Professional Documents
Culture Documents
Penetration TEst - 2-material-2023-JAN-3
Penetration TEst - 2-material-2023-JAN-3
Uploaded by
viyfOriginal Description:
Original Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Penetration TEst - 2-material-2023-JAN-3
Penetration TEst - 2-material-2023-JAN-3
Uploaded by
viyfCopyright:
Available Formats
H Section 2 – Mechanical and Technological Testing Procedures 2- 17
10.3.5 Penetration time 10.6 Cleaning of the test surfaces
The penetration time depends on the properties of the After completion of penetrant testing any residuals of
penetrant, testing temperature, the material of the the test media shall be removed of the test surfaces.
component to be tested and the type of discontinuities For this a cleaning agent shall be used that corresponds
that are to be detected and should last from 5 to 60 to the prior employed testing agent system and which
minutes. will not have any effect on the further processing of the
component.
10.3.6 Intermediate cleaning
10.7 Certification of test results
Following penetration, the surplus penetrant shall be
completely removed in an appropriate manner from the The manufacturer or the inspection body charged by
test surface in such a way as to leave behind the him shall issue a certificate concerning the performed
penetrant lodged in any defects present. penetrant test containing at least the following infor-
mation:
10.3.7 Developing process
- Name and address of the inspection body (for
The developer is to be applied evenly and as thinly as external inspection bodies),
possible immediately after intermediate cleaning and
drying. The test surface should just be completely - Details concerning the accreditation or the ap-
covered. proval of the inspection body,
The developing time should be at least of the same as - Testing specification to be applied and/or testing
the time allowed for penetration. instructions,
The evaluation of the indications shall not start before - Details of the component such as:
the developing time has expired.
• Order no.
10.4 Illumination of the test surfaces • Material designation
• Heat no.
The test surfaces shall be illuminated adequately and • Specimen no.
reflection of light from already machined surfaces are to • Machining condition
be avoided.
- Surface condition,
Precondition for an adequate evaluation of the indica-
tions are the requirements for illumination specified in - Testing scope, testing areas, severity levels,
9.5.
- Employed testing agent systems according to EN
10.5 Testing criteria, evaluation of indications 571-1, test blocks according to ISO 3452-3,
Discontinuities exceeding the prescribed acceptance - Declaration of the inspection zones and accep-
criteria by size and quantity as well as cracks of every tance criteria,
type are not permitted.
- Time of testing,
Specifications for the evaluation of indications are
contained in the appropriate specific sections. - Evaluation of test results,
TÜRK LOYDU - MATERIAL – JANUARY 2023
2- 18 Section 2 – Mechanical and Technological Testing Procedures H
- Place and date of testing, - Calibration of equipment,
- Name of the inspector, the inspection supervisor - Surface condition depending on the manufactur-
and their qualifications. ing stage, surface roughness (if necessary),
The aforementioned details may also be certified by - Position of incidences, if necessary explained by
means of works instructions of the manufacturer. means of sketches,
They and the test certificate shall be submitted to the - Heat treatment condition depending on the
Surveyor together for assessment and acknowledge- manufacturing stage,
ment.
- Determination of testing areas in accordance with
11. Ultrasonic Testing (UT) the requirements specified in related Sections,
11.1 Methods - Evaluation criteria for the specific testing areas
and severity levels, respectively,
11.1.1 Ultrasonic testing is to be performed with the
impulse echo technique in accordance with recognized - Indication of other applicable standards and
standards. Such are e.g. EN 12223, EN ISO 7963, ISO regulations.
22232-3, ISO 16810, EN 10228-3, EN 10160 and EN
12680-1. 11.3 Test appliances and accessories
Other national or international standards may be applied Ultrasonic testing appliances and probes shall comply
if they provide an equivalent method. with the state of the art and with recognized standards
(e.g. ISO 22232-1, ISO 22232-2 and ISO 22232-3) and
11.1.2 The methods described here relate to the shall fulfill at least the following requirements:
testing of components and machinery constructions
made of ferritic steels. For testing of components made 11.3.1 Requirements for the test equipment
of austenitic or austenitic-ferritic steels special
agreements are to be made. - The ranges of adjustment shall enable the range
of at least 20 mm up to 2 m without any inter-
11.1.3 Alternatively ultrasonic testing may be per- vening gap for longitudinal and transverse waves
formed according to the test instructions of the manu- in steel.
facturer or of the orderer on condition that an equivalent
test can be achieved. - The amplification shall be adjustable for a range
up to at least 80 dB with switching stages of 2 dB,
11.2 Test specification the accuracy shall be 1 dB.
11.2.1 The manufacturer or the orderer shall prepare - The linearity of the time sweep and the vertical
a test specification which shall contain at least the linearity shall be better than 5 % of the adjustment
following information: range or of the screen.
- State of machining for pre and final testing, - The test equipment shall be applicable for probes
from 1 to 6 MHz nominal frequency for impulse
- Test method, type of test equipment, type of echo technique with straight or SE (twin
probes, testing frequencies, transducer) probes.
TÜRK LOYDU - MATERIAL - JANUARY 2023
H Section 2 – Mechanical and Technological Testing Procedures 2- 19
11.3.2 Requirements for the probes The inspection range shall be selected in such a way
that the back wall echo of the component thickness to
11.3.2.1 The selection of the probes concerning the be tested will appear at 80 % of the screen width.
nominal frequency and the transducer size depends on
the size of the disc-shaped reflector to be detected, the
11.6.1.2 Calibration of sensitivity
sound path travel distance and the sound attenuation of
the material to be tested.
Calibration of sensitivity shall be adjusted in such a way
that indications to be registered are not smaller than 2/5
11.3.2.2 Depending on the geometry of the component
of the screen height at the end of the inspection range.
and the type and position of discontinuity to be detected
straight beam probes and/or angle probes are to be
employed; for testing of regions close to the surface SE The signal-to-noise ratio based on the registration level
straight beam probes shall be employed. shall be at least 6 dB.
11.3.2.3 For oblique scanning probes with angle of Deviations of these specifications may be agreed on by
incidence between 35° and 70° shall be employed. the orderer and/or manufacturer and TL in technically
Their nominal frequency shall be between 1 and 6 MHz. justified exceptional cases.
11.4 Calibration blocks 11.6.2 Scanning of the test area and testing
velocity
For verification of the inspection system calibration
blocks type 1 according to ISO 2400 and calibration
11.6.2.1 Scanning of the test area
blocks type 2 according to EN ISO 7963 or other
adequate calibration blocks with reference reflectors are
In case scanning of test surfaces without any interven-
to be used.
ing gap is required, e.g. in case of 100 % volumetric
11.5 Coupling media inspection, the test paths shall overlay each other with
at least 15 %.
For inspection the oils, greases or other adequate cou-
pling media recommended by the manufacturer of the 11.6.2.2 Testing velocity
equipment shall be used preferably.
If ultrasonic testing is performed manually then with
For calibration of the equipment the same coupling regard to optimal localization of the indications the
medium shall be used. testing velocity shall not exceed 100 mm/s.
11.6 Performing ultrasonic testing
11.7 Evaluation of indications
Ultrasonic testing of machinery parts is to be performed
11.7.1 Indications without extension
in accordance with the method, standards and
regulations specified in 11.1.1 and/or according to
specifications of the manufacturer or the order. The evaluation of indications without extension is to be
performed according to the AVG-method (=DGS
11.6.1 Calibration of the inspection system method = distance gain size method). In doing so the
reference reflector size shall be specified as diameter of
11.6.1.1 Calibration of the distance the equivalent disc shaped reflector (KSR) [mm].
The calibration of the distance is to be performed at the 11.7.2 Indication with extension
calibration block type 1 in accordance with EN 12223 or
at the component. If not otherwise agreed, the determination of the re-
flector extension shall be performed according to the
half-amplitude technique.
