Download as pdf or txt
You might also like
- Storage Tank Inspection API 650Document27 pagesStorage Tank Inspection API 650Pandu Damay Putra93% (14)
- P1TF51Document51 pagesP1TF51pmrennNo ratings yet
- Aashto M-180 PDFDocument11 pagesAashto M-180 PDF48181No ratings yet
- Contractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerFrom EverandContractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerRating: 5 out of 5 stars5/5 (1)
- 412ep PDFDocument52 pages412ep PDFADRAI KHARAL100% (1)
- TCVN 6008 - 1995: Vietnam StandardDocument11 pagesTCVN 6008 - 1995: Vietnam StandardNguyễn Minh TânNo ratings yet
- Astm A-449Document8 pagesAstm A-449Anonymous GhPzn1x100% (2)
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- All-in-One Manual of Industrial Piping Practice and MaintenanceFrom EverandAll-in-One Manual of Industrial Piping Practice and MaintenanceRating: 5 out of 5 stars5/5 (1)
- Asme Section Viii Div 2Document17 pagesAsme Section Viii Div 2nanivenkatgauravNo ratings yet
- Asme Section Viii Div 1Document20 pagesAsme Section Viii Div 1Prashant KumarNo ratings yet
- 6-15-0003 Rev 4Document9 pages6-15-0003 Rev 4cynideNo ratings yet
- M 54-07 (2011) (Welded Deformed Steel Bar Mats For Concrete Reinforcement)Document4 pagesM 54-07 (2011) (Welded Deformed Steel Bar Mats For Concrete Reinforcement)tran_lamNo ratings yet
- NDT of WeldsDocument4 pagesNDT of WeldsVu Tung Linh100% (2)
- Is 7310 RequirementsDocument4 pagesIs 7310 RequirementsRavichandran Tirupattur SubramaniamNo ratings yet
- Irs T19-1994Document24 pagesIrs T19-1994vpmohammed0% (1)
- Hartford Steam Boiler International GMBHDocument67 pagesHartford Steam Boiler International GMBHshabbir626No ratings yet
- Astm A184Document3 pagesAstm A184racingspirit800% (1)
- WE Inlastek 05A Visual ExaminationDocument30 pagesWE Inlastek 05A Visual Examinationhafidhrahadiyan2100% (1)
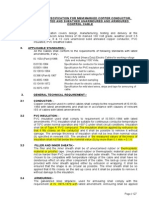
- Technical Specification of Control CableDocument5 pagesTechnical Specification of Control CableBknboy PaliNo ratings yet
- Enbridge Pipeline Repair Workplan Welding PDFDocument23 pagesEnbridge Pipeline Repair Workplan Welding PDFquiron2014No ratings yet
- Api 510 NotesDocument26 pagesApi 510 NotesAhmed ShakirNo ratings yet
- 8 WeldingDocument43 pages8 WeldingLopez BetoNo ratings yet
- 44AC9100-000-V.02-0105-A4 - Rev B - GENERAL SPECIFICATION FOR WELDED TUBE TO TUBE SHEET JOINTDocument8 pages44AC9100-000-V.02-0105-A4 - Rev B - GENERAL SPECIFICATION FOR WELDED TUBE TO TUBE SHEET JOINTAvinash ShuklaNo ratings yet
- A 723 - A 723M - 94 R99 - Qtcymy05nfi5oqDocument4 pagesA 723 - A 723M - 94 R99 - Qtcymy05nfi5oqZam DresNo ratings yet
- Irst 19 2012Document65 pagesIrst 19 2012krischaever100% (1)
- IBR 343-350 Steam PipesDocument7 pagesIBR 343-350 Steam PipesRajivharolikar100% (2)
- Reapir and Altertaion Section 8Document52 pagesReapir and Altertaion Section 8waqas pirachaNo ratings yet
- General Specification For Welding and Weld Inspection (EIL)Document19 pagesGeneral Specification For Welding and Weld Inspection (EIL)Mitchel Fernandes100% (6)
- Quality Control in FabricationDocument7 pagesQuality Control in FabricationradhakrishnangNo ratings yet
- SECTION 20710 Flash Butt Rail Welding: Caltrain Standard SpecificationsDocument8 pagesSECTION 20710 Flash Butt Rail Welding: Caltrain Standard SpecificationsminchanmonNo ratings yet
- Welding InspectionDocument7 pagesWelding Inspectionhavona100% (1)
