiguang huangNo ratings yet
- 07-Multivariate Analysis of Fouling in Kraft Recovery BoilersDocument13 pages07-Multivariate Analysis of Fouling in Kraft Recovery Boilerszhiguang huangNo ratings yet
- 02-Prediction of Carryover Composition in Kraft Recovery Boilers-Asghar Khalaj-Zadeh PDFDocument30 pages02-Prediction of Carryover Composition in Kraft Recovery Boilers-Asghar Khalaj-Zadeh PDFzhiguang huangNo ratings yet
- An5617 stm32h745755 and stm32h747757 Lines Interprocessor Communications StmicroelectronicsDocument24 pagesAn5617 stm32h745755 and stm32h747757 Lines Interprocessor Communications StmicroelectronicsJosephNo ratings yet
- 75 Years of IndependenceDocument18 pages75 Years of IndependenceNihal GoudNo ratings yet
- Form One Bearing and Survey CompiledDocument21 pagesForm One Bearing and Survey Compiledchristinekirimi46No ratings yet
- Steering Pilot System Pressure - Test - Command Control SteeringDocument4 pagesSteering Pilot System Pressure - Test - Command Control SteeringWilliams ArayaNo ratings yet
- Complete Panel Report - NFS2-3030V27.0 - Notifier VeriFire Tools 10.55 Build 19 - 07192023 - 175833Document68 pagesComplete Panel Report - NFS2-3030V27.0 - Notifier VeriFire Tools 10.55 Build 19 - 07192023 - 175833brycuellarNo ratings yet
- Audit Testing and Sample SizesDocument22 pagesAudit Testing and Sample SizesPhạm Duy Đạt100% (1)
- Learn The Easy Way To Backup Iphone To Icloud - TechfreetricksDocument5 pagesLearn The Easy Way To Backup Iphone To Icloud - TechfreetricksIqra SameerNo ratings yet
- Nichiyu Forklift FB 70 Wiring and Control Unit LayoutDocument2 pagesNichiyu Forklift FB 70 Wiring and Control Unit Layoutbarbara100% (56)
- Instrumental, Vocal & Other Stems Separation & Mix Master Guide - UVR 5 GUI MDX-Net MDX23 Demucs GSEP Dango - Ai Ripple & Others (24.11.23)Document232 pagesInstrumental, Vocal & Other Stems Separation & Mix Master Guide - UVR 5 GUI MDX-Net MDX23 Demucs GSEP Dango - Ai Ripple & Others (24.11.23)deton24No ratings yet
- EPFL TH4820 Scala ThesisDocument133 pagesEPFL TH4820 Scala ThesiskbkkrNo ratings yet
- 100 Project Topics For C Programming From Basic To Advanced LevelDocument3 pages100 Project Topics For C Programming From Basic To Advanced Levellalit amitNo ratings yet
- Method Statement AGI Train 2 Inspection & Repair Plan: Approval SheetDocument9 pagesMethod Statement AGI Train 2 Inspection & Repair Plan: Approval SheetGunawan MSNo ratings yet
- A Microcontroller-Based Variable Voltage Variable Frequency Sinusoidal Power Source With A Novel PWM Generation StrategyDocument9 pagesA Microcontroller-Based Variable Voltage Variable Frequency Sinusoidal Power Source With A Novel PWM Generation Strategyanon_958959832No ratings yet
- Activity Guide and Evaluation Rubric - Unit 3 - Task 6 - Talking About Routines and Past EventsDocument6 pagesActivity Guide and Evaluation Rubric - Unit 3 - Task 6 - Talking About Routines and Past EventsAngie Sofía VargasNo ratings yet
- Iskra MT 440Document8 pagesIskra MT 440Ussama Rajput100% (1)
- +-10g Tilt Compensated Dual Range Aviation G-Force Meter: Operating Manual - English 1.00Document9 pages+-10g Tilt Compensated Dual Range Aviation G-Force Meter: Operating Manual - English 1.00ItgeltbayarNo ratings yet
- Drum TankDocument11 pagesDrum TankDiem DX100% (1)
- Deep Security Container Protection Customer PresentationDocument42 pagesDeep Security Container Protection Customer PresentationsaurabhbectorNo ratings yet
- Internet of Connected Everything - FINAL PDFDocument63 pagesInternet of Connected Everything - FINAL PDFSvetla NikolovaNo ratings yet
- Semiconductor KTA1661: Technical DataDocument2 pagesSemiconductor KTA1661: Technical DataahmedNo ratings yet
- Motion Cueing Algorithms: A Review Algorithms, Evaluation and TuningDocument5 pagesMotion Cueing Algorithms: A Review Algorithms, Evaluation and TuningMiguel AguilarNo ratings yet
- Language Focus 1. Write The Sentences in The Passive Voice.: Uğur Middle SchoolDocument6 pagesLanguage Focus 1. Write The Sentences in The Passive Voice.: Uğur Middle SchoolÖZGÜR BERK GÜMÜŞNo ratings yet
- CODE-IT-COURSE-DETAILS ExportDocument5 pagesCODE-IT-COURSE-DETAILS ExportIqra tariqNo ratings yet
- Ux Experience Design ClassDocument3 pagesUx Experience Design ClassbihimNo ratings yet
- Digital Logic and Microprocessor: Dr.M.Sindhuja Assistant Professor (Senior Grade) School of Electronics VIT, ChennaiDocument42 pagesDigital Logic and Microprocessor: Dr.M.Sindhuja Assistant Professor (Senior Grade) School of Electronics VIT, ChennaiNithish Kumar A NNo ratings yet
- Mts2 - Modular Door Control: System DescriptionDocument28 pagesMts2 - Modular Door Control: System DescriptionDarko ZelicNo ratings yet
- Manual Slim 5000 App La CD 53225 CurvasDocument8 pagesManual Slim 5000 App La CD 53225 CurvasJose ElenilsonNo ratings yet
- Dynamix 1444-td001 - En-P PDFDocument24 pagesDynamix 1444-td001 - En-P PDFJose Roberto Collado JimenezNo ratings yet
- Sources of Innovative IdeasDocument16 pagesSources of Innovative IdeasLerench james CamposNo ratings yet