TÜRK LOYDU - MATERIAL – JANUARY 2023
2- 20 Section 2 – Mechanical and Technological Testing Procedures H
Specifications concerning the aforementioned evalua- recorded by means of sketches, the size of KSR,
tion and acceptance criteria are contained in related its extension in length, width and depth as well
Sections. as the back-wall echo attenuation,
11.8 Certification of test results - Place and date of testing,
The manufacturer or the inspection body charged by - Name of the inspector, the inspection supervisor
him shall compile a report concerning the test which and their qualifications.
shall contain at least the following information:
12. Radiographic Testing
- Name and address of the inspection body (for
external inspection bodies), 12.1 Method
- Details concerning the accreditation or the ap- 12.1.1 If necessary radiographic testing is to be
proval of the inspection body, performed in addition to ultrasonic testing in case
doubts exist concerning the evaluation of indications of
- Testing standards to be applied and/or testing ultrasonic testing.
specifications,
Radiographic testing can be performed depending on
- Details of the component such as: the type of the component to be inspected, its material
grade and wall thickness, either with x-rays or gamma
• Material rays.
• Dimensions
• Component no. 12.1.2 As a rule radiographic testing is to be per-
• Heat no. formed in accordance with recognized standards such
• Drawing no. as ISO 5579, EN ISO 17636 for the radiographic
• Condition of supply examination of welded joints or EN 12681 for the testing
of cast components.
- Time of testing, testing scope, inspection zones,
severity levels, 12.2 Scope of validity
- The manufacturer and type of the employed The following specifications apply for radiographic
testing equipment, testing of components indicated in Section 6.
- Manufacturer, type, nominal frequency and angle 12.3 Performing radiographic testing
of incidence of the employed probes,
As a rule radiographic testing is to be performed in
- Type of calibration of distance and sensitivity, accordance with EN 12681, test category A. Thereby
the image quality category A according to EN ISO
- Specifications concerning the suitability for 19232-3 shall be fulfilled.
- ultrasonic testing, surface preparation, correc- Testing in accordance with other national or
tion, values (transfer correction and sound at- international standards may be agreed on with TL on
tenuation) coupling media, condition that the conditions of the standards indicated
in 12.1.2 will be fulfilled.
- Description of the position of reflectors to be
TÜRK LOYDU - MATERIAL - JANUARY 2023
H Section 2 – Mechanical and Technological Testing Procedures 2- 21
12.4 Testing specification selection of the intensifying screens depends on the
maximum permissible tube voltage of the X-rays or the
12.4.1 The orderer or the manufacturer shall prepare type of isotopes, see Table 2.6.
a testing specification which shall contain the test
method and all relevant details. Especially the following In case intensifying screens are used close contact
information shall be specified: between film and screen has to be ensured.
- Radiation source, focal spot size or dimensions of 12.6.2 For the selection of the film class ISO 5579 is
the employed gamma-ray source, to be observed. A comparison of comparable
international standards for film system classes is
- Radiation energy, contained in Table 2.7.
- Film system class and screens, 12.7 Film density
- Test category, 12.7.1 The parameters for the exposure shall be
selected in such a way that in the entire region to be
- Thickness range to be penetrated, evaluated the density S of the radiographs according to
ISO 5579 is larger than S > 2,0 for test category A and
- Type and position of the image quality indicator, larger than S > 2,3 for test category B.
- Distances between the film and the focal point, Reduction of the minimum required density to 1,5 for
test category A or to 2,0 for test category B is only
- Image quality, density, permitted on condition that an appropriate agreement
between the orderer and the manufacturer is made and
- Test arrangement explained by means of that the multiple film technique is employed. This
sketches or drawings. agreement is to be submitted to TL.
12.4.2 For cast components where a large amount of 12.7.2 The upper limit for density depends on the
radiographing is required the manufacturer shall brightness of the film illuminator which is employed for
prepare a film position plan. the evaluation.
The specification as well as the film position plan shall 12.7.3 In order to depict different wall thickness
be submitted to TL for evaluation. regimes of cast components without loss of quality
within the density limits specified in 12.7.1 on one
12.5 Selection of radiation source screen, the procedures for multiple film technique as
indicated in EN 12681 shall be employed.
The selection of the radiation source depends on the
thickness co of the tested component to be penetrated, 12.7.4 For evaluation of radiographs the density shall
the required test category and the selected radiographic be verified with a densitometer.
arrangement according to EN 12681.
12.8 Verification of image quality
12.6 Selection of film system and intensifying
screens 12.8.1 The image quality is to be verified by means of
image quality indicators such as e.g. wire indicators in
12.6.1 The selection of the film class depends on the accordance with EN 462-1.
test category and the thickness to be penetrated. The
TÜRK LOYDU - MATERIAL – JANUARY 2023
2- 22 Section 2 – Mechanical and Technological Testing Procedures H
In case image quality indicators cannot be positioned - Details concerning the accreditation or the ap-
conforming to standards, i.e. away from the film, the proval of the inspection body,
image quality value shall be verified at least once by
means of comparative radiographs prepared under the - Details of the cast component such as:
corresponding conditions.
• Material
12.8.2 In general, for steel castings of test category A, • Heat no.
the image quality class A and for test category B the • Pattern no.
image quality class B according to EN ISO 19232-3 • Drawing no.
shall be achieved. • Condition of supply
12.9 Evaluation of radiographs, evaluation criteria - Number and name of the testing specification,
The inspection department shall submit to the Surveyor - Testing standards to be applied and regulations,
for evaluation all radiographs and evaluation reports
prepared by the inspector. It is up to the Surveyor to - Method of radiographing and test categories,
evaluate all radiographs or only a specific number of
them. - Film position plans, method of marking,
The radiographs evaluated by him are to be stamped by - Type of radiation source: tube/isotope, size of
him. focal spot or of the radiation source, respectively,
The testing and acceptance criteria applicable for the - Tube voltage and anode current or activity of the
evaluation of the radiographs are contained in Section radiation source,
6, G.9.
- Exposure time and distance between radiation
12.10 Certification of the test results source and film,
The manufacturer shall compile a report concerning the - Selected film systems, screens and filters,
evaluation of the radiographs which shall contain at
least the following information: - Type and position of image quality indicator,
- Name and address of the inspection body (for - Film density,
external inspection bodies),
- Place and date of testing,
Name of the inspector, the inspection supervisor and
their qualifications.
TÜRK LOYDU - MATERIAL - JANUARY 2023
H Section 2 – Mechanical and Technological Testing Procedures 2- 23
Table 2.6 Film System classes and metal screens in accordance with ISO 5579 and EN 12681
Film system class Type and thickness of metal
Penetrated thickness
Radiation source (1) screens
ω
Class A Class B Class A Class B
None, or front and rear lead screens
X-ray potentials ≤100kV
up to max. 0,03 mm
C3 Front and rear lead screens up to
X-ray potentials >100 kV
to 150 kV C5 max. 0,15 mm
X-ray potentials Front and rear lead screens from 0,02
C4
> 150 kV to 250 kV to0,15 mm
None, or front and rear lead screens
ω < 5 mm. C3
Yb 169 up to max. 0,03 mm
Tm 170 Front and rear lead screens from 0,02
ω ≥ 5 mm. C4
to 0,15 mm
Front lead screens from 0,02 to 0,2
ω ≤ 50 mm. C4
mm
X- ray potentials
C5 Front lead screens from 0,1 to 0,2 mm
> 250 kV to 500 kV (2)
ω > 50 mm. C3
Rear lead screens from 0,02 to 0,2
mm
Front and rear lead screens from 0,1
Se-75 ω > 5 mm. C5 C4
to 0,2 mm
Front lead Front lead
screens from screens from 0,1
Ir 192 C5 C4 0,02 to 0,2 mm to 0,2 mm
Rear lead screens from 0,1 to 0,2
mm.