- Tech. Spec - Tubular PoleDocument8 pagesTech. Spec - Tubular PoleVarun SharmaNo ratings yet
- Gi Earth SpikeDocument5 pagesGi Earth SpikemangalamtestingbureaNo ratings yet
- NDT of PipingDocument1 pageNDT of PipingVu Tung LinhNo ratings yet
- 0001 Lesson API-510Document26 pages0001 Lesson API-510erick CfNo ratings yet
- Api-582-2016-Welding-Guidelines-For-The-Chemical-Oil-And-Gas-Industries-Apiasme-Practice-Test Clause 11.3Document4 pagesApi-582-2016-Welding-Guidelines-For-The-Chemical-Oil-And-Gas-Industries-Apiasme-Practice-Test Clause 11.3Ahmed ElsharkawNo ratings yet
- Irst 19 1994 11 12 PDFDocument51 pagesIrst 19 1994 11 12 PDFRITES LTD. SITE OFFICE ,ROURKELANo ratings yet
- 2-Asme BPVC Section Ix-2013Document2 pages2-Asme BPVC Section Ix-2013Reda ElsawyNo ratings yet
- Weld Overlay Procedure For InconelDocument3 pagesWeld Overlay Procedure For InconelArash Mohamadi100% (3)
- Astm A185.a185m 05012005 STD Specs 4 Steel Welded Wire Reinforcement, Plain, For Concrete PDFDocument5 pagesAstm A185.a185m 05012005 STD Specs 4 Steel Welded Wire Reinforcement, Plain, For Concrete PDFAie B Serrano0% (1)
- Section 1 General Requirements: 1.1 ScopeDocument5 pagesSection 1 General Requirements: 1.1 ScopethanghanvicoNo ratings yet
- Asme 9 DatosDocument47 pagesAsme 9 Datosvichu_villamarNo ratings yet
- Lesson 19 - API-510 - New2Document56 pagesLesson 19 - API-510 - New2Fahim MarwatNo ratings yet
- ABS RulesDocument7 pagesABS RulessmithworkNo ratings yet
- Repair ProcedureDocument6 pagesRepair ProcedureTomy GeorgeNo ratings yet
- Section - V Technical Specifications of Contract (TSC)Document6 pagesSection - V Technical Specifications of Contract (TSC)Praveen BandariNo ratings yet
- Sections: I Rules For Construction of Power BoilersDocument68 pagesSections: I Rules For Construction of Power BoilersAnonymous VohpMtUSN100% (1)
- UIC Code: International Union of RailwaysDocument20 pagesUIC Code: International Union of RailwaysHARINo ratings yet
- PS 3103Document9 pagesPS 3103JayeshNo ratings yet
- Shop Welding InspectionDocument4 pagesShop Welding InspectionIndra Nath MishraNo ratings yet
- A516 MaterialDocument3 pagesA516 MaterialductaiutcNo ratings yet
- Welding Procedure SpecificationDocument5 pagesWelding Procedure SpecificationyazNo ratings yet
- Technical Criteria of QR:: Details of Meg (Material Enlistment Group) 1.0 MEG No. 2.0 MEG DescriptionDocument9 pagesTechnical Criteria of QR:: Details of Meg (Material Enlistment Group) 1.0 MEG No. 2.0 MEG DescriptionnicolasNo ratings yet
- Welding Procedure SpecificationDocument30 pagesWelding Procedure Specificationrahman196011100% (1)
- IBR 360 Butt WeldsDocument3 pagesIBR 360 Butt WeldsRajivharolikar100% (1)
- Technical Data NRL 02301Document8 pagesTechnical Data NRL 02301Attiq Ahmad ChoudhryNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Spot Welding Interview Success: An Introduction to Spot WeldingFrom EverandSpot Welding Interview Success: An Introduction to Spot WeldingNo ratings yet
- Module 4 - Classical Philosophy Used in BusinessDocument14 pagesModule 4 - Classical Philosophy Used in BusinessJessa Mae Solivio LuzaNo ratings yet
- Work Experience: Birth Date: Birth Place: Age: Civil Status: Nationality: Height: Language SpokenDocument2 pagesWork Experience: Birth Date: Birth Place: Age: Civil Status: Nationality: Height: Language SpokenJohn De LeonNo ratings yet