ω ≤ 100 mm. C4 Front and rear screens of steel or
Co 60 C5
ω > 100 mm. C5 copper from 0,25 to 0,7 mm (3)
X- ray equipment with ω ≤ 100 mm. C3
Front and rear screens of steel or
energy from C5
copper from 0,25 to 0,7 mm
1 MeV to 4 MeV ω > 100 mm. C5
ω ≤ 100 mm. C4 C4 Front screens of steel, copper or
tantalum up to max. 1 mm (4)
X- ray equipment with 100 mm. < ω ≤ 300 mm. C4
Rear screens of steel or copper up to
energy from
C5 max. 1 mm and tantalum up to max.
4 MeV to 12 MeV 0,5 mm (4)
ω > 300 mm. C5
ω ≤ 100 mm. C4 Front screens of tantalum up to max.
1 mm (5)
X- ray equipment with 100 mm. < ω ≤ 300 mm. C4
energy above 12 MeV No rear screens
C5
Front screens of tantalum up to max.
ω > 300 mm. C5 1 mm (5) Rear screens of tantalum up
to max. 0,5 mm
(1) Film system classes of higher quality may be used, too.
(2) Film packaged by the manufacturer with front screens up to max. 0,03 mm may be used if in addition a0,1 mm lead screen is
placed between the component to be tested and the film
(3) For class A 0,1 to 0,5 mm lead screens may be used, too.
(4) For class A 0,5 to 1 mm lead screens may be used if agreed on by the contracting partners.
(5) Tungsten screens may be used if agreed on.
TÜRK LOYDU - MATERIAL – JANUARY 2023
2- 24 Section 2 – Mechanical and Technological Testing Procedures H
Table 2.7 Comparison of international comparable recognized film system classes
Manufacturer/film
ASTM (1) DIN (3) EN (3) ISO (2) RCC-M (4)
type
AGFA (5)
Structurix D2 Special G1 C1 GI 1
Structurix D3 1 G1 C2 GI 1
Structurix D3 s.c. 1 G1 C2 GI 2
Structurix D4 1 G2 C3 GI 3
Structurix D5 1 G2 C4 GII 3-4
Structurix D7 2 G3 C5 GIII 4
Structurix D8 2 G4 C6 GIII 5
Fuji (5)
IX 25 1 G2 C3 GI 3
IX 50 Special G1 C1 GI 1
IX 80 1 G2 C3 GI 3
IX 100 1 G2 C4 GII 3-4
IX 150 2 G4 C6 GIII 4-5
Kodak (5)
DR Special G1 C1 GI
M 1 G1 C2 GI
MX 125 1 G2 C3 GI
T 200 1 G2 C4 GII
AA 400 2 G3 C5 GIII
CX 3 G4 C6 GIII
B W-B GIII
(1) ASTM E 94/E94M
(2) ISO 5579
(3) Classification according to EN ISO 11699-1
(4) French standard
(5) Equivalent film types from other manufacturers may also be considered, provided that appropriate proof
has been furnished.
TÜRK LOYDU - MATERIAL - JANUARY 2023
Section 3 – Rolled Steel Plates, Sections and Bars 3- 1
SECTION 3
ROLLED STEEL PLATES, SECTIONS AND BARS
Page
A. General ............................................................................................................................................................... 3-4
1. Scope
2. Manufacture
3. Approval
4. Condition of Supply
5. General Characteristics of Products
6. Thickness Tolerances of Steel Plates and Wide Flats
7. Rectification of Surface Defects
8. Test Material and Tests
9. Marking of Products
10. Certification
B. Normal and Higher Strength Hull Structural Steels...................................................................................... 3-12
1. Scope
2. Approval
3. Method of Manufacture
4. Chemical Composition
5. Condition of Supply
6. Mechanical Properties
7. Surface Quality
8. Internal Soundness
9. Tolerances
10. Identification of Materials
11. Testing and Inspection
12. Test Material
13. Mechanical Test Specimens
14. Number of Test Specimens
15. Retest Procedures
16. Branding
17. Documentation
C. High Strength Steels for Welded Structures ................................................................................................. 3-28
1. Scope
2. Approval
3. Method of Manufacture
4. Chemical Composition
5. Delivery Condition - Rolling Process and Heat Treatment
6. Mechanical Properties
7. Tolerances
8. Surface Quality
9. Internal Soundness
10. Stress Relieving Heat Treatment and Other Heat Treatments
11. Facilities for Inspection
12. Identification of Materials
13. Branding
TÜRK LOYDU – MATERIAL - JANUARY 2023
3- 2 Section 3 – Rolled Steel Plates, Sections and Bars A
14. Documentation of Inspection Tests
D. Steels for Boilers and Pressure Vessels ....................................................................................................... 3-36
1. Scope
2. Approved Steel Grades
3. Condition of Supply and Heat Treatment
4. Dimensions, Dimensional and Geometrical Tolerances
5. Testing
6. Marking
E. Steels for Ships Carrying Liquefied Gases In Bulk And Ships Using Gases Or Other Low-
Flashpoint Fuels ............................................................................................................................................. 3-38
1. Scope
2. Material Requirements
F. Stainless Steels ............................................................................................................................................... 3-40
1. Scope
2. Selection of Steels
3. Condition of Supply and Heat Treatment
4. Dimensional Tolerances
5. General Condition of Products
6. Requirements Applicable to Material Properties
7. Testing
G. Clad Steel Plates.............................................................................................................................................. 3-42
1. Scope
2. Suitability of Cladding Process
3. Suitable Materials
4. Method of Manufacture and Condition of Supply
5. Dimensions and Tolerances
6. Surface Finish
7. Repair of Defects
8. Requirements Applicable to the Material Properties
9. Testing
10. Marking
H. Steels with Specified Minimum through Thickness Properties................................................................... 3-45
1. Scope
2. Manufacture
3. Chemical Composition
4. Test Procedure
5. Retest Procedure
6. Ultrasonic Tests
7. Marking
8. Certification
I. Unalloyed Steels for Welded Structures ....................................................................................................... 3-47
1. Scope
2. Suitable Steels
3. Condition of Supply and Heat Treatment
4. Dimensions, Dimensional and Geometrical
5. Testing and Scope of Tests
J. Requirements for Use of Extremely Thick Steel Plates on Container Carriers ...................................... 3-49
1. Application of TL-EH47 Steel Plates
TÜRK LOYDU – MATERIAL - JANUARY 2023
Section 3 – Rolled Steel Plates, Sections and Bars 3- 3
2. Requirements for Use of Extremely Thick Steel Plates in Container Ships
K. Approval of Manufacturing Scheme of Hull Structural Steels ..................................................................... 3-59
Annex 1 ......................................................................................................................................................................... 3-60
Annex 2 ........................................................................................................................................................................ 3-61
1. Scope
2. Approval Tests
Annex 3 ........................................................................................................................................................................ 3-62
1. Scope
2. Approval Application
3. Approval Tests
4. Results
5. Approval and Certification
6. Renewal of Approval
Annex 4 ........................................................................................................................................................................ 3-64
1. Scope
2. Symbols and Their Significance
3. Testing Equipment
4. Test Specimens
5. Test Methods
6. Test Procedures
7. Determination of Arrest Toughness
8. Reporting
Annex 4 - Appendix A................................................................................................................................................... 3-77
Annex 4 - Appendix B................................................................................................................................................... 3-79
Annex 5 ........................................................................................................................................................................ 3-81
Appendix A.................................................................................................................................................................... 3-91
Appendix B.................................................................................................................................................................. 3-102
Appendix C.................................................................................................................................................................. 3-105
Appendix D.................................................................................................................................................................. 3-107
TÜRK LOYDU – MATERIAL - JANUARY 2023
3- 4 Section 3 – Rolled Steel Plates, Sections and Bars A
A. General critical temperature, Ac3 and in the lower end of the
austenite recrystallization region for a specific period of
1. Scope time followed by air cooling. The process improves the
mechanical properties of as- rolled steel by refining the
1.1 The requirements of this section apply to grain size and homogenising the microstructure.
hot-rolled steel plates, sections and bars intended for use
in hull construction, boilers, pressure vessels and 2.2.3 Controlled Rolling, CR (Normalizing Rolling,
machinery parts. NR)
1.2 Where stated in the following items of this A rolling procedure in which the final deformation is
Section, steels conforming to national or international carried out in the normalizing temperature range, allowed
standards may be used, provided that they satisfy the to cool in air, resulting in a material condition generally
minimum requirements of these Rules. equivalent to that obtained by normalizing.
2. Manufacture 2.2.4 Quenching and Tempering, QT
2.1 Method of manufacture
Quenching involves a heat treatment process in which
steel is heated to an appropriate temperature above the
2.1.1 Steel is to be manufactured by the basic
Ac3, held for a specific period of time, and then cooled
oxygen process, the electric furnace process or open
with an appropriate coolant for the purpose of hardening
hearth process.
the microstructure. Tempering subsequent to quenching
is a process in which the steel is reheated to an
The use of other processes may be approved by TL.
appropriate temperature not higher than the Ac1,
maintained at that temperature for a specific period of
2.1.2 The deoxidation practice used for each grade
time to restore toughness properties by improving the
is to comply with the appropriate requirements of Tables
microstructure and reduce the residual stress caused by
3.3 and 3.4.
the quenching process..
2.1.3 The rolling practice applied for each grade is
2.2.5 Thermo-Mechanical Rolling, TM (Thermo-
to comply with the appropriate condition of supply of
Mechanical Controlled Processing, TMCP)
Tables 3.6 and 3.7.
2.2 Definitions This is a procedure which involves the strict control of
both the steel temperature and the rolling reduction.
The definitions of applicable rolling procedures are given Generally a high proportion of the rolling reduction is
as follows. carried out close to Ar3 temperature and may involve the
rolling in the dual phase temperature region.
2.2.1 As-Rolled, AR
Unlike controlled rolled (normalized rolling) the
This procedure involves steel being cooled as it is rolled
with no further heat treatment. . The rolling and finishing properties conferred by TM (TMCP) cannot be
temperatures are typically in the austenite reproduced by subsequent normalizing or other heat
recrystallization region and above the normalizing treatment.
temperature. The strength and toughness properties of
steel produced by this process are generally less than The use of accelerated cooling on completion of
steel heat treated after rolling or than steel produced by TM-rolling may also be accepted subject to the special
advanced processes. approval of TL. The same applies for the use of
tempering after completion of the TM-rolling. See Table
2.2.2 Normalising, N
3.1.
Normalizing involves heating rolled steel above the
TÜRK LOYDU – MATERIAL - JANUARY 2023
A Section 3 – Rolled Steel Plates, Sections and Bars 3- 5
2.2.6 Accelerated Cooling, AcC When deviation from the programmed rolling schedules
or normalizing or quenching and tempering procedures
Accelerated cooling is a process, which aims to improve occurs, the manufacturer shall take further measures to
mechanical properties by controlled cooling with rates the surveyor’s satisfaction. See Table 3.1.
higher than air cooling immediately after the final
TM-rolling operation. Direct quenching is excluded from 3. Approval
accelerated cooling.
3.1 All materials are to be manufactured at works
The material properties conferred by TM and AcC cannot which have been approved by TL for the type and grade
be reproduced by subsequent normalizing or other heat of steel which is being supplied. The suitability of each
treatment. Where NR (CR) and TM with/without AcC are grade of steel for forming and welding is to be
applied, the programmed rolling schedules are to be verified demonstrated during the initial approval tests at the
by TL at the time of the steel works approval, and are to be steelworks. Approval of the steel works is to follow a
made available when required by the attending surveyor. scheme given in the Appendix A. For the steels intended
On the manufacturer’s responsibility, the programmed for high heat input welding over 50 kJ/cm, the approval of
rolling schedules are to be adhered to during the rolling the manufacturer is to follow a scheme given in the
operation. To this effect, the actual rolling records are to be Appendix B. For steels intended for a corrosion resistant
reviewed by the manufacturer and occasionally by the designation, the approval of the manufacturer is to
surveyor. additionally follow the scheme given in Appendix C.
Table 3.1 Schematic Diagrams of Thermo-Mechanical and Convertional Processes
Type of Processing
Conventional Processes Thermo-Mechanical Processes
Structure Temperature
CR
AR N QT TM
(NR)
Normal Slab
Heating Temp.
Recrystallized
Austenite
Normalizing or
Quenching
Non-recreystallized Temp.
Autsenite
Autsenite + Ferrite Ar3 or Ac3
Ferrite+Perlite Ar1 or Ac1
or
Ferrite + Bainite
Temperating
Temp.
Notes :
AR : As Rolled
N : Nomallizing
CR(NR) : Controlled Rolling (Normalizing Rolling)
QT : Quenching and Tempering
TM : Thermo-Mechanical Rolling (thermo-Mechanical Controlled Process)
R : Reduction
(*) : Sometings rolling in the dual-phase temperature region of austenite and ferrite
AcC : Accelerated Cooling
TÜRK LOYDU – MATERIAL - JANUARY 2023
3- 6 Section 3 – Rolled Steel Plates, Sections and Bars A
3.2 It is the manufacturer’s responsibility to processes have been checked and approved by TL on
assure that effective process and production controls in the manufacturer's premises.
operation are adhered to within the manufacturing
specifications. Where control imperfection inducing 5. General Characteristics of Products
possible inferior quality of product occurs, the
manufacturer is to identify the cause and establish a 5.1 All products shall have a smooth rolled surface
countermeasure to prevent its recurrence. Also, the and shall be free from any defects liable to have more
complete investigation report is to be submitted to the than an insignificantly adverse effect on their workability
Surveyor. For further use, each affected piece is to be and intended use, e.g. laminations, cracks, blow holes,
tested to the Surveyor’s satisfaction. scabs and seams.
The frequency of testing for subsequent products offered 5.2 Unless otherwise stipulated by the purchaser or
may be increased to gain confidence in the quality at the prescribed by TL, hot-rolled plates, wide flats and
discretion of TL sections shall be subject to the delivery conditions
stipulated in EN 10163.
3.3 When steel is not produced at the works at
which it is rolled, a certificate is to be supplied to the 5.3 Unless otherwise specified or agreed, surface
Surveyor at the rolling mill stating the process by which it defects may only be removed by grinding within the
was manufactured, the name of the manufacturer who permitted tolerance on the minimum thickness. The
supplied it, the number of the cast from which it was depressions caused by grinding shall have a smooth
madeand the ladle analysis. The Surveyor is to have transition to the surrounding surface of the product.
access to the works at which the steel was produced.
6. Thickness Tolerances of Steel Plates and
Note: Wide Flats
1. The attention of the users must be drawn to the fact
6.1 Scope
that when fatigue loading is present, the effective
fatigue strength of a welded joint of higher strength
6.1.1 These requirements apply to the tolerance on
steel may not be greater than that of a welded joint in
thickness of steel plates and wide flats with widths 600 mm
normal strength steels.
or greater (hereinafter referred to as: product or products)
with thicknesses of 5 mm and over covering normal and
2. Before subjecting steels produced by
higher strength hull structural steels according to Section 3
thermo-mechanical rolling to further heating for
B (TL- R W11), high strength steels for welded structures
forming or stress relieving, or using high heat-input
according to Section 3 C (TL- R W16) and steels for
welding, special consideration must be given to the
machinery structures according to Türk Loydu Material
possibility of a consequent reduction in mechanical
Rules.
properties.