- Importance of Training and DevelopmentDocument4 pagesImportance of Training and DevelopmentAnnaIzzatNo ratings yet
- Callisto SPC: Technical SpecificationsDocument3 pagesCallisto SPC: Technical SpecificationsLuis Miguel Figueroa Quiroz “Luis Figueroa”No ratings yet
- Metal Removal ProcessesDocument61 pagesMetal Removal ProcessesBinyam HabtamuNo ratings yet
- Internet SlangDocument95 pagesInternet SlangDanang WibisanaNo ratings yet
- Instruction ManualDocument462 pagesInstruction ManualCaraluaNo ratings yet
- SFRA45 Quick Measurement Guide1Document16 pagesSFRA45 Quick Measurement Guide1IAMATMANo ratings yet
- 10 1016@j Optmat 2019 109433Document10 pages10 1016@j Optmat 2019 109433khannoussi kamiliaNo ratings yet
- Laptop Dell (1Th) : MSI Laptop Gaming-Design Laptop HP (2Th) Vaio Avita (2Th)Document1 pageLaptop Dell (1Th) : MSI Laptop Gaming-Design Laptop HP (2Th) Vaio Avita (2Th)Rizal Yoga PrasetyaNo ratings yet
- 1735 KVA (1388 KW) Mitsubishi PDFDocument1 page1735 KVA (1388 KW) Mitsubishi PDFMd. Harunor RashidNo ratings yet
- Resume Jurnal GeolistrikDocument6 pagesResume Jurnal GeolistrikbidaraaaNo ratings yet
- Design, Analysis, and Optimization of Supply Chains: A System Dynamics ApproachDocument21 pagesDesign, Analysis, and Optimization of Supply Chains: A System Dynamics ApproachBusiness Expert Press100% (1)
- Quality Improvement of Corn Husk As Raw Material For Textile ProductsDocument5 pagesQuality Improvement of Corn Husk As Raw Material For Textile ProductsIngrid ContrerasNo ratings yet
- SWS 4000A New Dialysis MachineDocument2 pagesSWS 4000A New Dialysis Machineamsk23456No ratings yet
- Excel Lab 3: Euler's MethodDocument12 pagesExcel Lab 3: Euler's Methodkrishanu1aNo ratings yet
- Android-Based Classroom Monitoring System For Teacher Using QR Code TechnologyDocument12 pagesAndroid-Based Classroom Monitoring System For Teacher Using QR Code TechnologyAkmad Ali AbdulNo ratings yet
- Edexcel As Biology 6BI02Document8 pagesEdexcel As Biology 6BI02abhayNo ratings yet
- High Speed Centrifugal Spray DryerDocument8 pagesHigh Speed Centrifugal Spray DryerHilyaNo ratings yet
- Kobayashi ManualDocument27 pagesKobayashi ManualAnonymous utXYfMAXNo ratings yet
- Supplier Evaluation and SelectionDocument24 pagesSupplier Evaluation and SelectionMuhammad Shahbaz Ali NCBA&ENo ratings yet
- SHS Core General Math CGDocument6 pagesSHS Core General Math CGMark Anthony B. IsraelNo ratings yet
- Saarthi - Excel AssignmentDocument17 pagesSaarthi - Excel AssignmentBHUMIT KATARIANo ratings yet
- How To Fix A Washing Machine: 9 Common Problems: Attempting RepairsDocument6 pagesHow To Fix A Washing Machine: 9 Common Problems: Attempting RepairsLouieGonzalesNo ratings yet
- CIS10Document50 pagesCIS10Sham Aran100% (1)
- APJARBA 2015-1-001 Customer Satisfaction On The Quality Services of One Department Store in Batangas CityDocument10 pagesAPJARBA 2015-1-001 Customer Satisfaction On The Quality Services of One Department Store in Batangas Citywaeyo girlNo ratings yet
- NordicDLZ - HZXKE - Product PresentationDocument22 pagesNordicDLZ - HZXKE - Product PresentationВасилий ВасильченкоNo ratings yet
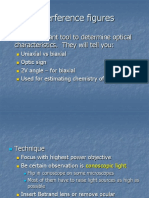
- 1.9 Interference FiguresDocument33 pages1.9 Interference FigureswessilissaNo ratings yet
- Fake News Detection Using NLPDocument9 pagesFake News Detection Using NLPIJRASETPublicationsNo ratings yet