The thickness tolerances for products below 5 mm are to
4. Condition of Supply
be in accordance with a national or international
standard, e.g. Class B of ISO 7452. However, the minus
4.1 All products are to be supplied in the heat
tolerance shall not exceed 0.3 mm.
treated conditions described in the following individual
Sections, unless supply in the as-rolled condition is
Note:
allowed. This may be the case if, for instance, the
Tolerances for length, width, flatness and over thickness may
product is to undergo further hot forming.
be taken from national or international standards.
4.2 If the material is suitable, products may also
6.1.2 These requirements do not apply to products
be supplied in normalizing rolled (controlled rolled) or
intended for the construction of lifting appliances which
thermo-mechanically rolled condition, provided that the
are subject to decision by the TL.
TÜRK LOYDU – MATERIAL - JANUARY 2023
A Section 3 – Rolled Steel Plates, Sections and Bars 3- 7
6.1.3 These requirements do not apply to products 6.3.3 The minus tolerances for products for
intended for the construction of boilers, pressure vessels machinery structures are to be in accordance with Table
and independent tanks, e.g. for the transportation of 3.2.
liquefied gases or chemicals.
6.3.4 The tolerances on nominal thickness are not
6.1.4 Class C of ISO 7452-2013 or equivalent applicable to areas repaired by grinding. For areas
repaired by grinding the TL- R W11 7.4.1 requirements
according to national or international standards may be
are to be applied, unless stricter requirements as per a
applied in lieu of 6.3, in which case the requirements in
recognized standard are considered by the TL or
6.4 and 6.5 need not be applied.
purchaser.
Additionally, if Class C of ISO 7452-2013 is applied, it is
Table 3.2 Minus tolerances on nominal thickness
required that the steel mill demonstrates to the satisfaction
for products for machinery structures
of the TL that the number of measurements and
measurement distribution is appropriate to establish that
the mother plates produced are at or above the specified Minus tolerance on
nominal thickness. Nominal thickness (t) [mm] nominal thickness
[mm]
6.2 Responsibility 3≤t<5 -0.3
5≤t<8 -0.4
6.2.1 The responsibility for verification and
8 ≤ t < 15 -0.5
maintenance of the production within the required
15 ≤ t < 25 -0.6
tolerances rests with the manufacturer. The surveyor
may require witnessing some measurements. 25 ≤ t < 40 -0.7
40 ≤ t < 80 -0.9
6.2.2 The responsibility for storage and 80 ≤ t < 150 -1.1
maintenance of the delivered product(s) with acceptable 150 ≤ t < 250 -1.2
level of surface condition rests with the fabricator before
6.3.5 The plus tolerances on nominal thickness are
the products are used in fabrication.
to be in accordance with a recognized national or
6.3 Thickness tolerances international standard unless required otherwise by the
TL or purchaser.
6.3.1 The tolerances on thickness of a given
product are defined as: 6.4 Average thickness
- Minus tolerance is the lower limit of the 6.4.1 The average thickness of products is defined
acceptable range below the nominal thickness. as the arithmetic mean of the measurements made in
accordance with the requirements of 6.5.
- Plus tolerance is the upper limit of the
acceptable range above the nominal thickness. 6.4.2 The average thickness of the normal and higher
strength hull structural steels (TL- R W11) or high strength
Note: steels for welded structures (TL- R W16) is not to be less
Nominal thickness is stated by the purchaser at the time of than the nominal thickness.
enquiry and order.
6.5 Thickness measurements
6.3.2 The minus tolerance on nominal thickness
of normal and higher strength hull structural steels and 6.5.1 The thickness is to be measured at locations
high strength steels for welded structures is 0.3 mm of products as defined in 6.6.
irrespective of nominal thickness.
6.5.2 Automated method or manual method is
applied to the thickness measurements.
TÜRK LOYDU – MATERIAL - JANUARY 2023
3- 8 Section 3 – Rolled Steel Plates, Sections and Bars A
6.5.3 The procedure and the records of 7. Rectification of Surface Defects
measurements are to be made available to the surveyor
and copies provided on request. 7.1 Rectification of surface defects by
grinding
6.6 Thickness measuring locations
Defects which required to be repaired may be removed
by grinding.
6.6.1 Scope of application
The repaired areas are to be ground smooth to the
This item applies to the thickness measuring locations for
adjacent surface of the plate. The surveyor may request
the thickness tolerance and the average thickness of the
that the complete removal of defects is verified by suitable
product.
non-destructive examination.
6.6.2 Measuring locations 7.2 Rectification of surface defects by welding
At least two lines among line1, line 2 or line 3 as shown in Surface defects which cannot be removed as stated in
Figure 3.1a, are to be selected for the thickness 7.1 may be repaired by chipping or grinding followed by
measurements and at least three points on each welding subject to the surveyor’s consent and under his
selected line as shown in Figure 3.1a are to be selected supervision.
for thickness measurement. If more than three points are
8. Test Material and Tests
taken on each line the number of points is to be equal on
each line.
8.1 General
Note: 8.1.1 All products are to be presented for testing in
The measurement locations apply to a product rolled directly the final supply condition in batches or units.
from one slab or steel ingot even if the product is to be later cut
by the manufacturer. Examples of the original measurements 8.1.2 Sampling
relative to later cut products are shown in Figure 3.1b. It is to
be noted that the examples shown are not representative of all The samples required for the preparation of test
possible cutting scenarios. specimens are to be cut from:
For automated methods, the measuring points at sides 8.1.2.1 The end of the plate or section corresponding to
are to be located not less than 10 mm but not greater the top position of the ingot, in the case of casting in ingot
moulds.
than 300 mm from the transverse or longitudinal edges of
the product.
8.1.2.2 Any end of the plate or section, where such
product are rolled from blooms or billets manufactured by
For manual methods, the measuring points at sides are
continuous casting,
to be located not less t han 10 mm but not greater than
100 mm from the transverse or longitudinal edges of the 8.1.2.3 Both the ends of the coil for plates fabricated
product. in coils.
8.1.2.4 Unless otherwise agreed the test samples are
6.6.3 Local depressions due to flaws and grinding
to be taken from the following positions:
marks arising from the remedying of defects are not
taken into account, provided that they do not exceed the 8.1.2.4.1 Plates and flats with a width ≥ 600 mm
tolerances.
The test samples are to be taken from one end at a
position approximately midway between the axis in the
6.6.4 For sections and bars, the dimensions and the
direction of the rolling and the edge of the rolled product
dimensional tolerances specified in the standards apply. (see Figure 3.2). Unless otherwise agreed the tensile test
specimens are to be prepared with their longitudinal axes
transverse to the final direction of rolling.
TÜRK LOYDU – MATERIAL - JANUARY 2023
A Section 3 – Rolled Steel Plates, Sections and Bars 3- 9
Figure 3.1a - Locations of thickness measuring points for the original steel plates
Figure 3.1b - Locations of thickness measuring points for the cut steel products
TÜRK LOYDU – MATERIAL - JANUARY 2023
3- 10 Section 3 – Rolled Steel Plates, Sections and Bars A
perpendicular (transverse test) to the direction of rolling.
For the preparation of test specimens and their testing
procedures, see Section 2.
Figure 3.2 Plates and flats
8.1.2.4.2 Flats with a width < 600 mm, bulb flats and
other sections
The test samples are to be taken from one end at a
Figure 3.4 Angles
position approximately one third from the outer edge (see
Figure 3.3, 3.4, 3.5 and 3.6) or in the case of small
sections, as near as possible to this position.
Figure 3.3 Bulb flats
In the case of channels, beams or bulb angles, the test
samples may be alternatively be taken from a position
approximately one quarter of the width from the web
centre line or axis (see Figure 3.5). The tensile test
specimen may be prepared with their longitudinal axes Figure 3.5 Channel
either parallel or transverse to the final direction of rolling.
8.1.2.4.3 Bars and other similar products
The test samples are to be taken so that the longitudinal
axes of the test specimens are parallel to the direction of
rolling and are as near as possible to the following:
- For non-cylindrical sections, at one third of the
half diagonal from the outside,
- For cylindrical sections, at one third of the
radius from the outside (see Figure 3.7).
8.1.3 Preparation of test specimens
The test specimens are to be cut from the samples with
their principal axis parallel (longitudinal test) or Figure 3.6 H-Section
TÜRK LOYDU – MATERIAL - JANUARY 2023
A Section 3 – Rolled Steel Plates, Sections and Bars 3- 11
Manufacturer's mark,
- Heat number, manufacturing serial number,
- Specimen number (where necessary).
Plates and sections shall be marked with punches.
Products with sensitive surfaces or with wall thicknesses
of ≤10 mm may be marked by a different method, e.g.
with a colored impression or with a low-stress or a rubber
stamp. Following agreement with the Surveyor, products
may also be marked with code numbers, the meaning of
which is explained in the covering certificate.
9.2 In the case of shapes and bars weighing < 25 kg
Figure 3.7 Bars or less per meter which are bundled together, the
marking specified in 9.1 may be applied on a tag.
8.1.4 Tensile test
9.3 Where individually tested rolled lengths (plates)
The results of the tensile test are to comply with the are cut up into sections, each section shall be marked in
values specified in the tables relevant to products. a manner identifying its relationship to the original rolled
length (plate).
If during the tensile test there is no marked yield stress
ReH , the 0.2% proof stress Rp0.2 , may be taken as an 10. Certification
alternative.
10.1 The Surveyor is to be given the test certificates or
8.1.5 Impact test consignment lists for all the materials tested by him in at
least three copies. The documents shall be issued
The average value is to comply with the minimum average separately for each grade or type of steel if necessary. The
value specified in the tables relevant to products and only documents shall at least contain the following details:
one individual value may be less than the average
required provided that it is not less than 70 % of it. - Purchaser and order number,
8.1.6 Retest procedure - Where known, the newbuilding and project
number respectively,
For details see Section 1.
- Item number and quantities,
For tensile re-test procedure see Section 2, B.3, for
- Size and indication of products,
Charpy V-notch retest procedure see Section 2, D.1.5.
- Steel grade, type or brand name,
9. Marking of Products
-
- Steel making process,
9.1 With the exception of the products with small
dimensions specified in 9.2, every item shall be clearly - Heat number,
identified by the manufacturer in at least one place with
the following marks: - Chemical composition of the heat,
- Steel grade, - Condition in which supplied if other than the
- as-rolled condition,
TÜRK LOYDU – MATERIAL - JANUARY 2023
3- 12 Section 3 – Rolled Steel Plates, Sections and Bars A, B
- Product identifying marks, For greater thicknesses certain variations in the re-
quirements may be allowed or required in particular
- Specimen number, where applicable. cases after consideration of the technical circumstances
involved.
The certificate shall also state the results of the special
tests carried out by the manufacturer, e.g. ultrasonic 1.3 Provision is made for four grades of normal
tests and tests of resistance to inter crystalline corrosion, strength steel based on the impact test requirements. For
together with details of the test method used. higher strength steels provision is made for three
strength levels (315, 355 and 390 N/mm2) each
10.2 Before the test certificates or consignment subdivided into four grades based on the impact test
lists are countersigned by the Surveyor, the temperature.
manufacturer shall confirm to the Surveyor in writing that
the material was manufactured by an approved process 1.4 Steels differing in chemical composition
and tested in accordance with TL Rules for Material, and deoxidation practice, condition of supply and mechanical
the requirements were satisfied. The name "Türk Loydu" properties may be accepted, subject to the special approval
(TL) shall be mentioned in the test certificate. The of TL. Such steels are to be given a special designation.
following wording of the declaration is adequate for this
purpose if it is stamped or printed on every test certificate 1.5 These requirements also apply to normal and
and/or consignment list together with the manufacturer's higher strength Corrosion Resistant steels when such steel
name and is certified on the manufacturer's behalf by a is used as the alternative means of corrosion protection for
works employee appointed by him. cargo oil tanks as specified in the performance standard
MSC.289 (87) of Regulation 3-11, Part A-1, Chapter II-1 of
"We hereby declare that the material has been produced the SOLAS Convention (Corrosion protection of cargo oil
by an approved method and has satisfied Rules of TL for tanks of crude oil tankers). Corrosion Resistant steels as
testing." defined within this subsection, are steels whose corrosion
resistance performance in the bottom or top of the internal
10.3 Where the steels are not produced and rolled by cargo oil tank is tested and approved to satisfy the
the same manufacturer, a certificate issued by the requirements in MSC.289 (87) in addition to other relevant
steelmaker specifying at least the heat numbers and the requirements for hull structural steels, structural strength
chemical compositions shall be handed to the Surveyor. and construction. It is not intended that such steels be used
for corrosion resistant applications in other areas of a vessel
that are outside of those specified in the performance
B. Normal and Higher Strength Hull Structural standard MSC.289 (87) of Regulation 3-11, Part A-1,
Steels Chapter II-1 of the SOLAS Convention. These
requirements apply to plates, wide flats, sections and bars
1. Scope in all grades up to a maximum thickness of 50 mm.
1.1 These requirements apply to weldable normal 2. Approval
strength and higher strength hot-rolled plates, wide flats,
sections and bars. Intended for use in hull construction. See A.3.
1.2 The requirements are primarily intended to 3. Method of Manufacture
apply to steel products with the following thicknesses:
See, A.2.
- For steel plates and wide flats:
4. Chemical Composition
all grades up to 100 mm thick
4.1 The chemical composition of samples taken
- For sections and steel bars:
from each heat is to be determined by the manufacturer
all grades up to 50 mm thick
in an adequately equipped and competently staffed
TÜRK LOYDU – MATERIAL - JANUARY 2023
B Section 3 – Rolled Steel Plates, Sections and Bars 3- 13
laboratory and is to comply with the appropriate 4.3 The following special rules apply to TM rolled
requirements of Tables 3.3 and 3.4. steels:
For plates and wide flats more than 50 mm thick, slight 4.3.1 The carbon equivalent value is to be calculated
variations in the prescribed chemical composition may from the ladle analysis using the following formula and to
be allowed as approved by TL.
comply with the requirements of Table 3.4;
4.2 The manufacturer's declared analysis will be
Mn Cr + Mo + V Ni + Cu
accepted subject to occasional checks if required by the C Eq = C + + + [%]
6 5 15
Surveyor.
Table 3.3 Chemical composition and deoxidation practice for normal strength steels
Grade TL-A TL-B TL-D TL-E
For t ≤ 50 mm For t ≤ 50 mm
For t ≤ 25 mm
Any method except Any method except
Killed,
rimmed steel (1) rimmed steel Killed and fine grain
Deoxidation practice
treated
For t > 25 mm
For t > 50 mm For t > 50 mm
Fully killed and fine grain
Killed Killed
treated
Chemical composition (%)
Carbon plus 1/6 of the manganese content is not to exceed 0.40%
(Ladle analysis)(4),(7),(8)
Cmax. 0.21 (2) 0.21 0.21 0.18
Mnmin 2.5xC 0.80 (3) 0.60 0.70
Simax. 0.50 0.35 0.35 0.35
Pmax. 0.035 0.035 0.035 0.035
Smax. 0.035 0.035 0.035 0.035
Al (acid soluble)min - - 0.015 (5) (6) 0.015 (6)
t = Material thicness
(1) Grade TL-A sections up to a thickness of 12.5 mm may be accepted in rimmed steel subject to the special approval of TL.
(2) Max. 0.23 % for sections.
(3) When Grade TL-B steel is impact tested the minimum manganese content may be reduced to 0.60 %
(4) When any grade of steel is supplied in the thermo-mechanically rolled condition variations in the specified chemical
composition may be allowed or required by TL.
(5) For Grade TL-D steel over 25 mm thick.
(6) For Grade TL-D steel over 25 mm thick and for Grade TL-E steel, the total aluminium content may be determined instead
of the acid soluble content. In such cases, the total aluminium content is not be less than 0.020 %. TL may also specify a
maximum limit for aluminium. Other suitable grain refining elements may also be permitted subject to the special approval
of TL.
(7) In the melt, the maximum values of the following elements may not be exceeded:
- Cu : 0.30%
- Cr : 0.20%
- Ni : 0.40%
- Mo : 0.08%
(8) Where additions of any other element have been made as part of the steel making practice, the content is to be indicated.
TÜRK LOYDU – MATERIAL - JANUARY 2023
You might also like
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisFrom EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisRating: 4 out of 5 stars4/5 (2)
- Aws d1.1 Ut Inspection ProcedureDocument17 pagesAws d1.1 Ut Inspection ProcedureMohanadNo ratings yet
- CB To Fill Up Items 1,2 & 4 and Col 3 of The Checklist NABCB AT To Fill The RestDocument75 pagesCB To Fill Up Items 1,2 & 4 and Col 3 of The Checklist NABCB AT To Fill The RestBS AnilKumarNo ratings yet
- 11 Ut ProcedureDocument11 pages11 Ut ProcedureSajeesh KrishnanNo ratings yet
- Magnetic Particle Test Procedure Magnetic Particle Test Procedure MTDocument14 pagesMagnetic Particle Test Procedure Magnetic Particle Test Procedure MTsamer8saif100% (3)
- RFT ProcedureDocument9 pagesRFT ProcedureKuppan SrinivasanNo ratings yet
- Ultrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentFrom EverandUltrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentRating: 4.5 out of 5 stars4.5/5 (3)
- Python SyllabusDocument3 pagesPython SyllabusAnonymous FJZFrEKONo ratings yet
- SC Ut Sop - Upto 70 DiaDocument11 pagesSC Ut Sop - Upto 70 DiaSrinu GrandhalayamNo ratings yet
- UT ProcedureDocument14 pagesUT Procedureshifa0% (1)
- Kvaerner PS-101 Rev 19Document20 pagesKvaerner PS-101 Rev 19stephen lewellenNo ratings yet
- Ansaldo NDT Specifications 22GRKW v1 0Document117 pagesAnsaldo NDT Specifications 22GRKW v1 0pvssrh9929No ratings yet
- General Requirements For Ultrasonic ExaminationsDocument11 pagesGeneral Requirements For Ultrasonic ExaminationsmaheshNo ratings yet
- 05 Ultrasonic Test Procedure 500405Document11 pages05 Ultrasonic Test Procedure 500405Sefa KasapogluNo ratings yet
- Magnetic Particle Tests - NDT WiDocument4 pagesMagnetic Particle Tests - NDT WiY ShameyaNo ratings yet
- Procedure For ULTRASONIC THICKNESSDocument4 pagesProcedure For ULTRASONIC THICKNESSKarrar TalibNo ratings yet
- A 531 - A 531M - 91 R01 - Qtuzms9bntmxtqDocument5 pagesA 531 - A 531M - 91 R01 - Qtuzms9bntmxtqAdrian GonzalezNo ratings yet
- Section IiiDocument36 pagesSection IiiMuhammad AwaisNo ratings yet
- TWI-UT-Forgings Procedure For Level 3Document9 pagesTWI-UT-Forgings Procedure For Level 3willypumphandle_5309100% (1)
- Nde Uesl Utm NDT 0005Document7 pagesNde Uesl Utm NDT 0005George OgbecheNo ratings yet
- BS en 10228-3Document17 pagesBS en 10228-3Kevin ThomassinNo ratings yet
- UT ProcedureDocument6 pagesUT ProcedureMurali YNo ratings yet
- Sa 435Document3 pagesSa 435KHALED OSMANNo ratings yet
- General Procedure For Ultrasonic Examination ProcedureDocument28 pagesGeneral Procedure For Ultrasonic Examination ProceduredrakeNo ratings yet
- 1744 - UT PROCEDURE (For Final) PDFDocument27 pages1744 - UT PROCEDURE (For Final) PDFpvdang8453100% (1)
- Non-Destructive Examination and Standard of Acceptance-General Forged ComponentsDocument5 pagesNon-Destructive Examination and Standard of Acceptance-General Forged ComponentsveeramalaiNo ratings yet
- Scope:: Property of "Oil & Gas Inspection Services"Document6 pagesScope:: Property of "Oil & Gas Inspection Services"Asem AbdelazizNo ratings yet
- ML 070600275Document14 pagesML 070600275anoopNo ratings yet
- Sop UtDocument6 pagesSop UtEddy Dwi CahyonoNo ratings yet
- Engineering & Construction: Magnetic Particle Test ProcedureDocument13 pagesEngineering & Construction: Magnetic Particle Test Proceduresoledense5470100% (1)
- NDT TS Mecon PDFDocument18 pagesNDT TS Mecon PDFgulu padhanNo ratings yet
- Ultrasonic Thickness MeasurementDocument12 pagesUltrasonic Thickness MeasurementmaheshNo ratings yet
- Ultrasonic Testing of Ferritic or Martensitic Steel ForgingsDocument17 pagesUltrasonic Testing of Ferritic or Martensitic Steel ForgingsrkkumarcpriNo ratings yet
- 7.4 Eddy Current Testing - 2015R1 - SNS NEWDocument4 pages7.4 Eddy Current Testing - 2015R1 - SNS NEWsaenal rapi100% (1)
- Eddy Current SpecificationsDocument7 pagesEddy Current SpecificationsBhavani PrasadNo ratings yet
- Ultrasonic Test Procedure1Document8 pagesUltrasonic Test Procedure1MHDNo ratings yet
- Ut-Pro of PlatesDocument2 pagesUt-Pro of PlatesSajid ShaikhNo ratings yet
- Sa 609Document14 pagesSa 609sreenathaNo ratings yet
- Ultrasonic Testing of Austenitic and Austenitic Ferritic Stainless Steel ForgingsDocument17 pagesUltrasonic Testing of Austenitic and Austenitic Ferritic Stainless Steel ForgingsAlvice Max100% (2)
- Ut Procedure AsiplDocument29 pagesUt Procedure Asipltushartech009No ratings yet
- 331 05 en Ultrasonic TestingDocument7 pages331 05 en Ultrasonic TestingCarlos Ortega Jones100% (1)
- Awsd11 Procedure Ut CompressDocument19 pagesAwsd11 Procedure Ut Compressparag wadekarNo ratings yet
- PAUT & TOFD Procedure For EOL, VadinarDocument22 pagesPAUT & TOFD Procedure For EOL, Vadinarrupam100% (5)
- A Sam: Ultrasonic Inspection ProcedureDocument6 pagesA Sam: Ultrasonic Inspection ProcedureTokoKueAmelaCookis100% (1)
- P-003 Ultrasonic Testing ProcedureDocument24 pagesP-003 Ultrasonic Testing ProcedureSaheb Yadav100% (2)
- E-570 Flujo DispersoDocument7 pagesE-570 Flujo DispersoAriel TerrensNo ratings yet
- Asme2a Sa 388Document8 pagesAsme2a Sa 388Dipankar ChakrabortyNo ratings yet
- CAES-OPE-UT-PRO-001 (ASME) Rev.0 ENGDocument29 pagesCAES-OPE-UT-PRO-001 (ASME) Rev.0 ENGMA GPNo ratings yet
- KrautKramer DM4E DM4DL - ManualDocument38 pagesKrautKramer DM4E DM4DL - ManualfdsgfdgNo ratings yet
- Ultrasonic Examination From Bored Surfaces of Cylindrical ForgingsDocument2 pagesUltrasonic Examination From Bored Surfaces of Cylindrical ForgingsDarwin DarmawanNo ratings yet
- Lamtiation Ut ProcdureDocument12 pagesLamtiation Ut ProcduremnmsingamNo ratings yet
- ASTM A 939-1996 (R2006) - Standard Test Method For Ultrasonic Examination From Bored Surfaces of CyDocument2 pagesASTM A 939-1996 (R2006) - Standard Test Method For Ultrasonic Examination From Bored Surfaces of CyKhemaraj PathmalingamNo ratings yet
- RT SpecificationDocument7 pagesRT SpecificationMOHAMMAD RAMZANNo ratings yet
- Ultrasonic Test Procedure AWS D1.1 (NDE Procedure For Structure)Document26 pagesUltrasonic Test Procedure AWS D1.1 (NDE Procedure For Structure)Taufik SantosoNo ratings yet
- Standard Practice For Ultrasonic Examination of Heavy Steel ForgingsDocument6 pagesStandard Practice For Ultrasonic Examination of Heavy Steel ForgingsSTRUCPIPE CALIDAD100% (1)
- Procedure For Ultrasonic Examination of Clad PlatesDocument8 pagesProcedure For Ultrasonic Examination of Clad PlatesJYOTI RANJAN BISWALNo ratings yet
- Liqiid Penetrant InspectionDocument5 pagesLiqiid Penetrant InspectionY ShameyaNo ratings yet
- Methodologies for Seismic Safety Evaluation of Existing Nuclear InstallationsFrom EverandMethodologies for Seismic Safety Evaluation of Existing Nuclear InstallationsNo ratings yet
- New Sensors and Processing ChainFrom EverandNew Sensors and Processing ChainJean-Hugh ThomasNo ratings yet
- Rooler Steel chapter-2-material-2023-JAN-5Document21 pagesRooler Steel chapter-2-material-2023-JAN-5viyfNo ratings yet
- Carbono Equivalente chapter-2-material-2023-JAN-2Document21 pagesCarbono Equivalente chapter-2-material-2023-JAN-2viyfNo ratings yet
- Manufarter chapter-2-material-2023-JAN-2Document13 pagesManufarter chapter-2-material-2023-JAN-2viyfNo ratings yet
- p122p enDocument143 pagesp122p enviyfNo ratings yet
- Chapter 2 Material 2021 JANDocument426 pagesChapter 2 Material 2021 JANviyfNo ratings yet
- Acero para BarcosDocument39 pagesAcero para BarcosviyfNo ratings yet
- Ferritic and Martensitic Casting MaterialsDocument2 pagesFerritic and Martensitic Casting MaterialsviyfNo ratings yet
- Steel FachaDocument59 pagesSteel FachaviyfNo ratings yet
- Acerto Steel 2Document51 pagesAcerto Steel 2viyfNo ratings yet
- Acero MadridDocument46 pagesAcero MadridviyfNo ratings yet
- Ferritic and Martensitic Casting MaterialsDocument2 pagesFerritic and Martensitic Casting MaterialsviyfNo ratings yet
- MetalfaesDocument2 pagesMetalfaesviyfNo ratings yet
- Ferritic and Martensitic Casting MaterialsDocument2 pagesFerritic and Martensitic Casting MaterialsviyfNo ratings yet
- 2 Activity 1 TECHNODocument2 pages2 Activity 1 TECHNONoel SebongaNo ratings yet
- JISMO Math Preparation Grade 3 2022 Part 2 AKDocument6 pagesJISMO Math Preparation Grade 3 2022 Part 2 AKsofia milatinaNo ratings yet
- Siun Sote Objection Related To Social Welfare and Health Care Services or Treatment FormDocument2 pagesSiun Sote Objection Related To Social Welfare and Health Care Services or Treatment FormShahnaz NawazNo ratings yet
- Lesson 11 Payroll Calculation SolutionDocument6 pagesLesson 11 Payroll Calculation SolutionashrithssNo ratings yet
- International Cash ManagementDocument20 pagesInternational Cash Managementmary aligmayoNo ratings yet
- G5 Q2W5 DLL SCIENCE MELCsDocument9 pagesG5 Q2W5 DLL SCIENCE MELCsJohnnefer Caballero CinenseNo ratings yet
- Electronic Reservation Slip (ERS) : 2144543628 11078/jhelum Express Ac 3 Tier Sleeper (3A)Document2 pagesElectronic Reservation Slip (ERS) : 2144543628 11078/jhelum Express Ac 3 Tier Sleeper (3A)nirjra kansalNo ratings yet
- Equity ApplicationDocument3 pagesEquity ApplicationanniesachdevNo ratings yet
- HPLCDocument12 pagesHPLCviravangsoNo ratings yet
- Tenses 2Document13 pagesTenses 2Rocio Valverde PastorNo ratings yet
- Module 1: Authentic Assessment in The ClassroomDocument10 pagesModule 1: Authentic Assessment in The ClassroomSir Log100% (1)
- Process StrategyDocument65 pagesProcess StrategyPoojitha VallabhaneniNo ratings yet
- The 3-Level Acupuncture Balance - Part 3 - More On The Eight Extraordinary Channel Balance - Dr. Jake Fratkin - Boulder, CODocument17 pagesThe 3-Level Acupuncture Balance - Part 3 - More On The Eight Extraordinary Channel Balance - Dr. Jake Fratkin - Boulder, COzhikNo ratings yet
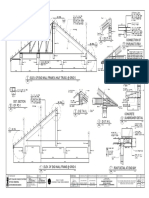
- Detail 6 Connection of Purlins To Rb-1 9Document1 pageDetail 6 Connection of Purlins To Rb-1 9Fritz NatividadNo ratings yet
- GR 6 NST (English) June 2023 Possible AnswersDocument7 pagesGR 6 NST (English) June 2023 Possible Answerslanga350No ratings yet
- ED486 Trailblazer 330 DieselDocument6 pagesED486 Trailblazer 330 DieselGV CamposNo ratings yet
- Love Marriage Vs Arranged Marriage EssayDocument8 pagesLove Marriage Vs Arranged Marriage Essayezmt6r5c100% (1)
- Aire Premium Delta 8 Vape - 1000mg - Everything 420Document1 pageAire Premium Delta 8 Vape - 1000mg - Everything 4206hsphckmf8No ratings yet
- Dodla Dairy Hyderabad Field Visit 1Document23 pagesDodla Dairy Hyderabad Field Visit 1studartzofficialNo ratings yet
- Contoh Financial PlanDocument4 pagesContoh Financial PlanJonathan ChandhikaNo ratings yet
- Police Visibility in The Prevention of Crime PreventionDocument4 pagesPolice Visibility in The Prevention of Crime PreventionDarcknyPusodNo ratings yet
- Pattern Recognition: Zhiming Liu, Chengjun LiuDocument9 pagesPattern Recognition: Zhiming Liu, Chengjun LiuSabha NayaghamNo ratings yet
- Osy MPDocument16 pagesOsy MPPratiksha JadhavNo ratings yet
- COT-Router Configuration - Docx - Republic of The Philippines DEPARTMENT OF EDUCATION Division of Sultan Kudarat BAI SARIPINANG - College SidekickDocument10 pagesCOT-Router Configuration - Docx - Republic of The Philippines DEPARTMENT OF EDUCATION Division of Sultan Kudarat BAI SARIPINANG - College Sidekickmarivic itongNo ratings yet
- HES 005 Session 5 SASDocument10 pagesHES 005 Session 5 SASG INo ratings yet
- Adjusting Entries, Worksheet and FSDocument26 pagesAdjusting Entries, Worksheet and FSBianca RoswellNo ratings yet
- Construction Management in Wilmington MA Resume Leo HamelDocument1 pageConstruction Management in Wilmington MA Resume Leo HamelLeoHamel1No ratings yet
- List of Companies Having SAPDocument2 pagesList of Companies Having SAPKrushikeshNo ratings yet